1.本发明涉及包装技术。更特别地,本发明涉及砧座、横向密封系统、卷筒进给式填充机、坯料进给式填充机以及用于生产包装的方法。
背景技术:
2.今天,卷筒进给式纸盒填充机,例如由利乐公司销售的利乐砖(tetra brik
tm
)包装机,用于包装液体食品,例如牛奶。所谓的坯料进给式填充机也是已知的。代替将液体食品连续地提供到形成包装的管中,坯料进给式填充机被进给有所谓的坯料,即包装材料的套筒状件。在生产过程中,坯料在一端封闭,填充产品,然后在另一端封闭。此类机器的示例是利乐皇(tetra rex
tm
)和利乐佳(tetra recart
tm
)机器,两者均以利乐包(tetra pak
tm
)销售。
3.在这两种类型的填充机中,都提供了纵向密封和横向密封。在卷筒进给式填充机中,提供纵向密封以便可以形成管,并且在管的下端提供横向密封以便可以由管形成包装。在坯料进给式机器中,纵向密封通常是预制的,即提供给机器的坯料已经设置有纵向密封。横向密封通常在填充前封闭端部(即形成底部或顶部)时提供,以及在封闭另一端时提供。因此,在坯料进给式机器中,可以有两个形成横向密封的模块。相比之下,在卷筒进给式填充机中,通常同时进行两个横向密封,即在一个包装中形成底部,并在随后的包装中形成顶部。通过在两个横向密封之间进行切割,可以从管中连续提供包装。
4.然而,其他替代方案也是可能的。例如,在纸盒瓶机器中,在例如利乐冠(tetra top
tm
)机器中,在包装材料经由卷轴提供的意义上来说,包装材料是卷筒进给式的。在机器中,包装材料被切割并提供纵向密封从而形成坯料。在第一站中,塑料的顶部被注塑到坯料上,并且在第二站中,在产品被填充之后,提供横向密封,从而提供包装的底部。
5.当形成横向密封时,通常加热包装材料使得塑料层熔化并且通过将包装材料的两侧朝向彼此压制而形成横向密封。热量可以通过使用电感器在包装材料中的铝箔中感应电流来生成,或者通过使用超声波喇叭提供超声波来生成。为了提供压力,可以将砧座放置在感应器或超声波喇叭的对面。
6.为了使得形成可靠的横向密封,已经开发了不同的砧座设计。根据一种砧座设计,一个或多个脊部可以设置在砧座的接触表面(即面向包装材料的表面)上。通过具有脊部,可以以更可控的形式施加压力,进而导致形成更可靠的横向密封。另一种选择是使砧座变平,并且超声波喇叭设置有脊部。
7.尽管现有砧座提供了可靠的横向密封,但仍有改进的可能。通过具有更可靠的横向密封,泄漏的包装将更少,即质量投诉更少,并且包装能够承受更严格的处理,这可能是分销过程中的一个问题。除了可靠性,即确保管或套管合理封闭之外,改进的砧座还可以使得能够提高填充机的速度,并且提供横向密封所需的能量也更少。
技术实现要素:
8.本发明的一个目的是至少部分地克服现有技术的一个或多个上述限制。特别地,一个目的是提供一种砧座,其改进了包装中的横向密封。
9.根据第一方面,提供了一种用于形成容纳液体产品的包装材料的套筒状部分的横向密封的砧座,所述砧座包括在操作中面向管的主表面和设置在主表面上的脊部,脊部包括第一区段和第二区段,其中脊部的第一区段放置在第二区段下方,使得在操作中,由液体产品形成的静水压力形成的包装材料中的应力从位于脊部的第一区段上方的套筒状部分的第一部分转移到放置在第二区段上方的第二部分。
10.套筒状部分可以在该部分的第一部分中设置有纵向密封。
11.第二区段可以包括第一外围子区段和第二外围子区段,并且第二区段是放置在第一和第二外围子区段之间的中间区段。
12.包装材料可以设置有包括聚合物的塑料层,其中第一区段和第二区段之间的竖直距离可以根据聚合物的性质和/或塑料层的厚度和/或包装材料的刚度性质来设定。
13.可以提供从第一区段到第二区段的连续过渡,从而减小包装材料中的应力。
14.包装材料可以是基于纸盒的包装材料。
15.根据第二方面,提供了一种横向密封系统,其包括根据第一方面的第一砧座和第二砧座,其中第一砧座在操作中被放置在第二砧座上方,并且第二砧座相对于第一砧座被倒置,使得第一砧座的脊部的第一区段被放置在第一砧座的脊部的第二区段下方,并且第二砧座的脊部的第一区段被放置在第二砧座的脊部的第二区段上方。
16.该系统还可以包括与第一砧座和第二砧座相对布置的超声波喇叭,使得该部分被放置在超声波喇叭与第一和第二砧座之间。
17.根据第三方面,提供了一种卷筒进给式填充机,其包括根据第二方面的横向密封系统;包装翻转装置,其被放置在横向密封系统下游并且配置为将由横向密封系统形成的包装上下颠倒;以及折叠装置,其配置为将包装折叠成最终形状。
18.根据第四方面,提供了一种坯料进给式填充机,其包括用于封闭包装材料的部分的端部的横向密封站;以及用于将产品填充到该部分中的填充站,其中横向密封站包括根据第一方面的砧座。
19.根据第五方面,提供了一种用于生产包装的方法,所述方法包括提供包装材料的套筒状部分,横向密封该部分,其中砧座包括在操作中面向该部分的主表面和设置在主表面上的脊部,其中脊部包括第一区段和第二区段,其中在操作中第一区段被放置在第二区段下方,使得由液体产品的静水压力形成的包装材料中的应力从被放置在脊部的第一区段上方的该部分的第一部分转移到被放置在第二区段上方的第二部分。
20.该部分可以在该部分的第一部分中设置有纵向密封。
21.包装材料可以设置有包括聚合物的塑料层,其中第一区段和第二区段之间的竖直距离根据聚合物的性质和/或塑料层的厚度和/或包装材料的刚度来设定。
22.可以提供从第一区段到第二区段的连续过渡,从而减小包装材料中的应力。
23.包装材料可以是基于纸盒的包装材料。
24.本发明的其他目的、特征、方面和优点将从以下详细描述以及附图中显现。此外,如果没有另外明确说明,关于上述方面之一描述的特征和优点也应理解为适用于其他方
面。以同样的方式,如果没有另外明确说明,关于示例描述的特征和优点应理解为适用于上述各方面。本发明的又一方面是使砧座平坦,并且超声波喇叭或感应器设置有符合所描述的砧座设计的脊部。这将提供相同的效果。
附图说明
25.现在将参考所附示意图以示例的方式描述本发明的实施方案,其中:
26.图1示出了一种卷筒进给式填充机。
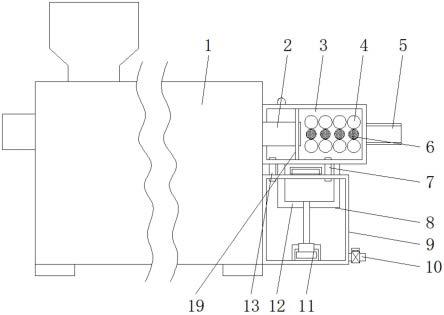
27.图2大体上示出了坯料进给式填充机。
28.图3大体上示出了纸盒瓶填充机。
29.图4示出了根据第一实施方案的砧座的前视图。
30.图5示出了根据第二实施方案的砧座的前视图。
31.图6示出了用平脊部砧座制成的横向密封的示例。
32.图7示出了用图4中所示的砧座制成的横向密封的示例。
33.图8a和图8b示出了包括如图4所示的两个砧座的横向密封系统。
34.图9是示出了用于生产包装的方法中的步骤的流程图。
具体实施方式
35.图1以示例的方式示出了卷筒进给式纸盒填充机100。提供在卷轴上的包装材料102从卷轴进给并形成管104,或更一般而言,形成套筒状部分。液体产品经由阀106和管道108填充到管104中。在横向密封系统110中,进行横向密封并且切断管104的下端,从而形成包装112。在进行横向密封之后,可以使用包装翻转装置114来翻转包装112,然后,通过使用折叠装置116,可以将包装112折叠成它们的最终形式。这个一般概念可以以各种方式实现,并且图1中所示的示例只是一个例子。
36.卷筒式填充机具有许多优点,其中之一是速度快,而且成本效益高。然而,在批次相对较小(例如要生产5000个包装)的情况下,可能值得考虑如图2中大体所示的坯料进给式填充机200。
37.与图1所示的卷筒式填充机100不同,坯料进给式填充机通常被分成不同的站,并且包装在传送带上在这些站之间输送。例如,如图2所示,在该阶段折叠平的坯料202a,或更一般而言,套筒状部分可以被进给到第一横向密封站204,在该第一横向密封站204中,坯料202a的第一端通过横向密封封闭。在此阶段第一端被封闭的坯料202b然后可以被进给到填充站206,在该填充站206中,坯料202b被产品填充。接下来,在此阶段第一端封闭并填充有产品的坯料202c可以被进给到第二横向密封站208,在该第二横向密封站208中封闭坯料202c的第二端,使得在此阶段填充有产品且两端封闭的坯料202d可被完成。在下游放置的另外的站中,即使未示出,坯料202d也可以折叠成包装并且还通过使用打印机提供有例如,此日期前最佳。
38.第一横向密封站204和第二横向密封站206通常被设计成一次进行一个横向密封,而不是如图1所示的横向密封系统,在该横向密封系统中,两个横向密封同时进行,使得管104可以在下端保持封闭,尽管有一部分被切断并形成包装。
39.图3以示例的方式大体示出了所谓的纸盒瓶机300。与图2所示的坯料进给式填充
机器200的情况一样,纸盒瓶填充机300包括不同的站。在此阶段被折叠平的坯料302a可被进给到模制站304,在该模制站304中,由塑料制成的顶部被模制到坯料302上,使得形成在此阶段一端由顶部封闭的坯料302b。接下来,坯料302b可以在填充站306中填充产品。然后,在此阶段一端由顶部封闭并填充有产品的坯料302c可以被进给到横向密封站308,在该横向密封站308中,坯料302c的另一端通过进行横向密封而封闭,由此形成两端均被封闭并填充有产品的坯料302d。即使未示出,也可以在下游提供另外的站,例如以将坯料302d折叠成包装并翻转包装。
40.换句话说,在纸盒瓶机中,图2中所示的坯料进给式填充机器200中的第一横向密封站204被模制站304代替。然而,这两种机器(即图2中所示的坯料进给式机器200和图3中所示的纸盒瓶机300)通用的是,横向密封站用于封闭坯料的一端,或者更一般地说是套筒状部分。
41.在图4中,以示例的方式示出了砧座400,该砧座400可用于在套筒状部分(例如图1中所示的管104或者分别如图2和3中所示的坯料202a-202d、302a-302d)中生成横向密封。被配置为在操作中面对包装材料104的主表面402可以设置有脊部404,即细长突起。脊部404可以设置有两个区段,第一区段406,其可以被配置为保持抵靠管104或坯料202a-202d、302a-302d的中间部分,以及第二区段408a、408b,其被分成第一外围子区段408a和第二外围子区段408b,这些子区段可以被配置为保持抵靠管或坯料的外围部分,通常称为套筒状部分。套筒状部分和砧座可以保持为使得在形成横向密封时,套筒状部分的纵向密封保持抵靠第一区段406。
42.如图所示,第一区段406可以放置在第二区段408a、408b下方。这样做的一个优点是,在操作中,进而由产品形成的静水压力形成的包装材料102(更特别是形成横向密封的包装材料)中的应力可以从放置在第一区段406上方的第一部分转移到放置在第二区段408a、408b上方的套筒状部分的第二部分。通过以这种方式在包装材料102中使用刚度,可以减轻或至少减少在纵向密封和横向密封汇合的交叉区域中形成弱点的风险。
43.为了确定第一区段406和第二区段408a、408b之间的竖直距离vd,可以考虑包装材料102的特性。例如,在使用基于纸盒的包装材料并且这包括塑料层(即基于聚合物的层)的情况下,则可以考虑聚合物的特性。另外,可以考虑塑料层的厚度。此外,可以考虑包装材料的刚度,例如包装材料的纸盒层的厚度。
44.如图所示,从第一区段406到第二区段408a、408b的过渡可以是连续的,即不是逐步变化的。这样做的一个优点是降低了在包装材料中形成应力的风险,这反过来又提供了更可靠的横向密封。
45.图4中所示的砧座400可以发现可用于图1所示的卷筒进给式填充机100,这是因为对于卷筒进给式填充机来说,纵向密封通常放置在横向密封的中间。
46.图5也通过示例的方式示出了另一个砧座500。如图4所示的砧座400,图5中所示的砧座500被设置有具有脊部504的主表面502。此外,脊部504被分成第一区段506和第二区段508,其中第一区段506放置在第二区段508下方。与图4中所示的砧座400不同,第一区段506没有放置在中间以使其面对套筒状部分的中间部分,而是放置为面对周边区段。这在套筒状填充机(例如图2中所示的套筒状填充机器200,其中坯料202a-202d可以在周边区段设置有纵向密封)中可能是有利的。
47.在图6中,以示例的方式示出横向密封600。所示的横向密封是通过使用平脊部砧座(即不设置成第一区段放置在第二区段下方但两个区段均被放置在相同水平面上的砧座)产生的。如箭头所示,在纵向密封与横向密封一致的交叉区域602内,包装材料104中的应力较高。该区域具有较高应力的一个原因是在该区域内有三层包装材料,相比之下在该区域外有两层。
48.图7示出了另一个横向密封700。该横向密封700已经通过使用图4所示的砧座400形成。如箭头所示,在对应于第一区段406的第一部分702中,应力低于对应于第一外围子区段408a的第一外围子部分704a和对应于第二外围子区段408b的第二外围子部分704b中的应力。在纵向密封和横向密封汇合的交叉区域706中,应力因此低于图6所示横向密封600中的交叉区域602中的应力。通过在第一区段406、第二区段408a、408b之间具有倾斜曲率,即连续的过渡,还可以降低拐角区域708a、708b中的应力。
49.图8a和8b更详细地示出了图1所示的横向密封系统110。图8a示出了横截面侧视图,并且图8b示出了砧座的前视图。
50.如上所述,在图1所示的卷筒进给式填充机100中,可同时进行两个横向密封。这可以通过将两个砧座802a、802b放置成彼此相距一定距离从而在两者之间形成狭缝804来实现。具有该狭缝804使得刀具806可以用于在已经进行横向密封之后切割管104。在与刀具806相同的一侧,可以提供超声波喇叭808,或用于生成熔化包装材料中的塑料层的热量的其他装置。
51.如图所示,两个砧座802a、802b可以布置成使得它们放置在相反的方向上,即第一砧座802a可以与放置在脊部的第二区段下方的第一区段放置在一起,而第二砧座802b可以与在第二区段上方的第一区段放置在一起。这样做的一个优点是,在进行横向密封之后,不管包装如何翻转,由静水压力形成的应力都将减小。
52.图9是示出方法900中的步骤的流程图。在第一步骤902中,提供套筒状部分104。这可以通过将管104进给到卷筒进给式填充机100中的横向密封系统110中来实现,或者这可以通过将坯料202a-202d、302a-302d传送到图2所示的坯料进给式机器200或图3所示的纸盒瓶机300中的任一横向密封站来实现。在第二步骤904中,将部分104横向密封。
53.应当理解,诸如“上方”或“下方”等表达是指应用装置或方法的典型情况,因此除非另有明确说明,否则这些表达应作广义解释。此外,本领域技术人员理解定向,例如管的定向是为了确保产品保持在适当的位置,并且密封原理不会以同样的方式依赖于定向。
54.尽管描述了砧座包括放置在不同水平的第一区段和第二区段,以降低形成横向密封的包装材料中的张力,但也可使超声波喇叭或感应器适应,使得在对应于第一和第二区段的不同水平提供加热,使得即使砧座是平的,也可以达到相同的效果。此外,还可以使用组合,即具有如上所述的第一和第二区段的砧座与在不同水平上提供加热的超声波喇叭或感应器的组合。
55.从以上描述可以看出,尽管已经描述和示出了本发明的各种实施方案,但是本发明不限于此,而是还可以在所附权利要求限定的主题范围内以其他方式实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。