1.本发明涉及铸件加工领域,特别涉及一种锻造加工用锻件表面氧化皮的清除工艺。
背景技术:
2.随着工业技术的发展,现代的机械加工技术越来越成熟,对于那些精加工的金属工件需要用车床铣出来,但是机加工的耗时比较长,且机加工的成本也比较大,以往的铸件加工对于精确度要求不高的工况还可以大批量使用;铸件的体积和重量都比较大,铸件在库存很长时间之后会产生很多铁锈及其其他的杂物,这些杂物如果无法及时去除的话,这会对后续的加工带来麻烦,金属锻件在处理的时候需要很多个工序,每一道工序都需要定位在一个加工的工位,来回挪动工位比较麻烦。
技术实现要素:
3.本发明的目的在于针对现有技术的不足,提供一种锻造加工用锻件表面氧化皮清除系统及其清除工艺,第一电机通过第一转盘驱动第一皮带运转,第一皮带再驱动从动转盘旋转,第一转盘相对于从动转盘进行减速,中心柱和从动转盘同步旋转,凸轮和压合筒一起旋转,凸轮每旋转一圈,凸轮就把扭力杆往一侧推进一次,然后扭力杆通过复位弹簧复位,压合筒每旋转一圈,压合筒就把压合轮往下推进两次,进而此时的金属球会把升降槽口和撑重竖杆上下推动两次,扭力杆端头的穿插圆杆推进调节槽架扭转一次,进而电磁铁会吸住金属锻件来回在两组夹合壳体中调换工位,实现了自动调换工位和定位的效果。
4.为解决上述问题,本发明提供以下技术方案:一种锻造加工用锻件表面氧化皮清除系统,包括基台板,所述基台板和建筑物固定连接,且基台板的顶端固定安装有平面轴座,且平面轴座的内侧穿插有中心柱,中心柱和平面轴座旋转连接,所述中心柱上固定安装有凸轮和压合筒,凸轮在压合筒的上方,所述中心柱的底端固定安装有从动转盘,从动转盘的一侧安装有第一转盘,第一转盘和从动转盘之间通过第一皮带连接,第一转盘安装在第一电机的输出端上,第一电机和基台板的侧壁固定连接,所述基台板的一侧设置有曲折支柱,且基台板的另一侧设置有延伸板块,所述基台板的顶端还固定安装有调节组件,所述基台板的一侧设置有夹持组件,夹持组件的上方设置有加工组件。
5.所述延伸板块的端头设置有换位轴承,换位轴承的外环和延伸板块的侧壁固定连接,换位轴承的内环中固定安装有插杆柱,插杆柱的顶端设置有旋转柱,旋转柱和插杆柱滑动连接,所述旋转柱的顶端设置有升降槽口,且升降槽口的顶端设置有撑重竖杆,所述撑重竖杆的顶端设置有挑梁,挑梁的端头设置有扭转气缸,扭转气缸的输出端设置有电磁铁,电磁铁处在挑梁的下方,挑梁上设置有和扭转气缸输出端相匹配的开孔,所述撑重竖杆的侧壁上还设置有调节槽架。
6.所述调节组件包括伸缩管,伸缩管的顶端设置有伸缩杆,伸缩杆和伸缩管滑动连接,且伸缩杆上设置有棱角,所述伸缩杆的顶端设置有升降臂,所述伸缩管和伸缩杆的外侧
设置有,的底端和伸缩管的外侧壁固定连接,的顶端和升降臂的外侧壁固定连接,所述升降臂的一端设置有金属球,金属球穿插在升降槽口的内侧,金属球和升降槽口滑动连接,升降臂的另一端设置有压合轮,压合轮和压合筒的底端贴合。
7.所述曲折支柱的顶端固定安装有固定铰接块,且固定铰接块的一侧设置有扭力杆,扭力杆的端头和固定铰接块铰接,扭力杆的中间设置有和中心柱相匹配的避让槽,凸轮贴合扭力杆中间的避让槽,所述固定铰接块和扭力杆的一侧设置有复位弹簧,复位弹簧的一端和固定铰接块的侧壁连接,复位弹簧的另一端和扭力杆的侧壁连接,所述扭力杆的另一端设置有穿插圆杆,穿插圆杆穿插在调节槽架的内侧,且穿插圆杆和调节槽架滑动连接。
8.所述夹持组件包括运载方框,运载方框上套装有运载方套,运载方套和运载方框滑动连接,所述运载方套的中间通过连接板连接,运载方框和连接板上设置有夹合壳体,夹合壳体通过安装翻边分别与运载方框和连接板的侧壁固定连接,夹合壳体的内侧壁上设置有曲线卡块。
9.所述连接板的侧壁上固定安装有夹合铰接块,运载方框的侧壁上固定安装有锁紧气缸,锁紧气缸的输出端安装有输出杆,运载方框上设置有和锁紧气缸相匹配的开孔,输出杆的端头安装有两个推进铰接块,推进铰接块分别于两个夹合铰接块之间通过导杆连接。
10.所述加工组件包括吊顶板块,吊顶板块的顶端设置有两个安装板块,安装板块和建筑物固定连接,所述吊顶板块的顶端设置有两个弯折导轨,弯折导轨的底端套装有穿插方管,穿插方管和弯折导轨滑动连接,所述穿插方管的底端设置有加工板块,且穿插方管的侧壁上设置有升降穿插杆。
11.所述吊顶板块的底端设置有中心锥齿轮,中心锥齿轮安装在步进电机的输出端上,步进电机固定在吊顶板块的顶端,所述中心锥齿轮的两侧设置有侧壁锥齿轮,侧壁锥齿轮分别与中心锥齿轮相互啮合,且侧壁锥齿轮通过侧立板安装在吊顶板块的底端,所述侧壁锥齿轮的侧壁上固定安装有调节槽口架,升降穿插杆穿插在调节槽口架的内侧,升降穿插杆和调节槽口架滑动连接。
12.其中一个所述加工板块的底端设置有环形管,环形管通过支撑框架和加工板块的底端固定连接,环形管的内侧设置有若干个喷嘴,且环形管的外侧牵引出进液管道,进液管道连接到活动水泵的输出端,活动水泵和其中一个穿插方管的侧壁固定连接,所述吊顶板块的顶端固定安装有水箱,水箱和活动水泵的输入端通过拖行软管连接,另一个所述加工板块上固定安装有弯折片,弯折片的底端设置有两个活动轴座,活动轴座的中间设置有打磨辊,打磨辊和活动轴座旋转连接,其中一个活动轴座的侧壁上设置有打磨电机,打磨电机的输出端穿过活动轴座和打磨辊连接,打磨辊可拆卸更换曲线辊。
13.一种锻造加工用锻件表面氧化皮清除系统的清除工艺,包括以下步骤:s1.把待处理的金属锻件放到夹持组件的其中一组夹合壳体的中间,然后锁紧气缸驱动输出杆往前推进,输出杆通过两组铰接块和导杆带动两个连接板推进,进而两组夹合壳体开始往中间合拢,夹合壳体中间的曲线卡块可以锁紧圆柱体的金属锻件,两组夹合壳体分别是两个加工工位,锁紧气缸带动输出杆收缩的时候,两组夹合壳体开始张开;s2.第一电机通过第一转盘驱动第一皮带运转,第一皮带再驱动从动转盘旋转,第一转盘相对于从动转盘进行减速,中心柱和从动转盘同步旋转,凸轮和压合筒一起旋转,凸轮每旋转一圈,凸轮就把扭力杆往一侧推进一次,然后扭力杆通过复位弹簧复位,压合筒每
旋转一圈,压合筒就把压合轮往下推进两次,进而此时的金属球会把升降槽口和撑重竖杆上下推动两次,扭力杆端头的穿插圆杆推进调节槽架扭转一次,进而电磁铁会吸住金属锻件来回在两组夹合壳体中调换工位:s3.步进电机通过中心锥齿轮驱动两个侧壁锥齿轮旋转,两个侧壁锥齿轮的旋转方向相反,进而两个调节槽口架分别驱动两个穿插方管上下移动,穿插方管的移动方向也相反,两个加工板块可以轮流落下去到达指定工位,等到环形管落下来的时候,活动水泵抽取水箱内侧的清洗液,然后喷嘴会喷射出高压液体,工件到达另一组夹合壳体工位的时候,打磨电机驱动打磨辊实施打磨,工件在调换工位的时候,扭转气缸会驱动电磁铁旋转九十度,如果是圆柱体的铸件,把打磨辊拆卸下来换上曲线辊,打磨之后需要把工件再次挪回原来的工位冲洗干净。
14.本发明的有益效果:其一,该装置在使用的时候,把待处理的金属锻件放到夹持组件的其中一组夹合壳体的中间,然后锁紧气缸驱动输出杆往前推进,输出杆通过两组铰接块和导杆带动两个连接板推进,进而两组夹合壳体开始往中间合拢,夹合壳体中间的曲线卡块可以锁紧圆柱体的金属锻件,两组夹合壳体分别是两个加工工位,锁紧气缸带动输出杆收缩的时候,两组夹合壳体开始张开,实现了便捷夹持的效果。
15.其二,第一电机通过第一转盘驱动第一皮带运转,第一皮带再驱动从动转盘旋转,第一转盘相对于从动转盘进行减速,中心柱和从动转盘同步旋转,凸轮和压合筒一起旋转,凸轮每旋转一圈,凸轮就把扭力杆往一侧推进一次,然后扭力杆通过复位弹簧复位,压合筒每旋转一圈,压合筒就把压合轮往下推进两次,进而此时的金属球会把升降槽口和撑重竖杆上下推动两次,扭力杆端头的穿插圆杆推进调节槽架扭转一次,进而电磁铁会吸住金属锻件来回在两组夹合壳体中调换工位,实现了自动调换工位和定位的效果。
16.其三,步进电机通过中心锥齿轮驱动两个侧壁锥齿轮旋转,两个侧壁锥齿轮的旋转方向相反,进而两个调节槽口架分别驱动两个穿插方管上下移动,穿插方管的移动方向也相反,两个加工板块可以轮流落下去到达指定工位,等到环形管落下来的时候,活动水泵抽取水箱内侧的清洗液,然后喷嘴会喷射出高压液体,工件到达另一组夹合壳体工位的时候,打磨电机驱动打磨辊实施打磨,工件在调换工位的时候,扭转气缸会驱动电磁铁旋转九十度,如果是圆柱体的铸件,把打磨辊拆卸下来换上曲线辊,打磨之后需要把工件再次挪回原来的工位冲洗干净,实现了自动加工的效果。
附图说明
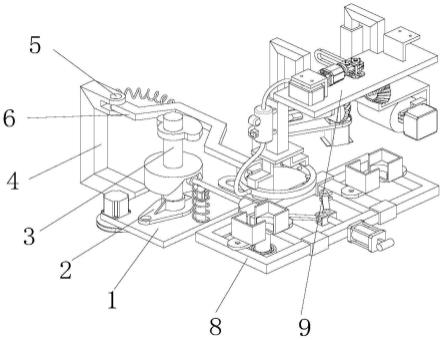
17.图1为锻造加工用锻件表面氧化皮清除系统正视的示意图。
18.图2为锻造加工用锻件表面氧化皮清除系统侧视的示意图。
19.图3为锻造加工用锻件表面氧化皮清除系统剖视的示意图。
20.图4为锻造加工用锻件表面氧化皮清除系统剖视第二视角的示意图。
21.图5为锻造加工用锻件表面氧化皮清除系统仰视的示意图。
22.图6为锻造加工用锻件表面氧化皮清除系统取料柱的示意图。
23.图7为锻造加工用锻件表面氧化皮清除系统夹持组件的示意图。
24.图8为锻造加工用锻件表面氧化皮清除系统加工组件的示意图。
25.图9为锻造加工用锻件表面氧化皮清除系统加工组件仰视的示意图。
26.图10为锻造加工用锻件表面氧化皮清除系统加工组件第二视角的示意图。
27.附图标记说明:基台板1,从动转盘101,第一转盘102,第一皮带103,第一电机104,平面轴座2,中心柱3,凸轮301,压合筒302,曲折支柱4,固定铰接块5,扭力杆6,复位弹簧601,穿插圆杆7,夹持组件8,运载方框801,运载方套802,连接板803,夹合壳体804,安装翻边805,曲线卡块806,夹合铰接块807,锁紧气缸808,输出杆809,推进铰接块810,导杆811,加工组件9,吊顶板块901,安装板块902,弯折导轨903,穿插方管904,升降穿插杆905,加工板块906,步进电机907,水箱908,中心锥齿轮909,侧壁锥齿轮910,调节槽口架911,拖行软管912,活动水泵913,进液管道914,环形管915,支撑框架916,喷嘴917,弯折片918,活动轴座919,打磨辊920,打磨电机921,曲线辊922,延伸板块10,换位轴承11,插杆柱1101,旋转柱1102,升降槽口1103,调节槽架1104,撑重竖杆1105,挑梁1106,扭转气缸1107,电磁铁1108,调节组件12,伸缩管1201,伸缩杆1202,升降臂1203,压合轮1204,金属球1205。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
29.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.参照图1、2、3、4、5、6、7、8、9、10所示的一种锻造加工用锻件表面氧化皮清除系统,包括基台板1,所述基台板1和建筑物固定连接,且基台板1的顶端固定安装有平面轴座2,且平面轴座2的内侧穿插有中心柱3,中心柱3和平面轴座2旋转连接,所述中心柱3上固定安装有凸轮301和压合筒302,凸轮301在压合筒302的上方,所述中心柱3的底端固定安装有从动转盘101,从动转盘101的一侧安装有第一转盘102,第一转盘102和从动转盘101之间通过第一皮带103连接,第一转盘102安装在第一电机104的输出端上,第一电机104和基台板1的侧壁固定连接,所述基台板1的一侧设置有曲折支柱4,且基台板1的另一侧设置有延伸板块10,所述基台板1的顶端还固定安装有调节组件12,所述基台板1的一侧设置有夹持组件8,夹持组件8的上方设置有加工组件9,第一电机104通过第一转盘102驱动第一皮带103运转,第一皮带103再驱动从动转盘101旋转,第一转盘102相对于从动转盘101进行减速,中心柱3和从动转盘101同步旋转,凸轮301和压合筒302一起旋转。
31.所述延伸板块10的端头设置有换位轴承11,换位轴承11的外环和延伸板块10的侧壁固定连接,换位轴承11的内环中固定安装有插杆柱1101,插杆柱1101的顶端设置有旋转柱1102,旋转柱1102和插杆柱1101滑动连接,所述旋转柱1102的顶端设置有升降槽口1103,且升降槽口1103的顶端设置有撑重竖杆1105,所述撑重竖杆1105的顶端设置有挑梁1106,挑梁1106的端头设置有扭转气缸1107,扭转气缸1107的输出端设置有电磁铁1108,电磁铁1108处在挑梁1106的下方,挑梁1106上设置有和扭转气缸1107输出端相匹配的开孔,所述
撑重竖杆1105的侧壁上还设置有调节槽架1104,所述曲折支柱4的顶端固定安装有固定铰接块5,且固定铰接块5的一侧设置有扭力杆6,扭力杆6的端头和固定铰接块5铰接,扭力杆6的中间设置有和中心柱3相匹配的避让槽,凸轮301贴合扭力杆6中间的避让槽,所述固定铰接块5和扭力杆6的一侧设置有复位弹簧601,复位弹簧601的一端和固定铰接块5的侧壁连接,复位弹簧601的另一端和扭力杆6的侧壁连接,所述扭力杆6的另一端设置有穿插圆杆7,穿插圆杆7穿插在调节槽架1104的内侧,且穿插圆杆7和调节槽架1104滑动连接,凸轮301每旋转一圈,凸轮301就把扭力杆6往一侧推进一次,然后扭力杆6通过复位弹簧601复位,电磁铁1108吸住金属锻件的时候,扭转气缸1107还会带动电磁铁1108和金属锻件旋转九十度。
32.所述调节组件12包括伸缩管1201,伸缩管1201的顶端设置有伸缩杆1202,伸缩杆1202和伸缩管1201滑动连接,且伸缩杆1202上设置有棱角,所述伸缩杆1202的顶端设置有升降臂1203,所述伸缩管1201和伸缩杆1202的外侧设置有1206,1206的底端和伸缩管1201的外侧壁固定连接,1206的顶端和升降臂1203的外侧壁固定连接,所述升降臂1203的一端设置有金属球1205,金属球1205穿插在升降槽口1103的内侧,金属球1205和升降槽口1103滑动连接,升降臂1203的另一端设置有压合轮1204,压合轮1204和压合筒302的底端贴合,压合筒302每旋转一圈,压合筒302就把压合轮1204往下推进两次,进而此时的金属球1205会把升降槽口1103和撑重竖杆1105上下推动两次,扭力杆6端头的穿插圆杆7推进调节槽架1104扭转一次。
33.所述夹持组件8包括运载方框801,运载方框801上套装有运载方套802,运载方套802和运载方框801滑动连接,所述运载方套802的中间通过连接板803连接,运载方框801和连接板803上设置有夹合壳体804,夹合壳体804通过安装翻边805分别与运载方框801和连接板803的侧壁固定连接,夹合壳体804的内侧壁上设置有曲线卡块806。
34.所述连接板803的侧壁上固定安装有夹合铰接块807,运载方框801的侧壁上固定安装有锁紧气缸808,锁紧气缸808的输出端安装有输出杆809,运载方框801上设置有和锁紧气缸808相匹配的开孔,输出杆809的端头安装有两个推进铰接块810,推进铰接块810分别于两个夹合铰接块807之间通过导杆811连接,把待处理的金属锻件放到夹持组件8的其中一组夹合壳体804的中间,然后锁紧气缸808驱动输出杆809往前推进,输出杆809通过两组铰接块和导杆811带动两个连接板803推进,进而两组夹合壳体804开始往中间合拢,夹合壳体804中间的曲线卡块806可以锁紧圆柱体的金属锻件,两组夹合壳体804分别是两个加工工位,锁紧气缸808带动输出杆809收缩的时候,两组夹合壳体804开始张开,实现了便捷夹持的效果。
35.所述加工组件9包括吊顶板块901,吊顶板块901的顶端设置有两个安装板块902,安装板块902和建筑物固定连接,所述吊顶板块901的顶端设置有两个弯折导轨903,弯折导轨903的底端套装有穿插方管904,穿插方管904和弯折导轨903滑动连接,所述穿插方管904的底端设置有加工板块906,且穿插方管904的侧壁上设置有升降穿插杆905。
36.所述吊顶板块901的底端设置有中心锥齿轮909,中心锥齿轮909安装在步进电机907的输出端上,步进电机907固定在吊顶板块901的顶端,所述中心锥齿轮909的两侧设置有侧壁锥齿轮910,侧壁锥齿轮910分别与中心锥齿轮909相互啮合,且侧壁锥齿轮910通过侧立板安装在吊顶板块901的底端,所述侧壁锥齿轮910的侧壁上固定安装有调节槽口架911,升降穿插杆905穿插在调节槽口架911的内侧,升降穿插杆905和调节槽口架911滑动连
接,步进电机907通过中心锥齿轮909驱动两个侧壁锥齿轮908旋转,两个侧壁锥齿轮908的旋转方向相反,进而两个调节槽口架911分别驱动两个穿插方管904上下移动,穿插方管904的移动方向也相反,两个加工板块906可以轮流落下去到达指定工位。
37.其中一个所述加工板块906的底端设置有环形管915,环形管915通过支撑框架916和加工板块906的底端固定连接,环形管915的内侧设置有若干个喷嘴917,且环形管915的外侧牵引出进液管道914,进液管道914连接到活动水泵913的输出端,活动水泵913和其中一个穿插方管904的侧壁固定连接,所述吊顶板块901的顶端固定安装有水箱908,水箱908和活动水泵913的输入端通过拖行软管912连接,另一个所述加工板块906上固定安装有弯折片918,弯折片918的底端设置有两个活动轴座919,活动轴座919的中间设置有打磨辊920,打磨辊920和活动轴座919旋转连接,其中一个活动轴座919的侧壁上设置有打磨电机921,打磨电机921的输出端穿过活动轴座919和打磨辊920连接,打磨辊920可拆卸更换曲线辊922,等到环形管915落下来的时候,活动水泵913抽取水箱908内侧的清洗液,然后喷嘴917会喷射出高压液体,工件到达另一组夹合壳体804工位的时候,打磨电机921驱动打磨辊920实施打磨,如果是圆柱体的铸件,把打磨辊920拆卸下来换上曲线辊922,打磨之后需要把工件再次挪回原来的工位冲洗干净,实现了自动加工的效果。
38.一种锻造加工用锻件表面氧化皮清除系统的清除工艺,包括以下步骤:s1.把待处理的金属锻件放到夹持组件8的其中一组夹合壳体804的中间,然后锁紧气缸808驱动输出杆809往前推进,输出杆809通过两组铰接块和导杆811带动两个连接板803推进,进而两组夹合壳体804开始往中间合拢,夹合壳体804中间的曲线卡块806可以锁紧圆柱体的金属锻件,两组夹合壳体804分别是两个加工工位,锁紧气缸808带动输出杆809收缩的时候,两组夹合壳体804开始张开;s2.第一电机104通过第一转盘102驱动第一皮带103运转,第一皮带103再驱动从动转盘101旋转,第一转盘102相对于从动转盘101进行减速,中心柱3和从动转盘101同步旋转,凸轮301和压合筒302一起旋转,凸轮301每旋转一圈,凸轮301就把扭力杆6往一侧推进一次,然后扭力杆6通过复位弹簧601复位,压合筒302每旋转一圈,压合筒302就把压合轮1204往下推进两次,进而此时的金属球1205会把升降槽口1103和撑重竖杆1105上下推动两次,扭力杆6端头的穿插圆杆7推进调节槽架1104扭转一次,进而电磁铁1108会吸住金属锻件来回在两组夹合壳体804中调换工位:s3.步进电机907通过中心锥齿轮909驱动两个侧壁锥齿轮910旋转,两个侧壁锥齿轮910的旋转方向相反,进而两个调节槽口架911分别驱动两个穿插方管904上下移动,穿插方管904的移动方向也相反,两个加工板块906可以轮流落下去到达指定工位,等到环形管915落下来的时候,活动水泵913抽取水箱908内侧的清洗液,然后喷嘴917会喷射出高压液体,工件到达另一组夹合壳体804工位的时候,打磨电机921驱动打磨辊920实施打磨,工件在调换工位的时候,扭转气缸1107会驱动电磁铁1108旋转九十度,如果是圆柱体的铸件,把打磨辊920拆卸下来换上曲线辊922,打磨之后需要把工件再次挪回原来的工位冲洗干净。
39.最后,第一电机104通过第一转盘102驱动第一皮带103运转,第一皮带103再驱动从动转盘101旋转,第一转盘102相对于从动转盘101进行减速,中心柱3和从动转盘101同步旋转,凸轮301和压合筒302一起旋转,凸轮301每旋转一圈,凸轮301就把扭力杆6往一侧推进一次,然后扭力杆6通过复位弹簧601复位,电磁铁1108吸住金属锻件的时候,扭转气缸
1107还会带动电磁铁1108和金属锻件旋转九十度,压合筒302每旋转一圈,压合筒302就把压合轮1204往下推进两次,进而此时的金属球1205会把升降槽口1103和撑重竖杆1105上下推动两次,扭力杆6端头的穿插圆杆7推进调节槽架1104扭转一次,把待处理的金属锻件放到夹持组件8的其中一组夹合壳体804的中间,然后锁紧气缸808驱动输出杆809往前推进,输出杆809通过两组铰接块和导杆811带动两个连接板803推进,进而两组夹合壳体804开始往中间合拢,夹合壳体804中间的曲线卡块806可以锁紧圆柱体的金属锻件,两组夹合壳体804分别是两个加工工位,锁紧气缸808带动输出杆809收缩的时候,两组夹合壳体804开始张开,实现了便捷夹持的效果,步进电机907通过中心锥齿轮909驱动两个侧壁锥齿轮908旋转,两个侧壁锥齿轮908的旋转方向相反,进而两个调节槽口架911分别驱动两个穿插方管904上下移动,穿插方管904的移动方向也相反,两个加工板块906可以轮流落下去到达指定工位,等到环形管915落下来的时候,活动水泵913抽取水箱908内侧的清洗液,然后喷嘴917会喷射出高压液体,工件到达另一组夹合壳体804工位的时候,打磨电机921驱动打磨辊920实施打磨,如果是圆柱体的铸件,把打磨辊920拆卸下来换上曲线辊922,打磨之后需要把工件再次挪回原来的工位冲洗干净,实现了自动加工的效果。
40.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作出任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。