1.本发明涉及一种成形器及其制备方法,特别地本发明涉及一种具有导热涂层的成形器。
背景技术:
2.通常,陶瓷成形器由于其耐用性和成本效益而被用于手套制造过程。陶瓷成形器的制造需要成形器体在高于1000℃的相对高的温度下加热或烧制。因此,陶瓷成形器通常用耐高温的耐火材料配制。然而,这致使在手套制造过程期间陶瓷成形器中的传热效率降低,由此需要更多的热来确保陶瓷成形器的温度在烘箱中固化期间均匀分布。
3.鉴于上述情况,本领域需要改进的部件,特别是能够改善从烘箱或熔炉到陶瓷成形器的热传递的部件,从而减少在手套制造过程期间的气体和能量的消耗。
4.因此,需要开发具有导热涂层的成形器,该成形器已经改善从烘箱或熔炉到陶瓷成形器的热传递并且提高手套制造过程中的固化效率。在本发明中描述了成形器及其制备方法。
技术实现要素:
5.本发明涉及导热涂层。所述导热涂层包括:
6.(i)主助焊剂,其中所述主助焊剂的使用量按所述导热涂层的总重量计范围在10.0%至15.0%之间。
7.(ii)辅助焊剂,其中所述辅助焊剂的使用量按所述导热涂层的总重量计范围在4.0%至8.0%之间。
8.(iii)增塑剂,其中所述增塑剂的使用量按所述导热涂层的总重量计范围在5.0%至10.0%之间;
9.(iv)填料,其中所述填料的使用量按所述导热涂层的总重量计范围在12.0%至17.0%之间;
10.(v)耐火材料,其中所述耐火材料的使用量按所述导热涂层的总重量计范围在4.0%至7.0%之间;
11.(vi)导热材料,其中所述导热材料的使用量按所述导热涂层的总重量计范围在0.5%至2.5%之间;
12.(vii)保热材料,其中,所述保热材料的使用量按所述导热涂层的总重量计范围在0.5%至2.5%之间;以及
13.(viii)溶剂,其中所述溶剂的使用量按所述导热涂层的重量计达到100%。
14.本发明还公开了制备所述导热涂层的方法及具有所述导热涂层的成形器。
附图说明
15.本发明将通过下文给出的具体实施方式和仅通过说明方式给出的附图得到充分
理解,因此不限制本发明,其中:
16.在附图中:
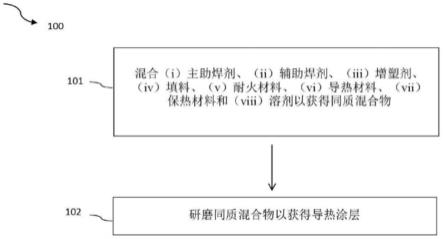
17.图1示出了制备本发明的导热涂层的方法。
18.图2示出了制备具有本发明的导热涂层的成形器的方法。
19.图3示出了表示为组1的常规成形器和表示为组2的本发明的成形器的加热行为。
20.图4示出了表示为组1的常规成形器和表示为组2的本发明的成形器的冷却行为。
具体实施方式
21.本文公开了本发明的优选实施例的具体实施方式。然而,应当理解,这些实施例仅是本发明的示例性实施例,它们可以以各种形式体现。因此,本文公开的细节不应被解释为具有限制性,而是仅作为权利要求的基础和用于教导本发明领域的技术人员。本说明书中使用的数值数据或范围不应被解释为具有限制性。现在将依照附图描述优选实施例的以下具体实施方式。
22.出于本发明的目的,术语“涂层”涉及在生产成品陶瓷体的制造过程期间的多个阶段在陶瓷体上形成一层膜。可由多于一层的涂层形成成品陶瓷体。
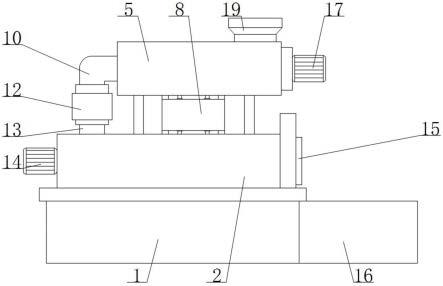
23.如本文所用,术语“成形器”是指用于制造由天然、合成橡胶材料或它们的组合制成的手套的手工模。此外,应当理解,本文所述的实施例可用于制备任何陶瓷体,诸如但不限于砖、地板、屋面瓦、耐火材料、白色陶瓷、陶器和石器。成形器作为可以使用本文所述的过程制备的物体的代表性示例而提出。
24.本发明公开了一种导热涂料及其制备方法。此外,本发明公开了一种成形器,其中本发明公开了一种具有导热涂层的成形器。
25.本发明的第一方面讨论了导热涂层,其中导热涂层包含(i)主助焊剂、(ii)辅助焊剂、(iii)增塑剂、(iv)填料、(v)耐火材料、(vi)导热材料、(vii)保热材料和(viii)溶剂,其细节可见表1。
26.主助焊剂的使用量按导热涂层的总重量计范围在10.0%至15.0%之间,优选地按导热涂层的总重量计范围在12.0%至14.0%之间,更优选地按导热涂层的总重量计的13.0%。主助焊剂选自由长石、氧化镁及它们的组合,优选地长石构成的组。
27.辅助焊剂的使用量按导热涂层的总重量计范围在4.0%至8.0%之间,优选地按导热涂层的总重量计范围在5.0%至7.0%之间,更优选地按导热涂层的总重量计的6.0%。这第二助熔剂选自氧化锌、霞石正长岩及其组合,优选氧化锌。
28.这增塑剂的使用量按导热涂层的总重量计范围在5.0%至10.0%之间,优选地按导热涂层的总重量计范围在6.0%至9.0%之间,更优选地按导热涂层的总重量计的7.5%。增塑剂是球粘土。
29.这填料的使用量按导热涂层的总重量计范围在12.0%至17.0%之间,优选地按导热涂层的总重量计范围在13.0%至16.0%之间,更优选地按导热涂层的总重量计的15.5%。填料是高岭土。
30.这耐火材料的使用量按导热涂层的总重量计范围在4.0%至7.0%之间,优选地按导热涂层的总重量计范围在5.0%至6.0%之间,更优选地按导热涂层的总重量计的5.5%。耐火材料是二氧化硅。
31.这导热材料的使用量按导热涂层的总重量计范围在0.5%至2.5%之间,优选地按导热涂层的总重量计范围在0.6%至2.0%之间,更优选地按导热涂层的总重量计的1.25%。导热材料为碳化硅。
32.保热材料的使用量按导热涂层的总重量计范围在0.5%至2.5%之间,优选地按导热涂层的总重量计范围在0.6%至2.0%之间,更优选地按导热涂层的总重量计的1.25%。保热材料为远红外陶瓷粉末。远红外陶瓷粉末包括氧化铝、二氧化钛和二氧化硅。
33.溶剂按导热涂层的总重量计使用量达到100%。溶剂为选自由自来水、蒸馏水、去离子水及它们的组合构成的组,优选为自来水。
34.表1示出了在制备本发明的导热涂层中使用的化学组分(如上所列)及它们的组合物。
35.表1:在制备本发明的导热涂层中使用的化学组分及它们的组合物
[0036][0037]
本发明的第二方面讨论了制备本发明的导热涂层的方法。
[0038]
图1示出了依照本发明的示例性实施例的制备本发明的导热涂层的方法。
[0039]
制备本发明的导热涂层(100)的方法的细节如下:
[0040]
i.通过在范围在23℃至27℃之间,优选地范围在24℃至26℃之间,更优选地25℃的温度下以范围在50hz至60hz之间,优选地范围在53hz至57hz之间,更优选地55hz的速度使用顶置搅拌器但不限于其来混合主助焊剂、辅助焊剂、增塑剂、填料、耐火材料、导热材料、保热材料和溶剂(其量如表1所示使用),持续范围在30分钟至60分钟之间,优选地范围在32分钟至50分钟之间,更优选地35分钟的时间段以获得同质混合物(101);和
[0041]
ii.通过使用粒度减小剂例如研磨步骤(i)中获得的均匀混合物滚动球磨机和行星球磨机,优选行星球磨机但不限于在38,000rpm至41,000rpm范围内的速度优选在39,000rpm至40,000rpm之间范围内,更优选39,500rpm在23℃至27
°
之间的温度范围内c,优选地在24℃至26℃之间,更优选地在25℃下持续4小时至8小时之间的时间段,优选地在5小时至7小时之间,更优选地为6小时以获得导热涂层,其中导热涂层具有粒度为8μm到10μm(102)。
[0042]
本发明的第三方面讨论了制备具有本发明的导热涂层的成形器的方法。
[0043]
图2示出了依照本发明的示例性实施例的制备具有本发明的导热涂层的成形器的
方法。
[0044]
制备具有本发明的导热涂层的成形器(200)的方法的细节如下:
[0045]
i.在烘箱中在范围在50℃至90℃之间,优选地范围在55℃至70℃之间,更优选地60℃的温度下加热成形器,持续范围在1分钟至30分钟之间,优选地范围在10分钟至25分钟之间,更优选地20分钟的时间段以获得加热的成型器(201);
[0046]
ii.将从步骤(i)中获得的已加热的成形器浸入到包含如表1所列的化学组分及它们的组合物的导热涂层中,持续范围在2秒至7秒之间,优选地范围在3秒至6秒之间,更优选地5秒的时间段以涂布成型器的外层并且得到涂布的成形器(202);
[0047]
iii.在环境温度下将从步骤(ii)获得的涂布的成形器干燥持续范围在1小时至4小时,优选地范围在2小时至3.5小时,更优选地3小时的时间段,以获得干燥的成形器(203);和
[0048]
iv.通过在范围在1200℃至1350℃、优选地范围在1250℃至1300℃、更优选地1270℃的温度下的电窑烧或气体窑烧将从步骤(iii)获得的经干燥的成形器烧制以获得具有导热涂层的成形器(204)。
[0049]
上述方法不限于此,因为在制备本发明的成形器时还有其他替代方法。
[0050]
构建以下示例以非限制性地说明本发明。
[0051]
示例1
[0052]
本发明的成形器
[0053]
具有本发明的导热涂层的成形器通过采用如本发明的第三方面所公开的方法来制备,其中导热涂层包括如表1中所公开的组分和组合物,并且使用如本发明的第二方面所公开的方法来制备。
[0054]
本发明的成形器的测试结果
[0055]
具有本发明的导热涂层的成形器经历(i)物理性能分析,即吸水性、耐化学性、抗热震性、加热行为测试和冷却行为测试和(ii)机械性能分析即断裂模量(mor))测试。
[0056]
表2示出了表示为组1的常规成形器和表示为组2的具有本发明的导热涂层的成形器的物理性能分析的结果。
[0057]
表2:常规成形器和具有本发明的导热涂层的成形器的物理性能分析的结果
[0058][0059]
所获得的结果表明,组2(具有本发明的导热涂层的成形器)满足对物理性能的内部要求并且可与组1(常规成形器)比较。
[0060]
图3示出了表示为组1的常规成形器和表示为组2的具有本发明的导热涂层的成形
器的加热行为。同时,图4示出了表示为组1的常规成形器和表示为组2的具有本发明的导热涂层的成形器的冷却行为。所获得的结果表明,与组1(常规成形器)相比,组2(具有本发明的导热涂层的成形器)具有改进的加热行为和冷却行为。
[0061]
在加热阶段期间,当两个成形器在相同的持续时间下被加热时,组2(具有本发明的导热涂层的成形器)与组1(常规成形器)相比能够达到更高的温度。这是因为第2组(具有本发明的导热涂层的成形器)由于存在作为远红外陶瓷粉末的保热材料而不断地发射具有能量发射的辐射。保热材料有助于改善从烤箱或熔炉到成形器的热传递。这有助于提高手套制造过程期间的固化效率,从而需要更少的达到期望的温度。
[0062]
另外,在冷却阶段期间,组2(具有本发明的导热涂层的成形器)表现出具有较低热损失的保热性能。这使得成形器能够在成形器从烤箱或熔炉中取出时保持热量并进一步固化手套。因此,对于在手套制造期间的固化需要更少的热量。
[0063]
表3示出了表示为组1的常规成形器和表示为组2的具有本发明的导热涂层的成形器的断裂模量(mor)测试结果。
[0064]
表3:常规成形器和具有本发明的导热涂层的成形器的断裂模量(mor)测试结果
[0065]
样本mor(mpa)组172.00组288.77内部要求》72.00
[0066]
得到的结果表明,组2(具有本发明的导热涂层的成形器)满足对mor测试的内部要求,并且在成形器主体上的涂层增加了成形器的断裂模量。这是因为导热材料和保热材料是天然的强结合材料,有助于成形器的强度。
[0067]
本发明的导热涂层适用于诸如但不限于成形器、砖、地板、屋面瓦、耐火材料、白色陶瓷、陶器和石器的任何陶瓷体的制造。
[0068]
总体上,本发明中获得的结果表明,本发明的导热涂层能够满足内部要求和改善的热传递,这可从加热和冷却行为中观察到,如图3和图4所证明。
[0069]
因此,该方法将允许陶瓷体制造商开发具有改进热传递的陶瓷体。
[0070]
本文使用的术语仅用于描述特定示例实施例,并不旨在进行限制。如本文所用,除非上下文另有明确指示,否则单数形式“一(a)”、“一(an)”以及“所述”也应包括复数形式。术语“包括(comprises)”、“包含(comprising)”、“含(including)”以及“具有(having)”是包含性的,因此指定了所述特征、整数、步骤、操作、元件和/或部件的存在,但是不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、部件和/或它们的组。
[0071]
除非具体地标识为执行顺序,否则本文描述的方法、步骤、过程和操作不应被解释为必然要求它们以所讨论或示出的特定顺序执行。还应当理解,可以采用附加的或替代的步骤。表述“至少”或“至少一个”的使用暗示使用一个或多个元素,因为该使用可以在实施例之一中实现一个或多个期望的目的或结果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。