1.本发明涉及线路板生产设备技术领域,尤其涉及一种印制密度电子线路板生产设备。
背景技术:
2.印制密度电子线路板是以绝缘材料辅以导体配线所形成的结构性元件。在制成最终产品时,其上会安装集成电路、电晶体、二极管、被动元件(如:电阻、电容、连接器等)及其他各种各样的电子零件。藉著导线连通,可以形成电子讯号连结及应有机能。因此,印制电路板是一种提供元件连结的平台,用以承接联系零件的基础。
3.在印制密度电子线路板的生产加工过程中,半固化片是印制密度电子线路板生产的主要材料之一,主要有树脂和增强材料组成,半固化片制作完成后通常是整齐叠放在一起备用,需要制作覆铜板时,再将一整叠半固化片安装需求数量分成若干叠进行区分,现有的区分方法依赖于人工将叠放整齐的半固化片重新进行错位叠放,每一叠的半固化片相互错开,但是这种方式存在以下问题,人工叠放费时费力,效率较低,采用传统的叠放装置和机械手相配合的话,虽然可以实现半固化片的堆叠效果,但是由于单片半固化片的厚度较薄且一叠半固化片之间堆叠地较为紧密,从一叠之中精准地取出需要数量的半固化片较为困难,容易产生误差,并且堆叠效果不理想,容易产生参差,影响后续的加工步骤。
技术实现要素:
4.本发明实施例提供一种印制密度电子线路板生产设备,以解决上述所提到的技术问题。
5.本发明实施例采用下述技术方案:包括依次上料装置、转料翻转组件、输送组件、定量叠放装置和对齐装置,所述转料翻转组件设置在依次上料装置的侧端,所述输送组件设置在转料翻转组件的侧端,所述定量叠放装置设置在输送组件上,所述对齐装置设置在定量叠放装置的上方,所述依次上料装置包括上料组件和驱动组件,所述驱动组件设置在上料组件上。
6.进一步的,所述上料组件包括安装台、上料架、上料杆、推料板和第一弹簧,所述安装台呈水平设置,所述上料架设置在安装台的顶部,所述上料架上设有第一滑道,所述上料杆穿过上料架的侧端且与其滑动配合,所述推料板设置在上料杆位于上料架内的一端,所述上料架远离上料杆一端的两侧均设置有第二滑道,所述第一弹簧有两个,两个所述第一弹簧的一端分别与上料杆位于上料架外侧的端部连接,两个所述第一弹簧的另一端分别与上料架靠近第二滑道的侧端连接。
7.进一步的,所述驱动组件包括驱动电机、推料块、转动杆和滑槽杆,所述推料块设置在上料架一侧的其中一个第二滑道内且滑动配合,所述滑槽杆设置在推料块位于上料架外侧的一端,所述滑槽杆远离推料块的一端设有滑槽,所述转动杆设置在安装台上且位于滑槽杆的正下方,所述转动杆的一端与安装台的顶部转动连接,所述转动杆的另一端设置
在滑槽杆端部的滑槽内且滑动配合,所述驱动电机设置在安装台的下端且驱动电机的输出端与转动杆和安装台的连接处连接。
8.进一步的,所述转料翻转组件包括第一连接件和第二连接件,所述第一连接件呈倾斜设置且第一连接件的一端与上料架远离驱动电机的一端连接,所述第一连接件上设有第一滑动槽,所述第二连接件呈倾斜设置且第二连接件的一端与第一连接件的另一端连接,所述第二连接件上设有第二滑动槽。
9.进一步的,所述输送组件包括输送件和挡板,所述输送件有两个,两个所述输送件间隔设置在第二连接件远离第一连接件的侧端,所述挡板有两个,两个所述挡板对称设置在两个输送件的侧端。
10.进一步的,所述定量叠放装置包括第一电机、驱动电缸、推送板、叠放组件和定量组件,所述第一电机竖直设置在两个输送件的下方,所述驱动电缸呈竖直设置且驱动电缸的尾端与第一电机的输出端连接,所述推送板设置在驱动电缸的输出端上且位于两个输送件之间,所述叠放组件有两个,两个所述叠放组件对称设置在两个输送件的侧端,所述定量组件有两个,两个定量组件呈对称设置且每个所述叠放组件的侧端均设置有一个定量组件,每个所述叠放组件均包括连接架、第一转动轴、第二转动轴和支撑块,所述连接架设置在输送件的侧端,所述第一转动轴的两端分别与连接架顶部的两端转动连接,所述支撑块有若干个,若干个所述支撑块间隔地设置在第一转动轴上,每个所述支撑块的底端呈斜坡状且顶端呈水平状,所述第二转动轴的两端分别与连接架顶部的两端固定连接且第二转动轴位于若干支撑块一端的正上方。
11.进一步的,每个所述定量组件均包括连接板、固定架、第一电动推杆、第三转动轴、第二电机和定量块,所述连接板设置在连接架远离输送件的一侧,所述第一电动推杆竖直设置在连接板的顶部,所述固定架呈水平设置且固定架的一端与第一电动推杆的输出端连接,所述第三转动轴设置在第一转动轴的正上方且第三转动轴的两端分别与固定架的另一端转动连接,所述第二电机设置在固定架的侧端且第二电机的输出端与第三转动轴和固定架的连接处连接,所述定量块有若干个,若干个所述定量块间隔地设置在第三转动轴上且每个定量块的顶部呈水平状。
12.进一步的,所述对齐装置包括工作台、第一对齐板、第二对齐板、第三对齐板、第四对齐板、第一对齐组件和第二对齐组件,所述工作台设置在两个定量组件的正上方,所述工作台上设有放置贯通槽,所述第一对齐板、第二对齐板、第三对齐板和第四对齐板分别设置在工作台上且位于放置贯通槽的四侧,并且与所述放置贯通槽的侧端平行,并且相邻的所述第一对齐板、第二对齐板、第三对齐板和第四对齐板之间相互接触,所述第四对齐板固定设置在工作台上,所述第一对齐板、第二对齐板和第三对齐板均与工作台滑动配合,所述第一对齐组件有两个,两个所述第一对齐组件分别设置在工作台的两侧且分别与第一对齐板和第二对齐板连接,其中一个与所述第二对齐板连接的第一对齐组件呈一定角度设置在工作台的侧端,所述第二对齐组件设置在工作台的侧端且与第三对齐板连接,每个所述第一对齐组件均包括第一安装滑槽、第一滑动块和第二电动推杆,所述第一安装滑槽设置在工作台的侧端,所述第一滑动块设置在第一安装滑槽上且滑动配合,所述第一滑动块的顶部与第一对齐板的侧端连接,所述第二电动推杆设置在第一安装滑槽远离工作台的一侧且第二电动推杆的输出端与第一滑动块的侧端连接,所述第二对齐组件包括第二安装滑槽、第
二滑动块和第二弹簧,所述第二安装滑槽设置在工作台的侧端,所述第二滑动块设置在第二安装滑槽的顶部且滑动配合,所述第二滑动块顶端与第三对齐板的侧端连接,所述第二弹簧的两端分别与第二滑动块和第二安装滑槽的侧端连接。
13.本发明实施例采用的上述至少一个技术方案能够达到以下有益效果:
14.其一,每一片半固化片依次通过输送件输送至推送板上方后,控制驱动电缸工作带动推送板将半固化片往上方的叠放组件处推送,半固化片与若干支撑块接触后带动支撑块往远离第二转动轴的方向旋转,直至半固化片移动至若干支撑块的上方且搭在支撑块上,支撑块受力且其一端被第二转动轴阻挡,使得若干支撑块保持水平状态,从而使得半固化片可以放置在支撑块上,以此类推,可以将多片半固化片放置在支撑块上进行堆叠,根据所需半固化片的数量计算出堆叠的厚度,从而通过第一电动推杆控制定量块与支撑块之间的间距,从而确保在位于最上方的半固化片与定量块的底部所抵止时,正好对应所需半固化片的数量。
15.其二,上料架上的第一滑道和两个第二滑道呈连通设置,第一滑道的宽度与半固化片的宽度契合,第二滑道的宽度与半固化片的厚度相契合,首先将一叠半固化片放置在第一滑道内并且与推料板抵止,控制驱动电机工作带动转动杆旋转,转动杆的尾端在滑槽杆的滑槽内滑动,从而带动设置有滑槽杆的推料块在第二滑道内滑动,将位于第一滑道前端的一片半固化片往另一个第二滑道方向推动直至完全推入第二滑道内,同时在第一弹簧的作用下使得推料板移动保持与成叠的半固化片的抵止状态,从而确保半固化片持续性的依次上料作业。
16.其三,第一连接件上的第一滑动槽的宽度与半固化板的厚度契合,第二连接件上的第二滑动槽的宽度与半固化板的宽度契合,半固化板通过第二滑道上料至第一连接件上后,呈竖直状态往第二连接件方向滑动,进入第二连接件后,由于第二滑动槽变宽,半固化板由竖直状态转换为水平状态并往输送组件方向滑动直至移动至输送组件处进行后续的工作;水平状态的半固化片通过第二连接件落在两个输送件上并且通过输送件上进行输送,挡板对输送件的侧端进行遮挡以避免半固化片在输送过程中掉落或产生偏移。
17.其四,通过定量叠放装置将所需数量的半固化片进行堆叠后,控制定量块往上方移动一段距离并通过第二电机往远离半固化片的方向翻转,从而解除对半固化片的抵止,接着通过驱动电缸带动推送板将堆叠的半固化片穿过放置贯通槽,再通过第一电机控制其旋转90度,再配合驱动电缸控制半固化片下降从而将其放置在工作台上,接着控制两个第一对齐组件同时工作,两个第二电动推杆同时带动两个第一滑动块滑动,从而控制第一对齐板和第二对齐板同步从叠放的半固化片的两侧往第四对齐板的方向推动,同时第三对齐板在第二弹簧作用下适时地进行移动和调整,使得叠放的半固化片往第四对齐板的方向聚拢,直至其除去第四对齐板的另外三侧不断被第一对齐板、第二对齐板和第三对齐板推动,直至其三侧完全处于对齐的状态,从而实现将指定数量的半固化片整齐叠放的效果。
附图说明
18.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
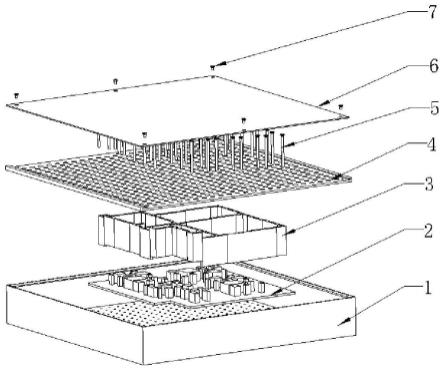
19.图1为本发明的立体结构示意图;
20.图2为本发明中依次上料装置的立体结构示意图一;
21.图3为本发明中依次上料装置的立体结构示意图二;
22.图4为本发明中上料架和转料翻转组件的立体结构示意图一;
23.图5为本发明中上料架和转料翻转组件的立体结构示意图二;
24.图6为本发明的局部结构示意图;
25.图7为本发明中输送组件和定量叠放装置的立体结构示意图;
26.图8为本发明中叠放组件和定量组件的立体结构示意图;
27.图9为本发明中对齐装置的立体结构示意图。
28.附图标记
29.依次上料装置1、上料组件11、安装台111、上料架112、上料杆113、推料板114、第一弹簧115、第一滑道116、第二滑道117、驱动组件12、驱动电机121、推料块122、转动杆123、滑槽杆124、转料翻转组件2、第一连接件21、第二连接件22、第一滑动槽23、第二滑动槽24、输送组件3、输送件31、挡板32、定量叠放装置4、第一电机41、驱动电缸42、推送板43、叠放组件44、连接架441、第一转动轴442、第二转动轴443、支撑块444、定量组件45、连接板451、固定架452、第一电动推杆453、第三转动轴454、第二电机455、定量块456、对齐装置5、工作台51、第一对齐板52、第二对齐板53、第三对齐板54、第四对齐板55、第一对齐组件56、第一安装滑槽561、第一滑动块562、第二电动推杆563、第二对齐组件57、第二安装滑槽571、第二滑动块572、第二弹簧573。
具体实施方式
30.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.以下结合附图,详细说明本发明各实施例提供的技术方案。
32.本发明实施例提供一种印制密度电子线路板生产设备,包括依次上料装置1、转料翻转组件2、输送组件3、定量叠放装置4和对齐装置5,所述转料翻转组件2设置在依次上料装置1的侧端,所述输送组件3设置在转料翻转组件2的侧端,所述定量叠放装置4设置在输送组件3上,所述对齐装置5设置在定量叠放装置4的上方,所述依次上料装置1包括上料组件11和驱动组件12,所述驱动组件12设置在上料组件11上;在印制密度电子线路板的生产加工过程中,半固化片是印制密度电子线路板生产的主要材料之一,主要有树脂和增强材料组成,半固化片制作完成后通常是整齐叠放在一起备用,需要制作覆铜板时,再将一整叠半固化片安装需求数量分成若干叠进行区分,现有的区分方法依赖于人工将叠放整齐的半固化片重新进行错位叠放,每一叠的半固化片相互错开,但是这种方式存在以下问题,人工叠放费时费力,效率较低,采用传统的叠放装置和机械手相配合的话,虽然可以实现半固化片的堆叠效果,但是由于单片半固化片的厚度较薄且一叠半固化片之间堆叠地较为紧密,从一叠之中精准地取出需要数量的半固化片较为困难,容易产生误差,并且堆叠效果不理想,容易产生参差,影响后续的加工步骤;本装置首先通过依次上料装置1对一整叠半固化片进行上料,上料过程中实现将一整叠半固化片分开成若干片半固化片且依次上料至转料
翻转组件2处进行转料,接着通过转料翻转组件2转料至输送组件3处进行输送,输送至定量叠放装置4处后,通过定量叠放装置4可实现根据所需半固化片的数量将对应数量的半固化片叠放到一起,最后通过对齐装置5将指定数量的半固化片整齐叠放再下料即可。
33.优选的,所述上料组件11包括安装台111、上料架112、上料杆113、推料板114和第一弹簧115,所述安装台111呈水平设置,所述上料架112设置在安装台111的顶部,所述上料架112上设有第一滑道116,所述上料杆113穿过上料架112的侧端且与其滑动配合,所述推料板114设置在上料杆113位于上料架112内的一端,所述上料架112远离上料杆113一端的两侧均设置有第二滑道117,所述第一弹簧115有两个,两个所述第一弹簧115的一端分别与上料杆113位于上料架112外侧的端部连接,两个所述第一弹簧115的另一端分别与上料架112靠近第二滑道117的侧端连接。
34.优选的,所述驱动组件12包括驱动电机121、推料块122、转动杆123和滑槽杆124,所述推料块122设置在上料架112一侧的其中一个第二滑道117内且滑动配合,所述滑槽杆124设置在推料块122位于上料架112外侧的一端,所述滑槽杆124远离推料块122的一端设有滑槽,所述转动杆123设置在安装台111上且位于滑槽杆124的正下方,所述转动杆123的一端与安装台111的顶部转动连接,所述转动杆123的另一端设置在滑槽杆124端部的滑槽内且滑动配合,所述驱动电机121设置在安装台111的下端且驱动电机121的输出端与转动杆123和安装台111的连接处连接;上料架112上的第一滑道116和两个第二滑道117呈连通设置,第一滑道116的宽度与半固化片的宽度契合,第二滑道117的宽度与半固化片的厚度相契合,首先将一叠半固化片放置在第一滑道116内并且与推料板114抵止,控制驱动电机121工作带动转动杆123旋转,转动杆123的尾端在滑槽杆124的滑槽内滑动,从而带动设置有滑槽杆124的推料块122在第二滑道117内滑动,将位于第一滑道116前端的一片半固化片往另一个第二滑道117方向推动直至完全推入第二滑道117内,同时在第一弹簧115的作用下使得推料板114移动保持与成叠的半固化片的抵止状态,从而确保半固化片持续性的依次上料作业。
35.优选的,所述转料翻转组件2包括第一连接件21和第二连接件22,所述第一连接件21呈倾斜设置且第一连接件21的一端与上料架112远离驱动电机121的一端连接,所述第一连接件21上设有第一滑动槽23,所述第二连接件22呈倾斜设置且第二连接件22的一端与第一连接件21的另一端连接,所述第二连接件22上设有第二滑动槽24;第一连接件21上的第一滑动槽23的宽度与半固化板的厚度契合,第二连接件22上的第二滑动槽24的宽度与半固化板的宽度契合,半固化板通过第二滑道117上料至第一连接件21上后,呈竖直状态往第二连接件22方向滑动,进入第二连接件22后,由于第二滑动槽24变宽,半固化板由竖直状态转换为水平状态并往输送组件3方向滑动直至移动至输送组件3处进行后续的工作。
36.优选的,所述输送组件3包括输送件31和挡板32,所述输送件31有两个,两个所述输送件31间隔设置在第二连接件22远离第一连接件21的侧端,所述挡板32有两个,两个所述挡板32对称设置在两个输送件31的侧端;水平状态的半固化片通过第二连接件22落在两个输送件31上并且通过输送件31上进行输送,挡板32对输送件31的侧端进行遮挡以避免半固化片在输送过程中掉落或产生偏移。
37.优选的,所述定量叠放装置4包括第一电机41、驱动电缸42、推送板43、叠放组件44和定量组件45,所述第一电机41竖直设置在两个输送件31的下方,所述驱动电缸42呈竖直
设置且驱动电缸42的尾端与第一电机41的输出端连接,所述推送板43设置在驱动电缸42的输出端上且位于两个输送件31之间,所述叠放组件44有两个,两个所述叠放组件44对称设置在两个输送件31的侧端,所述定量组件45有两个,两个定量组件45呈对称设置且每个所述叠放组件44的侧端均设置有一个定量组件45,每个所述叠放组件44均包括连接架441、第一转动轴442、第二转动轴443和支撑块444,所述连接架441设置在输送件31的侧端,所述第一转动轴442的两端分别与连接架441顶部的两端转动连接,所述支撑块444有若干个,若干个所述支撑块444间隔地设置在第一转动轴442上,每个所述支撑块444的底端呈斜坡状且顶端呈水平状,所述第二转动轴443的两端分别与连接架441顶部的两端固定连接且第二转动轴443位于若干支撑块444一端的正上方。
38.优选的,每个所述定量组件45均包括连接板451、固定架452、第一电动推杆453、第三转动轴454、第二电机455和定量块456,所述连接板451设置在连接架441远离输送件31的一侧,所述第一电动推杆453竖直设置在连接板451的顶部,所述固定架452呈水平设置且固定架452的一端与第一电动推杆453的输出端连接,所述第三转动轴454设置在第一转动轴442的正上方且第三转动轴454的两端分别与固定架452的另一端转动连接,所述第二电机455设置在固定架452的侧端且第二电机455的输出端与第三转动轴454和固定架452的连接处连接,所述定量块456有若干个,若干个所述定量块456间隔地设置在第三转动轴454上且每个定量块456的顶部呈水平状;每一片半固化片依次通过输送件31输送至推送板43上方后,控制驱动电缸42工作带动推送板43将半固化片往上方的叠放组件44处推送,半固化片与若干支撑块444接触后带动支撑块444往远离第二转动轴443的方向旋转,直至半固化片移动至若干支撑块444的上方且搭在支撑块444上,支撑块444受力且其一端被第二转动轴443阻挡,使得若干支撑块444保持水平状态,从而使得半固化片可以放置在支撑块444上,以此类推,可以将多片半固化片放置在支撑块444上进行堆叠,根据所需半固化片的数量计算出堆叠的厚度,从而通过第一电动推杆453控制定量块456与支撑块444之间的间距,从而确保在位于最上方的半固化片与定量块456的底部所抵止时,正好对应所需半固化片的数量。
39.优选的,所述对齐装置5包括工作台51、第一对齐板52、第二对齐板53、第三对齐板54、第四对齐板55、第一对齐组件56和第二对齐组件57,所述工作台51设置在两个定量组件45的正上方,所述工作台51上设有放置贯通槽,所述第一对齐板52、第二对齐板53、第三对齐板54和第四对齐板55分别设置在工作台51上且位于放置贯通槽的四侧,并且与所述放置贯通槽的侧端平行,并且相邻的所述第一对齐板52、第二对齐板53、第三对齐板54和第四对齐板55之间相互接触,所述第四对齐板55固定设置在工作台51上,所述第一对齐板52、第二对齐板53和第三对齐板54均与工作台51滑动配合,所述第一对齐组件56有两个,两个所述第一对齐组件56分别设置在工作台51的两侧且分别与第一对齐板52和第二对齐板53连接,其中一个与所述第二对齐板53连接的第一对齐组件56呈一定角度设置在工作台51的侧端,所述第二对齐组件57设置在工作台51的侧端且与第三对齐板54连接,每个所述第一对齐组件56均包括第一安装滑槽561、第一滑动块562和第二电动推杆563,所述第一安装滑槽561设置在工作台51的侧端,所述第一滑动块562设置在第一安装滑槽561上且滑动配合,所述第一滑动块562的顶部与第一对齐板52的侧端连接,所述第二电动推杆563设置在第一安装滑槽561远离工作台51的一侧且第二电动推杆563的输出端与第一滑动块562的侧端连接,
所述第二对齐组件57包括第二安装滑槽571、第二滑动块572和第二弹簧573,所述第二安装滑槽571设置在工作台51的侧端,所述第二滑动块572设置在第二安装滑槽571的顶部且滑动配合,所述第二滑动块572顶端与第三对齐板54的侧端连接,所述第二弹簧573的两端分别与第二滑动块572和第二安装滑槽571的侧端连接;通过定量叠放装置4将所需数量的半固化片进行堆叠后,控制定量块456往上方移动一段距离并通过第二电机455往远离半固化片的方向翻转,从而解除对半固化片的抵止,接着通过驱动电缸42带动推送板43将堆叠的半固化片穿过放置贯通槽,再通过第一电机41控制其旋转90度,再配合驱动电缸42控制半固化片下降从而将其放置在工作台51上,接着控制两个第一对齐组件56同时工作,两个第二电动推杆563同时带动两个第一滑动块562滑动,从而控制第一对齐板52和第二对齐板53同步从叠放的半固化片的两侧往第四对齐板55的方向推动,同时第三对齐板54在第二弹簧573作用下适时地进行移动和调整,使得叠放的半固化片往第四对齐板55的方向聚拢,直至其除去第四对齐板55的另外三侧不断被第一对齐板52、第二对齐板53和第三对齐板54推动,直至其三侧完全处于对齐的状态,从而实现将指定数量的半固化片整齐叠放的效果。
40.以上所述仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。