1.本发明涉及食品加工技术领域,尤其涉及一种面条加工装置及面条加工方法。
背景技术:
2.随着生活节奏的加快,方便面等速食面条越来越受消费者的欢迎。但是,方便面作为速食产品,大部分采用机器压制形成,面条形状规则,制式统一,并且在弹性、口感上有所欠缺,而家庭制作手工擀面又费时费力,无法满足人们快节奏的生活需求。
3.因此,急需提供一种面条加工装置及面条加工方法,利用机器制作不规则形状的面条,加强面条的手工感,且仍然高效方便。
技术实现要素:
4.本发明解决的技术问题是提供一种面条加工装置及面条加工方法,可以形成压痕不规则、自然扭曲的面条,同时能够增强面条的弹性和口感。
5.为解决上述技术问题,本发明实施例提供一种面条加工装置,包括:送面装置,用于运送面丝;至少一组压面装置,设置于所述送面装置下方,所述压面装置包括揉辊组件和松辊组件,所述松辊组件设置于所述揉辊组件的下方;所述揉辊组件包括成对设置的多根揉辊,每对所述揉辊的轴向沿第一方向并排设置且沿第二方向延伸,每对所述揉辊相向转动以牵引并碾压所述面丝;所述松辊组件包括成对设置的多根松辊,每对所述松辊的轴向沿所述第二方向并排设置且沿所述第一方向延伸,每对所述松辊相向转动以拍打所述面丝,所述第一方向与所述第二方向垂直。
6.可选的,所述松辊成对设置于所述面丝的两侧,每对所述松辊用于交错拍打所述面丝成松软状态。
7.可选的,所述松辊的横截面的形状为等边三角形,其中一个所述等边三角形的顶点与其中另一个所述等边三角形的边相对设置。
8.可选的,所述松辊的横截面的形状为椭圆形,其中一个所述椭圆形包括第一长轴,其中另一个所述椭圆形包括第二长轴,所述第一长轴和所述第二长轴互相垂直设置。
9.可选的,所述压面装置还包括弹性装置,所述弹性装置连接两根所述揉辊的端部。
10.可选的,所述压面装置还包括送气装置,所述送气装置包括送气口,所述送气口设置于至少一根所述揉辊的端部,所述送气口用于向所述揉辊施压以调整两根所述揉辊之间的间距。
11.可选的,所述送气装置的送气量范围为0l/min~100l/min。
12.可选的,所述揉辊的表面为平滑表面或者波纹表面,所述波纹沿所述揉辊的轴向延伸或沿所述揉辊的径向延伸。
13.可选的,所述揉辊的线速度与所述松辊的线速度的比例为1:1~1:2。
14.可选的,当所述压面装置的数量为多组时,多组所述压面装置沿第三方向放置,所述第三方向垂直于所述第一方向和所述第二方向。
15.可选的,所述送面装置还包括传送带,所述传送带设置于所述压面装置的上方,所述传送带用于输送所述面丝,所述传送带的传送速度大于所述揉辊转动的线速度。
16.相应的,本发明实施例还提供一种面条加工方法,采用上述面条加工装置,包括以下步骤:将面条的配料加入至和面装置中进行和面,形成面团;对所述面团进行连续压延,形成面片;将所述面片切割成条,形成面丝;所述送面装置将所述面丝运送至所述压面装置处;所述揉辊组件中的每对揉辊相向转动以碾压并牵引所述面丝;所述面丝经牵引输送至所述松辊组件中,每对松辊相向转动并交错拍打所述面丝成松软状态。
17.与现有技术相比,本发明实施例的技术方案具有以下有益效果:
18.本技术方案提供的面条加工装置,利用压面装置中的揉辊组件对面丝进行滚揉,可以在面丝上形成不规则的压痕;同时配合松辊组件对碾压成型的面丝进行拍打,使其成蓬松状态。采用该种装置形成的面丝更加自然,弹性十足,口感丰富,使面丝具有自然的扭曲感,更加贴近手工制作的面条,消费者在食用中具有更好的体验,更符合消费者对速食面条的需求。
19.本技术方案提供的面条加工方法,在形成面丝之后对面丝进行揉搓,可以在面丝表面形成不规则的压痕,并且使面丝具有自然的扭曲感,面条蓬松更贴合手工制作的手擀面。
附图说明
20.图1是本技术一实施例中面条加工装置的侧面结构示意图;
21.图2是本技术一实施例中揉辊和松辊的位置关系示意图;
22.图3是本技术一实施例中送气装置的位置结构示意图;
23.图4是本技术一实施例中松辊的轴截面的结构示意图;
24.图5是本技术另一实施例中松辊的轴截面的结构示意图;
25.图6是本技术面条加工方法的流程图。
具体实施方式
26.如背景技术所述,目前的方便面通过机器制成,形状规则,制式统一,和手工制作的手擀面相比,弹性、口感欠佳,无法满足消费者日益提高的对速食面的要求。
27.为了解决上述问题,本发明实施例提供了一种面条加工装置及面条加工方法,在送面装置下方放置压面装置,所述送面装置用于将面丝运送至压面装置,压面装置至少有一组,具体包括揉辊组件和松辊组件,揉辊组件对面丝进行压延揉搓,在面丝上形成不规则的压痕,并且在揉搓面丝时,会使面丝向不同方向扭曲,形成自然的扭曲感,更贴合手工制作的面条;松辊组件对压延后的面丝进行拍打,使其蓬松成松软状态,采用一压一拍的方式,使得加工完成的面条蓬松劲道,弹性十足。
28.为使本发明的上述目的、特征和有益效果能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
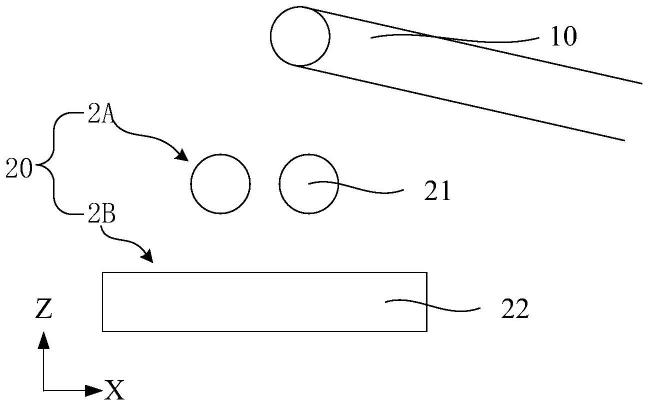
29.图1是示出了本技术一实施例中面条加工装置的侧面结构示意图,图2 是示出了本技术一实施例中揉辊和松辊的位置关系示意图。
30.结合图1和图2所示,所述面条加工装置包括:送面装置10和至少一组压面装置20。
送面装置10用于运送面丝,压面装置20,设置于送面装置10 的下方,具体包括揉辊组件2a和松辊组件2b,松辊组件2b设置于揉辊组件 2a的下方;揉辊组件2a包括成对设置的多根揉辊21,每对揉辊21的轴向沿第一方向x并排设置且沿第二方向y延伸,每对揉辊21相向转动以牵引并碾压面丝;松辊组件2b包括成对设置的多根松辊22,每对松辊22的轴向沿第二方向y并排设置且沿第一方向x延伸,每对松辊22相向转动以拍打面丝,其中,第一方向x与第二方向y垂直。
31.可选地,本技术所提供的揉辊组件2a包括两根揉辊21,分别设置在面丝的两侧;松辊组件2b包括两根松辊22,分别设置在面丝的两侧。
32.继续参考图1,面丝经过送面装置10从上而下输送进入压面装置20中,首先会经过揉辊组件2a中,此时两根平行设置的揉辊21相向转动碾压面丝,在面丝上形成压痕,同时相向转动的揉辊21能够牵引面丝向下移动进入到松辊组件2b中,两根松辊22交错转动并分别从面丝的两侧拍打面丝,使其蓬松松软,同时,相向转动的松辊22能够牵引面丝继续向下移动,从而将面丝输送而出。
33.本实施例中,还包括:机架(未图示),压面装置20安装于所述机架上。
34.本实施例中,还包括:撒粉装置(未图示),所述撒粉装置位于所述送面装置10上方,用于向面丝撒面粉,以防止面丝粘连。
35.本实施例中,送面装置10用于运送已切成条状的面丝,压面装置20用于对面丝进行压延,在面丝上形成不规则的压痕以及使面丝具有自然的扭曲感。
36.本实施例中,送面装置10包括传送带,传送带位于所述压面装置20的上方,传动带用于运输面丝。
37.本实施例中,压面装置20还包括:第一电机(未图示),第一电机与揉辊21连接,驱动揉辊21转动;第二电机(未图示),第二电机与松辊22连接,驱动松辊22转动。
38.本实施例中,传送带的传送速度大于揉辊21的线速度;在传送面丝时,由于传送带的传送速度大于揉辊21的线速度,面丝会在揉辊21上堆积,在揉搓面丝时,揉辊21与面丝的接触面积较大,形成的压痕更明显。
39.可选的,揉辊21的线速度与松辊22的线速度的比值为1:1~1:2;揉辊21 的线速度小于或等于松辊22的线速度,从而保证面丝从揉辊21掉落至松辊 22时,避免面丝在松辊22上堆积,方便松辊22松散面丝。
40.可选的,揉辊21和松辊22在第三方向z上的距离为5cm~20cm。第三方向z垂直于第一方向x和第二方向y;如果揉辊21和松辊22之间的距离过小的话,留给面丝的移动空间过小,容易造成面丝堆积;如果揉辊21和松辊 22之间的距离过大的话,面丝从揉辊21至松辊22的过程较长,且会增加面条加工装置整体的体积,同时面丝容易断开。
41.参考图3,本实施例中,揉辊21包括揉辊主体211和揉辊滚轴212,揉辊滚轴沿揉辊21的延伸方向贯穿揉辊主体211的中心。
42.本实施例中,揉辊主体211以揉辊滚轴212为中心转动。
43.本实施例中,两根揉辊21的转动方向相反,且两根揉辊21相向转动,以使得面丝向下传送。
44.本实施例中,两根揉辊21沿第一方向x并排设置且第二方向y延伸,相应的,两根揉辊滚轴212沿第一方向x并排设置且沿第二方向y延伸。
45.本实施例中,揉辊滚轴212的两端突出于揉辊主体211。
46.本实施例中,压面装置20还包括弹性装置23,所述弹性装置23连接两根揉辊滚轴212的端部,用于调节两根揉辊21之间的距离。
47.本实施例中,弹性装置23为弹簧;在其他实施例中,弹性装置23也可以是弹性带等其他具有弹力的物体。
48.继续参考图3,还包括:送气装置,送气装置包括送气口26,送气口26 设置于至少一根揉辊21的端部,送气口26用于向揉辊21施压以调整两根揉辊21之前的间距,具体而言,送气口26与弹性装置23配合调节两根揉辊21 之间的间距,从而改变揉辊21作用在面丝上的压力,达到调节面丝碾压成型的目的。
49.本实施例中,送气装置还包括气源24以及送气管25,气源24用于提供气体,送气管25连接气源24和送气口26。
50.本实施例中,具体而言,送气口26设置于至少一根揉辊滚轴212的两端。
51.本实施例中,送气口26朝向揉辊滚轴212的端部并沿所述第一方向x吹气,从而使揉辊滚轴212受到沿第一方向x上的压力。
52.本实施例中,在其中一根揉辊滚轴212的两端设置送气口26,从一根揉辊滚轴212向另一根揉辊滚轴212方向吹气,通过气压对揉辊滚轴212之间的弹簧进行压缩,可以调整两根揉辊21在第一方向x上的间距,从而改变揉辊21揉搓面丝时的压力。
53.本实施例中,两根揉辊21的其中一根揉辊21的揉辊滚轴212与机架固定连接,另一根揉辊滚轴212与机架活动连接,送气口26设置在与机架活动连接的揉辊滚轴212的端部。
54.在其他实施例中,也可以在两根揉辊滚轴212的端部均设置送气口26,两根揉辊滚轴212均与机架活动连接。
55.可选的,送气装置的送气量范围为0~100l/min。如果送气量过大,对揉辊滚轴212的压力过大,使得揉辊21之间间距过小,可能导致面丝无法通过;如果送气量过小,则无法起到调整揉辊21之间间距的作用。
56.需要说明的是,送气量为0l/min时,表示此时送气口26不对揉辊21吹气,揉辊21之间的距离为初始距离。
57.本实施例中,揉辊主体211表面为平滑表面。
58.在其他实施例中,揉辊主体211表面也可以是波纹表面,具有波纹,波纹可以沿所述21的轴向延伸,可以沿揉辊21的径向延伸。
59.本实施例中,揉辊21的轴截面的形状为圆形;在其他实施例中,揉辊21 的轴截面的形状也可以是椭圆形或三角形等形状。
60.继续参考图2,松辊22包括松辊主体221和松辊滚轴222,松辊滚轴222 沿松辊22的延伸方向贯穿松辊主体221的中心。
61.本实施例中,松辊主体221以松辊滚轴222为中心转动。
62.本实施例中,两根松辊22的转动方向相反,两根松辊22相向转动,面丝经两根松辊22之间穿过,两根松辊22从面丝两侧交替拍打面丝,使得碾压后的面丝变得蓬松松散,同时又得以使面丝向下传送。
63.本实施例中,松辊22沿第二方向y并排设置且沿第一方向x延伸,相应的,两根松辊滚轴222沿第二方向y并排设置且沿第一方向x延伸。
64.本实施例中,松辊22包括第一松辊201和第二松辊202。
65.本实施例中,松辊22成对设置在面丝的两侧,每对松辊22用于交错拍打面丝成松软状态。
66.进一步地,松辊主体221的横截面的形状可以是椭圆形或者等边三角形,横截面与第二方向y相平行。
67.参考图4,本实施例中,松辊主体221的横截面形状为椭圆形,第一松辊 201的横截面包括第一长轴203,第二松辊202的横截面包括第二长轴204,第一长轴203和第二长轴204相互垂直。
68.第一松辊201和第二松辊202在初始位置保持互相错位90
°
,转动后可以保证其中一个松辊的圆头端拍打面丝,且该种拍打是交替地、间歇性地,最终达到松散面丝的效果。
69.参考图5,在另一实施例中,松辊主体221的横截面也可以是等边三角形,其中一个等边三角形的顶点与其中另一个等边三角形的边相对设置。
70.具体而言,第一松辊201的横截面的其中一条边与第二松辊202的横截面的其中一个顶点相对设置。
71.松辊主体221的横截面是等边三角形时,第一松辊201和第二松辊202 的初始位置,以图5所示,第一松辊201正向放置,第二松辊202反向放置,且保持互相错位60度,从而使第一松辊201和第二松辊202在转动过程中,能够保证其中一个松辊的顶点可以拍打面丝,且该种拍打是交替地、间歇地,最终达到松散面丝的效果。
72.进一步地,为了保证两根松辊22能从两侧交替拍打面丝,同时保证面丝能输送而出,第二松辊202与第一松辊201相对的顶点a1与第一松辊201的中心点a2的连线,垂直于第一松辊201与第二松辊202相对的边。
73.进一步地,压面装置20的数量为一组或多组,每组压面装置20均包括至少一对揉辊21和至少一对松辊22。
74.当压面装置20的数量为多个时,压面装置20沿第三方向z依次设置。面丝经过一轮揉搓和松散后,再经历第二轮或第三轮揉搓和松散,形成的面丝压痕和扭曲更明显。
75.本实施例中,面条加工装置还包括:和面装置、面片压延装置、切面装置等常规制面设备,在此不加以赘述。
76.在一些实施例中,压面装置20还可以沿第一方向x上并排放置多组,面丝从送面装置10出来后可以进入不同组的压面装置20进行压面,可以提高生产效率。
77.参考图6,相应的,本发明实施例还提供了一种面条加工方法,包括:
78.步骤一s1:将面条的配料加入至和面装置进行和面,形成面团;
79.步骤二s2:形成面团后,对面团进行连续压延,形成面片;
80.步骤三s3:将面片切割成条,形成面丝;
81.步骤四s4:送面装置将切成条状的面丝送入至压面装置;
82.步骤五s5:揉辊组件中的每对揉辊相向转动以碾压并牵引面丝;
83.步骤六s6:面丝经牵引输送至松辊组件中,每对松辊相向转动并交错拍打所述面丝成松软状态。
84.在步骤一中,本实施例中,面条的配料包括小麦粉、淀粉、变性淀粉、古朊粉、鸡蛋粉、植物胶、食盐、磷酸盐和水,将以上配料按一定比例依照顺序加入至和面装置中进行和
面,形成面团。由于该工艺并非本技术主要设计要点,因此不再做赘述。
85.在步骤四中,参考图1,本实施例中,送面装置10包括传送带,传送带位于所述压面装置20的上方,传动带用于运输面丝。
86.在步骤五中,结合图1和图2所示,揉辊组件2a中的每对揉辊21的轴向沿第一方向x并排设置且沿第二方向y延伸,本技术所提供的揉辊组件2a 包括两根揉辊21,分别设置于面丝的两侧,面丝经过送面装置10从上而下输送进入压面装置20中,首先会经过揉辊组件2a,此时两根平行设置的揉辊 21相向转动碾压面丝,在面丝上形成压痕;同时揉辊21相向转动时可牵引面丝继续向下移动。
87.在步骤六中,参考图2,松辊22沿第二方向y并排设置且沿第一方向x 延伸。
88.本实施例中,松辊22成对设置在面丝的两侧,每对松辊22用于交错拍打面丝成松软状态,最终达到松散面丝的效果。
89.面丝经压面装置滚揉后,在面丝表面形成压痕,并经拍打至松软状态,面丝形成自然的扭曲,后续再将面丝定长切断,直接包装或经后段蒸煮、干燥等步骤制成手揉面条,可以增强面条的手工感,并且有利于面条的提升弹性和口感。
90.需要说明的是,以上所述第一方向、第二方向和第三方向仅是本技术一种实施方式,并不意味着本技术限定于图1所示的排布方向,本领域技术人员可结合以上所述进行合理排列,只要能够实现本技术之目的即可。
91.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。