1.本实用新型涉及真空焊接技术领域,特别涉及一种真空高频感应焊接装置。
背景技术:
2.现有的真空焊接炉一般采用炉体内抽真空并开启电加热的方法进行焊接,该技术可将焊接器件的所需空间抽真空,然后通过加热融化焊料使得焊料封堵器件的真空抽气口,以此实现该空间的长久真空状态。高真空保温技术是目前保温效果最好的隔热技术,该技术常用于保温杯的制作,在医疗行业常用于冷冻消融针的真空壁的制作,由于冷冻消融针内部流体温度达到了-130~-196℃,若不对针杆段进行真空隔热处理,在针头消融肿瘤的同时,针道上的正常组织也会被冻伤。此外,部分冷冻消融针产品还对手柄段进行了真空隔热处理,以此来防止低温对医生的手造成冻伤。
3.现有的真空电加热焊接炉需将整个焊接器件放入炉体,且整个器件会被加热并退火,使得整个器件变软或韧性降低,因此,真空电加热焊接炉不适用于含有不耐高温的材料的器件焊接,也不适用于含有不希望被退火的零件的器件焊接。
4.冷冻消融针对针杆的硬度和韧性要求较高,若针杆偏软或韧性较差,在经皮穿刺过程中,尤其是穿刺组织或肿瘤较硬的情况下,很容易发生针杆弯曲甚至折断,针杆弯曲会导致无法精准穿刺、无法穿刺到位、增加穿刺次数等后果,给手术带来不便和出血转移的风险,针杆折断则会造成严重的医疗事故,如贯穿伤、冻伤、气体栓塞等。然而,现有的冷冻消融针产品均采用真空电加热焊接炉来制作真空壁,对针杆较粗、壁厚较厚的规格来说,焊接完成后的针杆刚性和韧性虽有所下降但仍满足临床需求,但对于较细较薄规格的针杆规格来说,采用真空电加热焊接会使针杆丧失临床所需的刚性和韧性。然而,冷冻消融针一直是朝着针杆越细、冰球越大的趋势去发展,以此可在更小创口下获得最佳的治疗效果。
技术实现要素:
5.本实用新型针对上述现有技术中存在的问题,提出一种真空高频感应焊接装置,采用真空高频焊接,相对于真空电加热焊接炉更加快速高效,且可以进行零件的局部焊接,避免高温对其他非耐高温材料的破坏;另外仅将高频线圈的线圈段置于炉内,炉体采用了最小化设计,大大缩短了抽真空耗费的工时,进而缩短了焊接耗费的时长,实现了高效流水线式的生产。
6.为解决上述技术问题,本实用新型是通过如下技术方案实现的:
7.本实用新型提供一种真空高频感应焊接装置及其应用,其包括:炉体、炉盖、器械密封装置、抽气路以及高频线圈;其中,
8.所述炉盖盖于所述炉体的开口处,所述炉盖与所述炉体之间密封连接;
9.当用于焊接时,器械穿过所述炉盖且所述器械的焊点伸入所述炉体内,所述器械与所述炉盖之间通过所述器械密封装置进行密封;
10.所述抽气路的一端连通所述炉体内,用于对所述炉体内进行抽真空;
11.所述高频线圈的线圈段设于所述炉体内,用于利用高频感应对所述器械的焊点进行焊接。
12.较佳地,所述器械密封装置包括:器械密封圈以及器械密封帽;其中,
13.所述器械密封圈设于所述器械密封帽与所述炉盖之间,当用于焊接时,所述器械穿设于所述器械密封圈,所述器械密封圈用于:在同时接触所述炉盖与所述器械时,密封于所述器械与所述炉盖之间;
14.所述器械密封帽用于:有选择地调紧或调松所述密封圈,其中,调紧后的所述器械密封圈与所述器械接触,调松后的所述器械密封圈与所述器械不接触。
15.较佳地,所述真空阀体用于在焊接完成后被关闭,以切断真空抽吸,还用于在下次焊接时,且完成所述器械密封装置的密封后被打开以进行抽真空。
16.较佳地,所述炉盖包括:盖板以及用于供所述器械穿过的器械通道;其中,
17.所述盖板盖于所述炉体的开口处,所述盖板与所述炉体之间密封连接;
18.所述器械通道的内径大于所述器械的外径,,所述器械通道的一端连通所述炉体内,器械通道用于引导所述器械插入和拔出所述炉体,可以防止器械与器械密封圈以及高频线圈直接接触,有效保护器械。
19.较佳地,还包括:真空阀体,所述真空阀体设置于所述器械通道上,且位于所述器械密封装置与所述高频线圈之间;所述真空阀体用于在焊接完成后被关闭,还用于在下次焊接时,且完成所述器械密封装置的密封后被打开。当真空阀体设置于器械通道时,每次抽真空只需要抽掉真空阀体和器械密封装置之间的空气即可,用时更短、效率更高。
20.较佳地,所述线圈路用于将所述高频线圈引出所述炉体的外部。
21.较佳地,还包括:视窗路,所述视窗路用于观察所述真空高频焊点的焊接状况。
22.较佳地,还包括:测温装置,所述测温装置用于监测所述焊点的温度。
23.较佳地,还包括:监测路,所述监测路用于监测所述炉体内的真空度和/ 或所述抽气路的抽气口的真空度。
24.较佳地,所述器械为冷冻消融针的真空壁。
25.较佳地,所述器械密封装置以及高频线圈的数量均为多个;
26.多个器械密封装置在所述炉盖的排布方式匹配于多个高频线圈在所述炉体内的排布方式,所述器械密封装置与所述高频线圈之间一一对应,其中,所述器械密封装置所密封的器械能够被对应的一个高频线圈焊接。这样设置可以同时对多个器械进行焊接,进一步提高了生产效率。
27.相较于现有技术,本实用新型具有以下优点:
28.(1)本实用新型提供的真空高频感应焊接装置,通过采用真空高频焊接,相对于真空电加热焊接炉更加快速高效,且可以进行零件的局部焊接,避免高温对其他非耐高温材料的破坏;
29.(2)本实用新型提供的真空高频感应焊接装置,通过仅将高频线圈的线圈段置于炉内,且仅将器械的真空高频焊点一端置于炉内,因此达到了炉体最小型化设计,对炉体抽真空耗费的时长短,实现了高效流水线式的生产;
30.(3)本实用新型提供的真空高频感应焊接装置的可选方案中,通过器械密封圈与真空阀体的配合,在实现真空壁局部纤焊、不改变针杆原始硬度和韧性的同时,还进一步实
现了真空壁的快速高效的流水线式生产;
31.(4)本实用新型提供的真空高频感应焊接装置的可选方案中,通过将真空阀体设置在器械通道上,每次抽真空只需要抽掉真空阀体和器械密封装置之间的空气即可,用时更短、效率更高。
32.当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
33.下面结合附图对本实用新型的实施方式作进一步说明:
34.图1为本实用新型一较佳实施例的真空高频感应焊接装置的原理图;
35.图2为本实用新型一较佳实施例的真空高频感应焊接装置的结构示意图;
36.图3为图2的俯视图;
37.图4为图3中a-a方向的剖视图;
38.图5为本实用新型一较佳实施例的真空壁插入过程示意图;
39.图6为本实用新型一较佳实施例的密封装置拧紧过程示意图;
40.图7为本实用新型一较佳实施例的真空阀体打开过程示意图;
41.图8为本实用新型一较佳实施例的真空壁插入到底过程示意图;
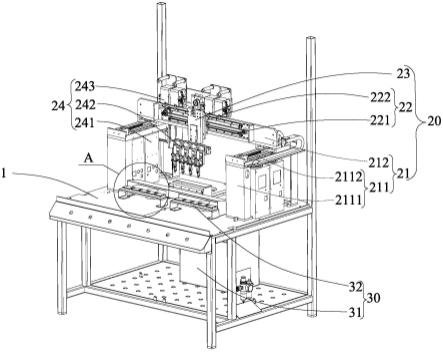
42.图9为本实用新型另一较佳实施例的真空高频感应焊接装置的结构示意图;
43.图10为图9的俯视图;
44.图11为图10的b-b方向的剖视图。
45.标号说明:1-炉体,2-炉盖,3-器械密封帽,4-器械密封圈,5-高频线圈, 6-器械,7-真空电离规,8-真空波纹管,9-真空视窗,10-密封圈,11-真空阀体,12-法兰卡箍,13-卡钳螺钉;
46.101-抽气路,102-线圈路,103-视窗路,104-监测路,105-垫块;
47.21-盖板,22-器械通道,22
’‑
器械通道的上段;
48.51-线圈段,52-直段,53-线圈法兰接头;
49.61-内管,62-外管,63-针杆,64-真空高频焊点,65-上端焊点,66-中间焊点。
具体实施方式
50.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
51.本实用新型实施例的真空高频感应焊接装置包括:炉体1、炉盖2、器械密封装置、抽气路101以及高频线圈5。其中,炉盖2盖于炉体1的开口处,炉盖2与炉体1之间密封连接;当用于焊接时,器械6的真空高频焊点穿过炉盖放置于炉体内(即器械穿过所述炉盖且所述器械的焊点伸入所述炉体内),器械6与炉盖2之间通过器械密封装置进行密封;抽气路101的连通于炉体内,另一端连接抽真空泵,用于对炉体内进行抽真空;高频线圈5的线圈段 51放置于炉体1内,用于利用高频感应对器械6的焊点(即真空高频焊点) 进行焊接(即真空高频感应焊接)。
52.真空高频感应焊接装置可以对器械6进行局部热处理,如退火,也可以进行局部钎
焊。一实施例中,以真空高频感应焊接装置用于冷冻消融针的真空壁钎焊为例,请参考图1。本实施例中器械6为真空壁,其包括:内管61 以及外管62,内管61和外管62上端的焊点为上端焊点65,下端的焊点为真空高频焊点64,其中上端焊点65的焊接方式不限,如激光焊或钎焊,而真空高频焊点64只能置于炉体1内部且置于高频线圈5的线圈段51内部进行真空高频感应钎焊。
53.一实施例中,炉盖2包括:盖板21以及器械通道22,器械通道22的一端连通炉体内,器械通道的内径大于器械的外径;具体的,器械通道22的内径略大于器械6(外管62),以此引导器械6能沿垂直方向插入和拔出炉体,可防止器械6与器械密封圈4还有高频线圈5接触。
54.一实施例中,器械密封装置包括:器械密封帽3以及器械密封圈4,器械密封圈4设于器械密封帽3与炉盖2之间,当用于焊接时,器械6穿设于器械密封圈4,器械密封圈4用于:在同时接触炉盖2与器械6时,密封于器械 6与炉盖2之间。器械密封帽3用于:有选择地调紧或调松器械密封圈,其中,调紧后的器械密封圈4与器械6接触,调松后的器械密封圈4与器械6不接触。
55.请参考图1,器械密封圈4用于对器械6与炉盖2之间进行密封;器械密封帽3用于对器械密封圈4的松紧进行调节。需要插入或拔出器械6时,通过操作器械密封帽3来松开器械密封圈4,需要抽真空并焊接时,通过操作器械密封帽3压紧器械密封圈4。器械密封圈4在松开状态下的内径应大于器械6(外管62)的外径且大于器械通道22的内径,以此保证焊接后拔出器械6 时,处于高温状态的外管62下端的外壁不会接触并烫伤器械密封圈4,器械密封圈4在松开状态下的外径应不大于器械密封帽3的内径(优选相等),以此保证器械密封帽3在拧松状态下器械密封圈4处于完全松开状态;器械密封圈4在压紧状态下的内径应小于器械6(外管62)的外径,器械密封圈4 在压紧状态下的外径应大于器械密封帽3的内径,以此实现内圈和外圈的密封。器械密封帽3和器械密封圈4的形式不限,只要能实现器械密封圈4的松紧调节即可,优选采用螺纹旋拧的方式,器械密封帽3内部下段侧壁的内螺纹与器械通道22上端外部的外螺纹进行连接,器械密封圈4置于器械密封帽3内部和器械通道22顶部平面之间,通过旋转器械密封帽3来挤压或松开器械密封圈4。优选的,器械密封圈4采用耐高温的氟胶o型圈,
56.一实施例中,还包括:真空阀体11,请参考图1。真空阀体11也可设置于抽气路101上,此时真空阀体11用于在焊接完成后,关闭真空阀体11以切断真空抽吸,方便器械6抽出;还用于在下次焊接时,在完成器械密封装置的密封后,打开真空阀体以进行下一次抽真空和焊接。此处真空阀体11优选气动真空挡板阀。
57.其他实施例中,真空阀体11也可设置于器械通道22上,且真空阀体11 位于器械密封装置与高频线圈之间,请参考图2。真空阀体11用于在焊接完成后,关闭真空阀体11以切断真空抽吸,方便器械6抽出,真空阀体11关闭后真空阀体以下的炉体内仍为真空环境;还用于在下次焊接时,在完成器械密封装置的密封后,打开真空阀体以进行下一次抽真空和焊接,此时因为上一次焊接完成后,真空阀体11被关闭,真空阀体11以下的炉体内仍为真空环境,因此只需要抽调真空阀体和器械密封装置之间的空气即可,用时更短、效率更高。此处,真空阀体优选高真空球阀,高真空球阀在开启状态下通经较大,可以方便器械6的插入。
58.一较佳实施例中,真空高频感应焊接装置还包括:线圈路102、视窗路 103以及监
测路104,请参考图2-4,图2为立体示意图,图3为俯视图,图4 为剖视图。线圈路102用于将高频线圈5引出炉体1外部,也可以不包含线圈路102,当不包含线圈路102时,高频线圈5的直段52直接从炉体1引出,无论从哪里引出,若引出位置采用金属材料,则高频线圈5的直段52需与该金属之间需采取绝缘和密封措施,线圈段51与器械通道22同轴心放置,器械6不与线圈段51接触,整个高频线圈5不与炉体1、炉盖2直接接触,线圈段51的内径应大于器械6的外径,线圈段51的高度应使器械6插入到底时,真空高频焊点64正好位于线圈段51的上下方向的中间位置。视窗路104 可增加真空视窗9以用于观察真空高频焊点64的焊接状况,可选的,可在真空视窗9外增设测温装置(如可以采用:红外测温装置),用于监测真空高频焊点64的温度。监测路104用于测量炉内的真空度,一般选用真空测量仪7 进行真空度监测,可选的,监测路104也可放置于抽气路101的旁路上,但最优地,真空测量点应尽量靠近焊接处,这样炉内真空度的监测延时最小,所以建议单独设置监测路104。
59.一实施例中,抽气路101、线圈路102、视窗路103以及监测路104均可采用真空法兰接头,如kf真空接头、cf真空接头、iso真空接头等。如图 2-4所示,本实施例各路的连接以及炉体1与炉盖2之间的连接均采用kf真空接头形式,即:kf法兰接头 密封圈10 法兰卡箍12的方式实现高真空连接和密封。本实施例中,器械6以真空壁为例,包括:内管61、外管62、针杆63,真空高频焊点64为外管62和内管61下端的焊点,上端焊点65为针杆与内管61上端的焊点,中间焊点66为外管62与针杆63的焊点,该真空壁方案的针杆为一体式结构,减少了针杆上的焊点,漏气和断开的风险更低,安全性更高。上端焊点65在针杆63内部,推荐采用高频感应局部焊接 (无需真空环境),为避免焊接局部的针杆焊接后变软,可采用淬火方式弥补硬度,即焊接后立即放入水中降温;中间焊点66焊接方式不限。真空高频焊点64采用上述实施例的真空高频感应焊接装置进行焊接。
60.一实施例中,抽气路101与抽真空泵(未示出)以及真空度测量仪等连接或配合使用,请参考图3,以实现炉体1内的高真空环境和真空度监测。本实施例中,真空度测量仪包括真空波纹管8,其设置在抽气路101上。本实施例中还包括单独设置的监测路104上的真空电离规7,进一步缩小了炉内真空度的监测延时。不同实施例中,真空度测量仪也可根据需要采用其他的,如:真空电阻规等;并且也可以根据需要设置在其他地方。
61.一实施例中,真空高频感应焊接装置的操作流程如图5-8所示,详细操作流程如下:
62.(1)真空壁准备:所有焊点附近管材表面镀镍
→
上端焊点65放置钎焊丝或涂抹钎焊料
→
真空壁装配
→
中间焊点66放置钎焊丝或涂抹钎焊料
→
上端焊点65和中间焊点66高频感应焊接并淬火
→
真空高频焊点64处放置钎焊丝或涂抹钎焊料,注意留一点出气口;
63.(2)设备准备:关闭真空阀体11,拧松器械密封帽3,各接头处连接,抽真空泵,高频焊接机、红外测温仪等设备开启
→
当真空度达到10-3
~10-4
pa 级别时,准备工作结束;
64.(3)单器械真空高频焊流水线作业:确认真空度达到10-3
~10-4
pa级别时,将真空壁6下端插入器械通道上段22’,直至内管61的下端高于真空阀体11 (高真空球阀)的密封球且外管62中间段(两端变径段除外)到达了器械密封圈4处,如图5所示
→
拧紧器械密封帽3(器械密封圈4被压紧),如图6 所示
→
打开真空阀体11,如图7所示
→
插入真空壁6到底(滑动密封状态),如图8所示
→
当真空度重新达到10-3~
10-4
pa级别时,开启高频感应焊接
→
当红外测温装置监测到真空高频焊点处达到钎焊料的液相温度后,停止高频感应焊接
→
视窗
下确认焊料形态是否铺满真空高频焊点64
→
向上抽出真空壁6,直至内管61下端稍高于真空阀体11(高真空球阀)的密封球,如图7所示
→
关闭真空阀体11,如图6所示
→
拧松器械密封帽3(器械密封圈4松开),如图5所示
→
完全抽出真空壁6
→
重复以上步骤(单器械真空高频焊流水线作业)。
65.较佳实施例中,真空高频感应焊接装置不仅可以仅焊接一个器械6,也可以同时焊接多个器械6。多个器械6同时焊接时,只需重复排列高频线圈5、器械密封帽3、器械密封圈4、器械通道22即可。如图9-11所示,以同时焊接十个器械6为例,如图9所示为立体示意图,图10为俯视图,图11为剖视图,本实施例中,十组高频线圈5、器械密封帽3、器械密封圈4以及器械通道22沿一圆周排列,不同实施例中,也可根据需要进行自由设置。
66.不同实施例中,器械密封装置以及高频线圈的数量均可以为多个,不一定为上述实施例的十个,排列方式也不一定是上述实施例中的沿圆周排列。多个器械密封装置在炉盖的排布方式匹配于多个高频线圈在炉体内的排布方式,器械密封装置与高频线圈之间一一对应,其中,器械密封装置所密封的器械能够被对应的一个高频线圈焊接。
67.本实施例中,炉盖2与炉体1之间采用了iso法兰连接,因此用到了卡钳螺钉13。抽气路101和监测路104位于炉体1底部,真空阀体11(高真空球阀)放置于抽气路101上,炉体1内部底部还设置了垫块105,用于将器械的位置垫高,使得焊点与高频线圈正好持平,焊接效果更好,更快速。
68.本实施例的详细操作流程描述如下:
69.(1)真空壁准备:所有焊点附近管材表面镀镍
→
上端焊点65放置钎焊丝或涂抹钎焊料
→
真空壁装配
→
中间焊点66放置钎焊丝或涂抹钎焊料
→
上端焊点65和中间焊点66高频感应焊接并淬火
→
真空高频焊点64处放置钎焊丝或涂抹钎焊料,注意留一点出气口;
70.(2)设备准备:拧松器械密封帽3,关闭真空阀体6
→
各法兰接头处连接,真空泵,高频焊接机等设备开启
→
当真空度达到10-3~10-4pa级别时,准备工作结束
71.(3)十个器械真空高频焊流水线作业:
72.确认真空度达到10-3
~10-4
pa级别时,插入十根真空壁6到底
→
拧紧所有器械密封帽3(所有器械密封圈4被压紧)
→
打开真空阀体12
→
当真空度重新达到10-3
~10-4
pa级别时,同时开启十个高频感应焊接
→
停止高频感应焊接,关闭真空阀体6
→
拧松器械密封帽3(器械密封圈4松开)
→
完全抽出十根真空壁6
→
重复以上步骤(十个器械真空高频焊流水线作业)。
73.上述实施例的真空高频感应焊接装置,通过仅将高频线圈的线圈段置于炉内,且仅将器械的真空高频焊点一端置于炉内,因此达到了炉体最小型化设计,对炉体抽真空耗费的时长短,实现了高效流水线式的生产;还通过器械密封圈与真空阀体的配合,在实现真空壁局部纤焊、不改变针杆原始硬度和韧性的同时,还进一步实现了真空壁的快速高效的流水线式生产;另外通过将真空阀体设置在器械通道上,每次抽真空只需要抽掉真空阀体和器械密封装置之间的空气即可,用时更短、效率更高。进一步地,不仅可以实现一个器械的焊接,还可以同时实现多个器械的焊接,进一步提高了生产效率。上述实施例的真空高频感应焊接装置可以对器械6进行局部热处理,如退火,也可以进行局部钎焊,如可以用于冷冻消融针的真空壁钎焊。当然,本领域技术人员可以需要将其应用到其他地方,此处不再赘述。
74.此处公开的仅为本实用新型的优选实施例,本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,并不是对本实用新型的限定。任何本领域技术人员在说明书范围内所做的修改和变化,均应落在本实用新型所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。