1.本发明涉及珩磨设备技术领域,特别是一种具有平移自动定心夹具的立式珩磨机。
背景技术:
2.现有的立式珩磨机例如中国专利cn112975734a公开的一种珩磨进给机构及具有该机构的立式珩磨机,包括机架和主轴箱,主轴箱安装在机架上带动珩磨工具做同步旋转和上下往复的珩磨运动。
3.现有的珩磨设备的工件夹具按照夹装方式一般分为上下夹装方式的工件夹具和外壁夹装方式的工件夹具。如中国专利cn212145948u公开的一种快速夹持装置,采用外壁夹装方式对工件进行夹装。
4.现有的上下夹装方式的工件夹具不适合夹装外形不规则特别是上下端面不平行的工件,而外壁夹装方式的工件夹具不适合夹装薄壁工件。
5.在面对外形不规则特别是上下端面不平行的薄壁工件的高精度珩磨需求时,现有技术中缺乏合适的通用夹具。
技术实现要素:
6.本发明所要解决的技术问题是:提供一种具有平移自动定心夹具的立式珩磨机,可以有效夹装外形不规则并且两端面不平行的工件。
7.本发明解决其技术问题所采用的技术方案是:一种具有平移自动定心夹具的立式珩磨机,包括机架、主轴箱和工件台,主轴箱安装在机架上,还包括平移自动定心夹具和升降台,升降台可升降地安装在机架上,升降台位于主轴箱的下方,平移自动定心夹具包括安装在工件台上的平移浮动装置和安装在升降台上的万向定心浮动装置,升降台和万向定心浮动装置上具有用于珩磨工具穿过的过孔,平移浮动装置包括底座、推力轴承组件和工件定位座,底座安装在工件台上,工件定位座通过推力轴承组件支撑在底座上,用于进行水平浮动,万向定心浮动装置包括浮动座、推力轴承组件、由内平衡圈和外平衡圈构成的十字万向架组件和夹紧弹簧,升降台上具有悬吊孔,浮动座通过穿过悬吊孔的悬吊杆可上下和水平浮动地悬吊在升降台的下方,浮动座内具有通过隔板分隔的上下两个腔室,推力轴承组件安装在上方的腔室内,用于支撑浮动座相对升降台进行水平浮动,十字万向架组件安装在下方的腔室内,夹紧弹簧作用在推力轴承组件的上端面上,用于推动浮动座复位至上下浮动的低点位置。
8.进一步限定,悬吊杆为螺栓,螺栓的螺栓头部位于悬吊孔的上方,螺栓的螺杆穿过悬吊孔拧入浮动座的螺纹孔,将浮动座可上下和水平浮动地悬吊在升降台的下方,螺杆与悬吊孔之间存在水平浮动间隙。
9.进一步限定,内平衡圈的内孔中安装有压圈。
10.进一步限定,工件台或底座上具有工件限位档杆,用于挡在工件一侧,限制工件向
珩磨旋转方向旋转。
11.本发明的有益效果是:可以对外形不规则并且上下端面不平行的工件、圆形盘类工件或者薄壁工件进行有效地夹装固定,并且可以自动定心,装夹工件简便、高效、准确、重复精度可靠,便于在立式珩磨机上实现全自动化。
12.万向定心浮动装置在可以水平浮动的同时又可以弹性夹紧工件,夹紧弹簧还可以使万向定心浮动装置具有一定的夹紧行程,减小升降台升降控制的精度要求,避免工件被夹地过紧。
附图说明
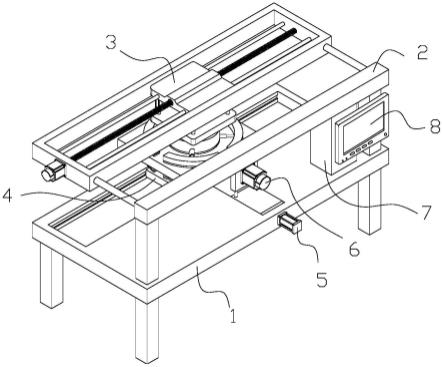
13.下面结合附图和具体实施方式对本发明作进一步详细的说明;图1是本发明的立式珩磨机的立体图;图2是本发明的立式珩磨机的正面结构示意图;图3是图2的a-a剖视图;图4是图3的b处放大图;图5是图3的c处放大图;图6是本发明的平移自动定心夹具安装在升降台上的整体状态图;图7是本发明的平移自动定心夹具的整体状态图;图8是本发明的万向定心浮动装置的结构示意图;图9是本发明的十字万向架组件的结构示意图;图中,1.机架,2.主轴箱,3.升降台,4.珩磨工具,5.液压油缸,6.工件,7.工件台,8.底座,9.推力轴承组件,9-1.上垫圈,9-2.轴承组件,9-3.下垫圈,10.工件定位座,11.浮动座,11-1.隔板,12.内平衡圈,13.外平衡圈,14.夹紧弹簧,15.转轴,16.压圈,17.工件限位档杆,18.悬吊杆。
具体实施方式
14.如图1~9所示,一种具有平移自动定心夹具的立式珩磨机,包括机架1、主轴箱2、工件台7、平移自动定心夹具和升降台3,主轴箱2安装在机架1上,升降台3可升降地安装在机架1上,升降台3位于主轴箱2的下方,升降台3通过液压油缸5进行升降驱动。
15.平移自动定心夹具包括安装在工件台7上的平移浮动装置和安装在升降台3上的万向定心浮动装置,升降台3和万向定心浮动装置上具有用于珩磨工具4穿过的过孔,为珩磨内孔由上至下一直延伸的工件6,平移浮动装置也具有用于珩磨工具4穿过的过孔。
16.如图5所示,平移浮动装置包括底座8、推力轴承组件9和工件定位座10,底座8固定在工件台7上,工件定位座10通过推力轴承组件9支撑在底座8上,用于进行水平浮动。
17.具体地,底座8和工件定位座10都具有作为过孔的中心孔,同时,底座8的上端面上还具有凸出的挡圈,工件定位座10的下端面具有环形凹槽,环形凹槽的内壁向下延伸,插入底座8的中心孔内,环形凹槽的内壁与底座8的中心孔之间留有水平浮动间隙,环形凹槽的外壁套在挡圈的外部并且之间也留有水平浮动间隙。
18.推力轴承组件9包括上垫圈9-1、轴承组件9-2和下垫圈9-3,轴承组件9-2位于上垫圈9-1和下垫圈9-3之间,上垫圈9-1和和下垫圈9-3的彼此相对的两个端面中的一个端面为
平面,另一个端面上具有轴承槽,轴承组件9-2的轴承定位在轴承槽内滚动。平移浮动装置的推力轴承组件9的上垫圈9-1和下垫圈9-3分别抵在环形凹槽的底部和底座8的上端面上,上垫圈9-1套在环形凹槽的内壁的根部的凸颈上,上垫圈9-1的内侧面与凸颈紧配合,下垫圈9-3的外侧面与挡圈的内侧面紧配合。
19.如图4和8所示,万向定心浮动装置包括浮动座11、推力轴承组件9、由内平衡圈12和外平衡圈13构成的十字万向架组件和夹紧弹簧14,升降台3上具有悬吊孔,浮动座11通过穿过悬吊孔的悬吊杆18可上下和水平浮动地悬吊在升降台3的下方,浮动座11内具有通过隔板11-1分隔的上下两个腔室,推力轴承组件9安装在上方的腔室内,用于支撑浮动座11相对升降台3进行水平浮动,十字万向架组件安装在下方的腔室内,内平衡圈12用于压在工件6上,夹紧弹簧14作用在推力轴承组件9的上端面上,用于推动浮动座11复位至上下浮动的低点位置。
20.如图9所示,十字万向架组件包括内平衡圈12和外平衡圈13,外平衡圈13通过两个同轴的转轴15安装在下方的腔室内摆动,内平衡圈12通过两个同轴的转轴15安装在外平衡圈13内摆动,外平衡圈13的两个转轴15的轴线与内平衡圈12的两个转轴15的轴线十字交叉。
21.悬吊杆18为螺栓,螺栓的螺栓头部位于悬吊孔的上方,用于进行上端限位,螺栓的螺杆穿过悬吊孔拧入浮动座11的螺纹孔,将浮动座11可上下和水平浮动地悬吊在升降台3的下方,螺杆与悬吊孔之间存在水平浮动间隙。
22.内平衡圈12的内孔中安装有压圈16。压圈16为尼龙材质,内平衡圈12通过压圈16压在工件6上。内平衡圈12通过压圈16压在工件6上的设计的优点在于:可根据工件6匹配合适的压圈16,并在压圈16发生磨损后进行替换,而不需要更换内平衡圈12。
23.万向定心浮动装置的悬吊杆18使得浮动座11只能在有限的范围内旋转,可以起到限制工件6向珩磨旋转方向旋转的作用,但是在珩磨旋转力较大时,悬吊杆18强度有限,为避免悬吊杆18受力发生形变,底座8上增设工件限位档杆17,用于挡在工件6一侧,限制工件6向珩磨旋转方向旋转,代替悬吊杆18受力,工件限位档杆17也可设置在工件台7上。
24.浮动座11内的推力轴承组件9的上垫圈9-1可上下浮动设置,使作用在上垫圈9-1上的夹紧弹簧14可以将推力轴承组件9的各部件压紧在一起。
25.具体地,浮动座11内的推力轴承组件9的上垫圈9-1套在升降台3的过孔下方凸出的凸圈上进行上下浮动,升降台3的底部上具有用于安装夹紧弹簧14的盲孔,盲孔内的夹紧弹簧14作用在上垫圈9-1上,夹紧弹簧14设置三个以上,并且等分排布,保证上垫圈9-1受到均匀的弹簧压力。浮动座11的隔板11-1的上端面具有下凹的台阶结构,下垫圈9-3安装在该台阶结构内,并且下垫圈9-3的外侧面与隔板11-1的上端面的台阶结构的内侧面紧配合。
26.以珩磨外形不规则并且两端面不平行的工件6的内孔为例,本实施例的工作过程是:首先,将工件6的内孔的注明有垂直度要求的一侧孔端面紧贴放置在平移浮动装置的工件定位座10上,保证工件6的内孔的垂直度,然后升降台3在液压油缸5的驱动下下降,使万向定心浮动装置的压圈16压在工件6的上端面上,对工件6进行上下两端夹紧固定,夹紧力由夹紧弹簧14提供;然后,主轴箱2控制珩磨工具4下降,使珩磨工具4的珩磨头依次穿过升降台3和万
向定心浮动装置的过孔进入工件6的内孔中;然后,立式珩磨机启动开始珩磨;在珩磨结束后,升降台3上升,万向定心浮动装置脱离工件6,珩磨头拔出工件6的内孔,即可将完成珩磨加工的工件6取出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。