1.本实用新型涉及一种翻边及侧凸孔成型装置。
背景技术:
2.冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件(冲压件)。冲压是一种高生产效率、低材料消耗的加工方法。冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率,同时,冲压生产不仅能努力做到少废料和无废料生产,而且即使在某些情况下有边角余料,也可以充分利用。
3.随着我国的冲压技术的提升,冲压产品的用途越来越广泛,产品的制作精度大大提升,冲压自动化程度逐步提升,目前对产品的加工都是通过几道工序实现,如翻边、冲孔、翻孔等,现有的技术都是通过几个工位实现,效率低,同时存在多次定位,加工精度不高的问题,对一些精度高的产品的冲压造成一定的困难。
技术实现要素:
4.针对上述问题中存在的不足之处,本实用新型提供一种翻边及侧凸孔成型装置。
5.为实现上述目的,本实用新型提供一种翻边及侧凸孔成型装置,包括上工作台及底部工作台,在上工作台上安装压料板,压料板通过压料气缸与上工作台连接,上工作台在压料板的左侧通过翻边气缸连接翻边模,在上工作台的左侧安装左驱动块,在上工作台的右侧安装右驱动块,右驱动块下部分为右驱动块第一斜面和右驱动块第二斜面,在底部工作台从左往右依次安装冲孔机构、料台、右滑块,在右滑块的左侧安装翻孔凸模。
6.作为本实用新型进一步改进,翻边气缸的顶力大于压料气缸顶力。
7.作为本实用新型进一步改进,左驱动块的下部加工左驱动斜面。
8.作为本实用新型进一步改进,上工作台与料台对应处安装挡块,挡块处加工挡块槽供翻孔凸模通过。
9.作为本实用新型进一步改进,冲孔机构包括左滑动块与座,左滑动块与座的左侧上方加工冲孔斜面,冲刀安装在左滑动块与座的右侧。
10.作为本实用新型进一步改进,右滑块的右侧上部加工右滑块斜面,在右滑块的左侧连接翻孔凸模,在右滑块的下部活动连接右滑动座。
11.作为本实用新型进一步改进,翻孔凸模包括位于左侧前端的凸模头部和外圆周处的翻孔成型部,位于内孔处的凸模导向部,位于翻孔凸模内孔处的通道及下料孔。
12.本实用新型的有益效果为:
13.利用右驱动块的双工作工作,右驱动块第一斜面工作驱动翻孔凸模的凸模头部作为冲孔的凹模使用,右驱动块第二斜面工作驱动翻孔凸模的翻孔成型部对冲孔部位进行翻孔成型,废料通过通道后经下料孔排出。实现冲孔、翻孔、翻边等多道工序在一个工位完成,生产效率高,定位精度高,产品的质量提高,生产成本下降。
附图说明
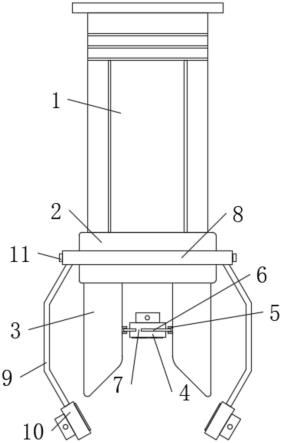
14.图1为本实用新型一种翻边及侧凸孔成型装置的主视图;
15.图2为本实用新型一种翻边及侧凸孔成型装置的工作示意图(起始状态);
16.图3为本实用新型一种翻边及侧凸孔成型装置的工作示意图(第一工作状态);
17.图4为本实用新型一种翻边及侧凸孔成型装置的工作示意图(第二工作状态)
18.图5为图1中圆圈处的放大图;
19.图6为料片;
20.图7为工件。
21.图中:1、上工作台;2、压料板;3、压料气缸;4、翻边模;5、翻边气缸;6、左驱动块;61、左驱动斜面;7、底部工作台;8、冲孔机构;81、冲孔斜面;82、左滑动座;83、冲刀;9、挡块;91挡块槽;10、料台;11、右滑块;111、右滑块斜面;112、右滑动座;113、翻孔凸模;1131、下料孔;1132、凸模头部;1133、凸模导向部;1134、通道;1135、翻孔成型部;12、右驱动块;121、右驱动块第一斜面;122、右驱动块第二斜面;13、工件;14、料片。
具体实施方式
22.如图1-2所示,本实用新型所述的一种翻边及侧凸孔成型装置,包括上工作台1及底部工作台7,在上工作台1上安装压料板2,压料板2通过压料气缸3与上工作台1连接,上工作台1在压料板2的左侧通过翻边气缸5连接翻边模4,翻边气缸5的顶力大于压料气缸3顶力。在上工作台1的左侧安装左驱动块6,左驱动块6的下部加工左驱动斜面61。上工作台1与料台10对应处安装挡块9,挡块9处加工挡块槽91供翻孔凸模113通过。在上工作台1的右侧安装右驱动块12,右驱动块12下部分为右驱动块第一斜面121和右驱动块第二斜面122,在底部工作台7从左往右依次安装冲孔机构8、料台10、右滑块11,在右滑块11的左侧安装翻孔凸模113。冲孔机构8包括左滑动块与座82,左滑动块与座82的左侧上方加工冲孔斜面81,冲刀83安装在左滑动块与座82的右侧。右滑块11的右侧上部加工右滑块斜面111,在右滑块11的左侧连接翻孔凸模113,在右滑块11的下部活动连接右滑动座112。翻孔凸模(113)包括位于左侧前端的凸模头部1132和外圆周处的翻孔成型部1135,位于内孔处的凸模导向部1133,位于翻孔凸模113内孔处的通道1134及下料孔1131。
23.利用右驱动块的双工作工作,右驱动块第一斜面工作驱动翻孔凸模的凸模头部作为冲孔的凹模使用,右驱动块第二斜面工作驱动翻孔凸模的翻孔成型部对冲孔部位进行翻孔成型,废料通过通道后经下料孔排出。实现冲孔、翻孔、翻边等多道工序在一个工位完成,生产效率高,定位精度高,产品的质量提高,生产成本下降。
24.具体使用时,为方便理解本实用新型,结合附图进行描述;
25.首先对料片14加工成工件13的过程作一个描述,将料片的左侧进行往下的翻边,在右侧垂直的边上先冲孔后再翻孔。
26.实际生产时,将料片放置到料台上(参见图1),上工作台往下,压料板压住料片进行定位,上工作台继续往下,由于翻边气缸的顶力大于所述压料气缸顶力,翻边模将料片的左边进行翻边,同时左驱动块的左驱动斜面对冲孔机构的冲孔斜面进行挤压,使得冲刀往右运动,等待冲孔,右驱动块的右驱动块第一斜面与右滑块的右滑块斜面接触,使得右滑块带动翻孔凸模沿着右滑动座水平往左运动,翻孔凸模的凸模头部抵靠在料片的右侧,此时
凸模头部作为冲孔凹模使用,同时挡块往下将料片的垂直边进行定位,防止其冲孔时发生变形(参见图3、图5)。
27.上工作台继续往下,左驱动块的左驱动斜面继续对冲孔机构的冲孔斜面进行挤压,使得冲刀往右运动,冲孔完成,此时右驱动块的右驱动块第一斜面与右滑块的右滑块斜面接触完成,实现垂直方向的接触,翻孔凸模的凸模头部抵靠在料片的右侧处于静止状态,作为冲孔凹模使用。同时翻孔凸模位于挡块槽内(参见图4)。
28.上工作台再往下,左驱动块的左驱动斜面完成对冲孔机构的冲孔斜面进行挤压,实现垂直方向的接触,此时冲刀处于静止状态,右驱动块的右驱动块第二斜面与右滑块的右滑块斜面接触,使得翻孔凸模继续往左,凸模导向部沿着冲刀的圆周表面运动(此时冲刀起导向作用),翻孔成型部对料片已成型的孔进行翻孔,同时冲孔后的废料通过通道及下料孔流出,成型结束(参见图1)。
29.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。