1.本实用新型涉及模具设计制造,特别是一种气密夹具用橡胶密封条成型模具。
背景技术:
2.目前大部分密封圈都为回转体结构,密封圈的成型模具也是根据这种结构特别设计的。如图1-图3所示,气密夹具用橡胶密封条由一o型圈段和两段对称设置在o型圈段两端的矩形条构成,且o型圈段的尺寸超过完整o型圈的一半。这种橡胶密封条结构与传统的密封圈结构完全不同,因而传统密封圈的成型模具不能用于这种橡胶密封条结构的成型及脱模。
技术实现要素:
3.本实用新型所要解决的技术问题是,针对传统密封圈的成型模具不能用于气密夹具用橡胶密封条成型及脱模的不足,本实用新型提供一种气密夹具用橡胶密封条成型模具,其能解决气密夹具用橡胶密封条的成型问题,并保证密封条尺寸稳定和表面质量,同时兼顾操作简单、实用。
4.为解决上述技术问题,本实用新型采用了如下技术方案:一种气密夹具用橡胶密封条成型模具,包括上模、中模和下模,其中:
5.所述上模的下表面两端对称设置第五型腔;
6.所述中模包括呈u形的芯子和在所述芯子两侧对称设置的芯模,所述芯子和所述芯模可拆卸连接,所述芯模的上表面设置第一型腔,所述芯模的邻芯子面设置第二型腔,所述芯子的底面设置第四型腔,且所述第一型腔与所述第二型腔连通;
7.所述下模的中部设置u形槽,所述u形槽内设置第三型腔;
8.所述上模、中模和下模依次合模后,所述第一型腔与所述第五型腔相对结合,所述第二型腔、第三型腔依次与所述第四型腔相对结合而形成密封条成型腔。
9.本实用新型通过将中模做成由两块芯模和芯子可拆卸连接构成的分体式结构,并在芯模的上表面设置第一型腔,所述芯模的邻芯子面设置第二型腔,下模的中部设置u形槽,u形槽内设置第三型腔,上模、中模和下模依次合模后,所述第一型腔与所述第五型腔相对结合,所述第二型腔、第三型腔依次与所述第四型腔相对结合而形成密封条成型腔,注入胶料就可用于气密夹具用橡胶密封条的成型,待橡胶密封条模压成型后整体将中模从下模中取出,然后将芯模与芯子分离就可完成橡胶密封条的脱模,不仅保证了产品的质量,而且降低了产品的脱模难度。
10.为防止上模窜动和滑落伤人,所述上模的下表面安装第二导柱,所述芯模上相对所述第二导柱设置第一导柱孔,所述上模与所述中模合模时,所述第二导柱插入所述第一导柱孔中。
11.为降低脱模难度,所述芯模的邻芯子面设置第一导柱,所述芯子上相对所述第一导柱设置第二导柱孔,所述芯模与所述芯子通过所述第一导柱插入所述第二导柱孔中实现
可拆卸连接。在零件成型前,利用芯模上安装的第一导柱和芯子上对应的第二导柱孔先将二者组合起来再整体放入下模,待零件成型结束后整体将芯模和芯子从下模中取出,然后将芯模向两侧一拉即可实现芯模和芯子的分离进而完成零件的脱模。
12.为防止两个芯模的位置发生安装错误,所述芯模的邻芯子面设置两个第一导柱,所述芯子上相对两个所述第一导柱设置两个第二导柱孔,且两个所述第一导柱的直径不同,两个所述第二导柱孔的直径也相应不同。
13.为方便多余胶料的溢出,所述第一型腔的两侧分别设置第一溢胶槽,所述第四型腔的两侧分别设置第二溢胶槽。
14.为保证成型出来的橡胶密封条尺寸稳定且表面质量高,所述芯模的底部设置第一定位凸台,所述下模上设置第一定位凹槽,且所述中模与所述下模合模时,所述第一定位凸台插入所述第一定位凹槽中;所述芯子的底部设置第二定位凸台,所述下模上设置第二定位凹槽,且所述中模与所述下模合模时,所述第二定位凸台插入所述第二定位凹槽中。
15.优选地,所述第一定位凸台的侧面设置为第一锥面,所述第一定位凹槽的侧面设置为第二锥面,使所述第一定凸台与所述第一位定凹槽之间呈锥面配合;所述第二定位凸台的侧面设置为第三锥面,所述第二定位凹槽的侧面设置为第四锥面,使所述第二定位凸台与所述第二定位凹槽之间呈锥面配合,从而可利用锥面定位的高精度保证成型出来的橡胶密封条尺寸稳定且表面质量。
16.为方便启模,所述芯模的上表面设置第一启模口,所述下模的上表面设置第二启模口。
17.与现有技术相比,本实用新型的有益效果是:
18.1、本实用新型能用于气密夹具上使用的异形橡胶密封条的成型;
19.2、本实用新型中模与下模之间采用锥面定位,使结构整体性很强,模具工作时,中模、下模能够实现自动导向并定位,定位精度高,成型出来的密封条尺寸稳定且表面质量高;
20.3、本实用新型将中模做成分体式,使用时利用中模上安装的第一导柱和芯子上对应的第二导柱孔先将二者组合起来再整体放入下模,待零件模压成型后整体将中模从下模中取出,然后将中模拆分即可完成零件的脱模,不仅保证了产品的质量,而且降低了脱模难度;
21.4、本实用新型成型出来的零件合格率在97%以上,合格零件均已用于气密夹具上,且密封效果良好。
附图说明
22.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1为气密夹具用橡胶密封条的主视图。
24.图2为气密夹具用橡胶密封条的俯视图。
25.图3为气密夹具用橡胶密封条的三维图。
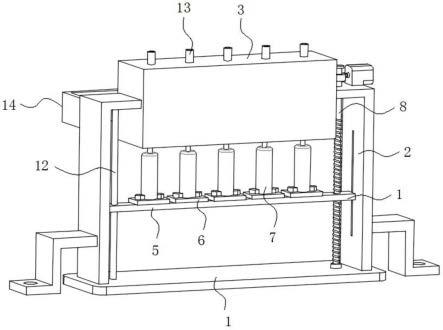
26.图4为本实用新型去掉上模后的俯视结构图。
27.图5为图4的a-a剖视图。
28.图6为图4的b-b剖视图。
29.图7为图4的c-c剖视图。
30.图8为本实用新型的爆炸图。
31.图9为中模的三维结构图。
32.图10为两块芯模的三维图。
33.图11为两块芯模的俯视图。
34.图12为下模的三维图。
35.图13为下模的俯视图。
36.图14为芯子的三维图。
具体实施方式
37.以下结合具体优选的实施例对本实用新型作进一步描述,但并不因此而限制本实用新型的保护范围。
38.为了便于描述,各部件的相对位置关系,如:上、下、左、右等的描述均是根据说明书附图的布图方向来进行描述的,并不对本专利的结构起限定作用。
39.如图4-图14所示,本实用新型气密夹具用橡胶密封条成型模具一实施例包括上模1、中模和下模5。
40.所述上模1的下表面安装第二导柱3,并设置第五型腔(图中未示)。
41.所述中模包括呈u形的芯子6和在所述芯子6两侧对称设置的芯模4,所述芯模上相对所述第二导柱3设置第一导柱孔43,所述芯模4的邻芯子面设置第一导柱2,所述芯子6上相对所述第一导柱2设置第二导柱孔61,使用时,所述第二导柱3插入所述第一导柱孔43中,所述芯模4与所述芯子6通过所述第一导柱2插入所述第二导柱孔61中实现可拆卸连接。所述芯模4的上表面设置第一型腔41,所述芯模4的邻芯子面设置第二型腔42,所述芯子6的底面设置第四型腔63,且所述第一型腔41、第二型腔42、第四型腔63连通。
42.所述下模5的中部设置u形槽51,所述u形槽51内设置第三型腔52。所述上模1、中模和下模5合模后,所述第一型腔41与所述第五型腔相对结合,所述第二型腔42、第三型腔52依次与所述第四型腔63相对结合而形成密封条成型腔。
43.为方便多余胶料的溢出,所述第一型腔41的两侧分别设置第一溢胶槽44,所述第四型腔63的两侧分别设置第二溢胶槽64。
44.为保证成型出来的橡胶密封条尺寸稳定且表面质量高,所述芯模4的底部设置第一定位凸台45,所述下模5上设置第一定位凹槽54,且所述第一定位凸台45的侧面设置为第一锥面46,所述第一定位凹槽54的侧面设置为第二锥面55,所述中模与所述下模5合模时,所述第一定位凸台45插入所述第一定位凹槽54中,所述第一锥面46与所述第二锥面55之间呈锥面配合。
45.同时,所述芯子6的底部设置第二定位凸台62,所述下模5上设置第二定位凹槽56,且所述第二定位凸台62的侧面设置为第三锥面65,所述第二定位凹槽56的侧面设置为第四锥面57,所述中模与所述下模5合模时,所述第二定位凸台62插入所述第二定位凹槽56中,
所述第三锥面65与所述第四锥面57之间呈锥面配合。
46.为方便启模,所述芯模4的上表面设置第一启模口47,所述下模5的上表面设置第二启模口53。
47.第一导柱2的固定段采用h7/s6过盈配合安装在芯模4上,移动段采用单边0.5mm的大间隙与芯子6上的第二导柱孔61配合使用,芯模4上安装的第一导柱2和芯子6上与其对应的第二导柱孔61不起定位功能只起连接芯模4、芯子6的作用。为防止两个芯模4的位置安装错误,所述芯模4的邻芯子面设置两个第一导柱2,所述芯子6上相对两个所述第一导柱2设置两个第二导柱孔61,且两个所述第一导柱2的直径不同,两个所述第二导柱孔61的直径也相应不同。
48.第二导柱3的固定段采用h7/s6过盈配合安装在上模1上,移动段采用单边0.5mm的大间隙与芯模4上的第一导柱孔43配合使用,以防止上模1窜动和滑落伤人。
49.零件的成型过程可分为胶料装模、模压成型、开模取件3个过程。
50.胶料装模过程:将下模5(图12)放置在操作台上,将剪好的胶料条铺设在下模5的第三型腔52中(图12);将芯模4和芯子6通过第一导柱2、第二导柱孔61组合起来(图9)一起放入下模5,利用芯模4上的第一定位凸台45(图10)、芯子6上的第二定位凸台62(图14)分别和下模5上的第一定位凹槽54(图12)、第二定位凹槽56(图12)实现锥面定位(图5、图7),使所述第一型腔41与所述第五型腔相对结合,所述第二型腔42、第三型腔52依次与所述第四型腔63相对结合而形成密封条成型腔;在芯模4的第一型腔41、第二型腔42及下模5的第三型腔52中(图11)铺设剪好的胶条,然后合上上模1(图8),装模过程结束。
51.模压成型过程:将整个模具搬到平板硫化机上加压、升温,加压、升温过程中可使铺设在密封条成型腔内的固体胶条变成粘流状充满型腔,多余的胶料可通过第一溢胶槽44(图11、图14)流出型腔,加压-卸压反复2至3次(用于排出密封条成型腔内的气体)后保温、保压一定时间后即可完成零件的硫化成型。
52.开模取件过程:成型结束后将模具从平板硫化机搬到操作台上,用撬棒插入第一启模口47(图5)先撬开上模1并移除,再整体撬开并移除芯模4和芯子6(图9),此时零件夹在芯模4和芯子6里(图9),然后将芯模4向外侧一拉即可实现芯模4和芯子6(图9)的分离,零件留在芯模4或芯子6上,手动取下零件即可完成零件的脱模。
53.以上所述,仅为本实用新型的具体实施方案,但本实用新型的保护范围不限于此,任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。