1.本发明属于金属材料表面改性技术领域,具体为一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法。
背景技术:
2.钛合金由于具有密度低、比强度高、比刚度高、抗蚀性能优越、抗蠕变性能及高温力学性能良好等优点,被广泛应用于航空航天领域,如航空机身及发动机零部件等。但是,钛合金的耐磨性较差,在上述领域进行应用时,工件的使用寿命无法满足需求。表面改性技术是增加钛合金表面耐磨性能的有效手段,通常是通过离子注入、热喷涂、激光熔覆等技术在钛合金基体表面制备耐磨层。但是,一般离子注入形成的耐磨层太薄,耐久性差,热喷涂存在表面过热,形成的硬质涂层导致表面韧性降低,激光熔覆可在钛合金表明形成高硬陶瓷相,如tic、wc等,能大幅度提升钛合金的耐磨性,但是涂层特别容易出现裂纹,且存在处理面积有限,大批量生产难度大的问题。
3.金刚石具有极高的硬度和耐磨性,是极佳的耐磨材料,但是作为涂层涂覆在钛合金表面会由于钛合金和金刚石之间热膨胀系数差异太大,而无法牢固结合。目前有研究人员通过制备过渡层的方式在钛合金表面制备金刚石涂层,但是界面应力问题仍然无法避免。还有部分研究学者尝试激光熔覆方法制备金刚石或纳米金刚石颗粒增强耐磨涂层或减磨涂层。如中国发明专利cn200910022748.0 公开了一种采用激光熔覆制备纳米金刚石减摩涂层的方法,将金刚石粉加入合金粉中,采用激光熔覆技术进行处理形成减摩涂层。上述技术方案采用激光熔覆技术进行处理形成减摩涂层,其实质是利用激光熔覆技术熔池的高温将金刚石相转化成石墨相,利用石墨优异的润滑性能来提升涂层的减磨性能。采用该方式时,金刚石会发生相转变,自身受到损伤,降低了金刚石在耐磨方面的优势;激光熔覆金刚石及合金粉混合粉末会导致熔覆层裂纹问题,且无法避免。
技术实现要素:
4.本发明的目的是针对上述现有技术中存在的问题,而提供一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法。该方法制备的涂层和基体之间可实现冶金结合,同时具有良好的耐磨性,制备方法简单,适合进行工业化生产。
5.本发明通过如下技术方案实现:一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法,具体包括如下步骤:1)钛合金材料预处理:采用砂纸对钛合金基体材料表面进行研磨,去除污垢及氧化膜的同时,使表面产生单一方向的划痕或多方向的划痕,形成粗化表面,表面粗糙度ra为0.1~1.5μm;2)混合粉末:将纳米尺度的金刚石粉末和含ti的金属或合金粉末按照1:3~1:20的体积百分比进行混合,制成金刚石/金属或金刚石/合金混合粉末;3)粉末固定:在钛合金基体材料粗化表面刷涂一层有机胶粘剂,将金刚石/金属或
金刚石/合金混合粉末均匀撒落在有机胶粘剂上,利用有机胶粘剂固定混合粉末,然后放入干燥箱中将有机胶粘剂烘干,在钛合金基体材料表面得到金刚石/金属或金刚石/合金预粘附层;4)制备耐磨层:在钛合金基体材料表面的金刚石/金属或金刚石/合金预粘附层上方覆盖石墨纸并压紧,然后将其整体放入真空加热设备中,进行高温加热处理,利用高温扩散化学反应,实现钛合金基体材料、金刚石粉末和ti的金属或合金粉末的扩散连接,随炉冷却至室温后取出钛合金基体材料并去掉石墨纸,初步在钛合金基体材料表面得到金刚石颗粒增强耐磨涂层;5)低温回火:将钛合金基体材料放入马弗炉中进行低温加热并随炉冷却,消除应力的同时通过氧化去除表面残余石墨纸,最终得到钛合金表面纳米金刚石颗粒增强耐磨涂层。
6.作为优选的技术方案,步骤2)中,金刚石粉末的粒径为100nm~1000nm,含ti的金属或合金粉末的粒径为100nm~1500nm。
7.作为优选的技术方案,含ti的金属或合金粉末为agcuti合金或cusnti合金或两种合金中元素的金属混合粉末,agcuti合金或金属混合粉末中ti含量为3~7%,agcu的质量比为72:28且二者共占93~97%;cusnti合金或金属混合粉末中ti含量为10~15%,sn含量为10~20%,余量为cu。
8.作为优选的技术方案,步骤3)中,干燥箱的烘干温度为30~200
°
c、时间为10min~2h。
9.作为优选的技术方案,步骤4)中,使用真空加热设备进行高温加热处理时,采用agcuti合金或金属混合粉末时,加热至最高温度为750~920℃、保温时间为3~20min;采用cusnti合金或金属混合粉末时,加热至最高温度为880~1000℃、保温时间为5~30min。
10.作为优选的技术方案,步骤4)中,使用真空加热设备进行高温加热处理时,采用分段加热方式,具体如下:采用agcuti合金或金属混合粉末时,分六段加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至400℃,升温速率为8℃/ min,保温3min;第三段加热至500℃,升温速率为8℃/ min,保温3min;第四段加热至600℃,升温速率为10℃/ min,保温3min,第五段加热至720℃,升温速率为8℃/ min,保温5min;第六段加热至750~920℃,升温速率为5℃/ min,保温时间3~20min;采用cusnti合金或金属混合粉末时,分六段加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至450℃,升温速率为8℃/ min,保温3min;第三段加热至600℃,升温速率为8℃/ min,保温3min;第四段加热至750℃,升温速率为10℃/ min,保温3min,第五段加热至850℃,升温速率为8℃/ min,保温5min;第六段加热至880~1000℃,升温速率为5℃/ min,保温时间5~30min。
11.作为优选的技术方案,步骤5)中,马弗炉的加热温度为300~800℃、保温时间为20min~2h,之后随炉冷却。
12.作为优选的技术方案,步骤4)中,真空加热设备的真空度为1
×
10-1
~1
×
10-4
pa。
13.本发明的原理如下:本发明针对钛合金表面耐磨性不足的问题,提出将金刚石这种耐磨性能优异的材
料用于钛合金表面制备耐磨涂层。具体是利用有机胶粘剂将纳米金刚石/合金或纳米金刚石/金属混合粉末固定于粗化处理的钛合金表面,在利用高温扩散化学反应实现钛合金基体、金刚石粉末和金属/合金粉末的扩散连接,形成与基体冶金结合的纳米金刚石增强耐磨层。由于采用真空设备,可有效避免金刚石在有氧高温环境中产生的石墨化和热损伤问题,另外本发明针对钛合金在高温下会发生相变,选择与金刚石浸润性良好,且钎焊温度较低的agcuti合金或金属混合粉末、cusnti合金或金属混合粉末作为耐磨涂层的主体材料,上述材料中不含容易导致金刚石热损伤的ni、fe、co等元素。采用粗化的表面是为了通过机械锁合和冶金结合两方面的作用来实现耐磨层与基体的高强度结合。选择纳米金刚石粉,则是为了在增强耐磨性的同时,避免大颗粒金刚石使的耐磨层表面粗糙度高,增加摩擦系数,一旦金刚石出现掉粒,会作为超硬耐磨相,对耐磨涂层自身产生较大的磨损破坏。采用有机粘结剂是考虑到有机胶黏剂会在高温加热过程中挥发或残留物仅有碳元素,该元素还会与基体及耐磨层中的合金元素发生反应,转化为碳化物,作为增强相进一步增强耐磨层的耐磨性能。采用含ti的金属或合金粉末,是由于一方面ti元素与金刚石具有良好的亲和性,在高温扩散过程中会与金刚石发生反应形成碳化钛,提高对金刚石的把持能力,另一方面基体中含有钛可增加合金粉末与基体中的亲和性。固定金刚石粉和含ti的金属/合金粉末后采用石墨纸覆盖在粉末上方并压紧,是考虑到金刚石粉和含ti的金属/合金粉末与基体之间的润湿性无法使高温加热后形成的熔融体平铺于基体表面,最终形成一个表面平整的耐磨涂层,利用石墨纸改变熔融体的形状,确保最终在钛基体表面形成平整的纳米金刚石增强耐磨涂层。采用石墨纸是因为采用金属压物会导致于耐磨涂层熔焊到一起,且难以去除,石墨纸则容易去除,且高温下石墨向耐磨层发生扩散反应也在一定程度上起到渗碳的效果,增强耐磨层的性能。
14.与现有技术相比,本发明具有如下有益效果:1)本发明利用真空熔覆的高温热扩散化学反应实现钛合金基体、金刚石粉末和金属/合金粉末的扩散连接,形成纳米金刚石颗粒增强耐磨涂层,可有效避免激光熔覆技术的裂纹问题和金刚石热损伤问题,大幅度提升了钛合金的耐磨性能,其耐磨性可提升3~10倍。
15.2)本发明中的金刚石是以包裹在涂层内部以颗粒增强体的形式来改善熔覆涂层的耐磨性能,其中金属/合金粉末后形成的合金层作为主体起到承受冲击载荷的作用,金刚石则可以在摩擦过程中起到支撑点和分散受力载荷的作用,韧性合金层和硬质金刚石小颗粒相结合更能提升涂层的耐磨性能。
16.3)本发明中的复合涂层是与钛合金基体共同置于真空高温加热设备制备完成,通过分段式加热会消除温度带来的残余应力集中的不良影响,也会防止基体与涂层断崖式的温度阶段带来的裂纹产生。
17.4)本发明采用低熔点的合金或金属混合粉末,能避免钛合金在高温热处理过程中发生相转变,导致基体性能恶化。
18.5)本发明采用石墨纸修正表面耐磨涂层的平整度,改善金刚石与其他材料润湿性差,润湿角较大的问题,同时石墨向耐磨层的扩散还能起到渗碳的作用,进一步提升涂层的耐磨性。
19.6)本发明工艺简单、重复性好、质量可控,适合工业化生产,可使钛合金表面耐磨强化处理,使之应用范围和性能水平得到有效提升。
附图说明
20.此处的附图用来提供对本发明的进一步说明,构成本技术的一部分,本发明的示意性实施例及其说明用来解释本发明,并不构成对本发明的不当限定。
21.图1为本发明中钛合金基体材料经过砂纸打磨后获得具有单一方向划痕或多方向划痕的粗化表面的剖面示意图。
22.图2为本发明中在粗化表面刷涂有机胶粘剂后的剖面示意图。
23.图3为本发明中在有机胶粘剂上固定粉末后得到金刚石/金属或金刚石/合金预粘附层的剖面示意图。
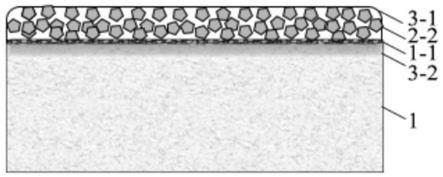
24.图4为本发明中最终获得的钛合金表面纳米金刚石颗粒增强耐磨涂层的剖面示意图。
25.图中:1-钛合金基体材料、1-1-粗化表面、2-1-有机胶粘剂、2-2-金刚石粉末、2-3-合金或金属混合粉末、3-1-纳米金刚石颗粒增强耐磨涂层、3-2-冶金结合界面。
具体实施方式
26.为了使本领域技术人员更好的理解本发明,以下结合参考附图并结合实施例对本发明作进一步清楚、完整的说明,但不局限于以下实施例。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
27.实施例1一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法,具体包括如下步骤:1)钛合金材料预处理:钛合金基体材料1采用tc4,采用砂纸对tc4表面进行研磨,去除污垢及氧化膜的同时使产生单一方向的划痕或多方向的划痕,形成粗化表面1-1,表面粗糙度ra为1μm,如图1所示;2)将颗粒尺寸为500nm的金刚石粉末2-2和颗粒尺寸为600 nm 的 ag基合金粉末按照体积比1:10进行充分混合均匀,ag基合金粉末采用agcuti合金或金属混合粉末2-3,其中ti含量为3%,agcu的质量比为72:28且二者共占97%,制成金刚石/合金混合粉末;3)粉末固定:如图2所示,在tc4的粗化表面1-1刷涂一层有机胶粘剂2-1,将金刚石/合金混合粉末均匀撒落在有机胶粘剂2-1上,利用有机胶粘剂2-1固定金刚石/合金混合粉末,然后放入干燥箱中将有机胶粘剂2-1烘干,干燥温度为100℃、烘干时间为0.5h,在tc4表面得到金刚石/合金预粘附层,如图3所示;4)制备耐磨层:在金刚石/合金预粘附层上方覆盖石墨纸并压紧,然后将其整体放入真空加热设备中,进行高温加热处理,利用高温扩散化学反应,实现tc4、金刚石粉末2-2和agcuti合金粉末2-3的扩散连接,形成冶金结合界面3-2,如图4所示;真空加热设备参数为:真空度1
×
10-4
pa,分六段进行加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至400℃,升温速率为8℃/ min,保温3min;第三段加热至500℃,升温速率为8℃/ min,保温3min;第四段加热至600℃,升温速率为10℃/ min,保温3min,第五段加热至720℃,升温速率为8℃/ min,保温5min;第六段加热至800℃,升温速率为5℃/ min,保温时间10min;随炉冷却至室温后取出tc4并去掉石墨纸,初步在tc4表面得到金刚石颗粒增强耐磨涂层;5)低温回火:将tc4放入马弗炉中加热到500℃保温30min,之后随炉冷却,消除应
力的同时通过氧化去除表面残余石墨纸,最终得到钛合金表面纳米金刚石颗粒增强耐磨涂层3-1,如图4所示。
28.本实施例方法制备得到的钛合金表面纳米金刚石颗粒增强耐磨涂层3-1表面连续且平整,在进行真空高温加热过程中,tc4基体中的金属元素扩散至涂层中与合金元素和金刚石发生化学反应,使涂层与tc4基体实现冶金结合提升整体材料耐磨性能,原位合成的多种金属碳化物也不仅能使涂层稳定性能得到改善而且耐磨性能也能得到提升,纳米金刚石是以包裹在涂层内部以颗粒增强体的形式来改善熔覆涂层的耐磨性能,可以在摩擦过程中起到支撑点和分散受力载荷的作用,使韧性合金层和硬质相的金属碳化物结合更能提升涂层的耐磨性能。
29.金刚石颗粒均匀分布在ag基熔覆层中,周围聚集了大量的原位合成的金属碳化物避免了金刚石颗粒的应力集中,还避免了金刚石颗粒高温下的持续扩散保持了原有的硬度及特性。
30.实施例2一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法,具体包括如下步骤:1)钛合金材料预处理:钛合金基体材料1采用tc4,采用砂纸对tc4表面进行研磨,去除污垢及氧化膜的同时使产生单一方向的划痕或多方向的划痕,形成粗化表面1-1,表面粗糙度ra为1.5μm,如图1所示;2)将颗粒尺寸为100nm的金刚石粉末2-2和颗粒尺寸为1500nm 的cu基合金粉末按照体积比1:15进行充分混合均匀,cu基合金粉末采用cusnti合金粉末2-3,其中ti含量为15%、sn含量为20%、cu含量为65%,制成金刚石/合金混合粉末;3)粉末固定:如图2所示,在tc4的粗化表面1-1刷涂一层有机胶粘剂2-1,将金刚石/合金混合粉末均匀撒落在有机胶粘剂2-1上,利用有机胶粘剂2-1固定金刚石/合金混合粉末,然后放入干燥箱中将有机胶粘剂2-1烘干,干燥温度为70℃、烘干时间为1.5h,在tc4表面得到金刚石/合金预粘附层,如图3所示;4)制备耐磨层:在金刚石/合金预粘附层上方覆盖石墨纸并压紧,然后将其整体放入真空加热设备中,进行高温加热处理,利用高温扩散化学反应,实现tc4、金刚石粉末2-2和cusnti合金粉末2-3的扩散连接,形成冶金结合界面3-2,如图4所示;真空加热设备参数为:真空度1
×
10-3
pa,分六段加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至450℃,升温速率为8℃/ min,保温3min;第三段加热至600℃,升温速率为8℃/ min,保温3min;第四段加热至750℃,升温速率为10℃/ min,保温3min,第五段加热至850℃,升温速率为8℃/ min,保温5min;第六段加热至1000℃,升温速率为5℃/ min,保温时间5min;随炉冷却至室温后取出tc4并去掉石墨纸,初步在tc4表面得到金刚石颗粒增强耐磨涂层;5)低温回火:将tc4放入马弗炉中加热到300℃保温1.5h,之后随炉冷却,消除应力的同时通过氧化去除表面残余石墨纸,最终得到钛合金表面纳米金刚石颗粒增强耐磨涂层3-1,如图4所示。
31.实施例3一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法,具体包括如下步骤:1)钛合金材料预处理:钛合金基体材料1采用tc4,采用砂纸对tc4表面进行研磨,
去除污垢及氧化膜的同时使产生单一方向的划痕或多方向的划痕,形成粗化表面1-1,表面粗糙度ra为0.5μm,如图1所示;2)将颗粒尺寸为1000nm的金刚石粉末2-2和颗粒尺寸为1000 nm 的 ag基合金粉末按照体积比1:3进行充分混合均匀,ag基合金粉末采用ag、cu、ti金属的混合粉末2-3,其中ti含量为7%,agcu的质量比为72:28,二者共占93%,制成金刚石/金属混合粉末;3)粉末固定:如图2所示,在tc4的粗化表面1-1刷涂一层有机胶粘剂2-1,将金刚石/金属混合粉末均匀撒落在有机胶粘剂2-1上,利用有机胶粘剂2-1固定金刚石/金属混合粉末,然后放入干燥箱中将有机胶粘剂2-1烘干,干燥温度为30℃、烘干时间为2h,在tc4表面得到金刚石/金属预粘附层,如图3所示;4)制备耐磨层:在金刚石/金属预粘附层上方覆盖石墨纸并压紧,然后将其整体放入真空加热设备中,进行高温加热处理,利用高温扩散化学反应,实现tc4、金刚石粉末2-2和agcuti金属混合粉末2-3的扩散连接,形成冶金结合界面3-2,如图4所示;真空加热设备参数为:真空度1
×
10-1
pa,分六段进行加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至400℃,升温速率为8℃/ min,保温3min;第三段加热至500℃,升温速率为8℃/ min,保温3min;第四段加热至600℃,升温速率为10℃/ min,保温3min,第五段加热至720℃,升温速率为8℃/ min,保温5min;第六段加热至920℃,升温速率为5℃/ min,保温时间3min;随炉冷却至室温后取出tc4并去掉石墨纸,初步在tc4表面得到金刚石颗粒增强耐磨涂层;5)低温回火:将tc4放入马弗炉中加热到700℃保温1h,之后随炉冷却,消除应力的同时通过氧化去除表面残余石墨纸,最终得到钛合金表面纳米金刚石颗粒增强耐磨涂层3-1,如图4所示。
32.实施例4一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法,具体包括如下步骤:1)钛合金材料预处理:钛合金基体材料1采用tc4,采用砂纸对tc4表面进行研磨,去除污垢及氧化膜的同时使产生单一方向的划痕或多方向的划痕,形成粗化表面1-1,表面粗糙度ra为0.1μm,如图1所示;2)将颗粒尺寸为800nm的金刚石粉末2-2和颗粒尺寸为100nm 的cu基合金粉末按照体积比1:20进行充分混合均匀,cu基合金粉末采用cusnti金属混合粉末2-3,其中ti含量为10%、sn含量为15%、cu含量为75%,制成金刚石/金属混合粉末;3)粉末固定:如图2所示,在tc4的粗化表面1-1刷涂一层有机胶粘剂2-1,将金刚石/金属混合粉末均匀撒落在有机胶粘剂2-1上,利用有机胶粘剂2-1固定金刚石/金属混合粉末,然后放入干燥箱中将有机胶粘剂2-1烘干,干燥温度为150℃、烘干时间为1h,在tc4表面得到金刚石/金属预粘附层,如图3所示;4)制备耐磨层:在金刚石/金属预粘附层上方覆盖石墨纸并压紧,然后将其整体放入真空加热设备中,进行高温加热处理,利用高温扩散化学反应,实现tc4、金刚石粉末2-2和cusnti金属混合粉末2-3的扩散连接,形成冶金结合界面3-2,如图4所示;真空加热设备参数为:真空度1
×
10-4
pa,分六段加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至450℃,升温速率为8℃/ min,保温3min;第三段加热至600℃,升温速率为8℃/ min,保温3min;第四段加热至750℃,升温速率为10℃/ min,保温3min,第五段加热
至850℃,升温速率为8℃/ min,保温5min;第六段加热至880℃,升温速率为5℃/ min,保温时间30min;随炉冷却至室温后取出tc4并去掉石墨纸,初步在tc4表面得到金刚石颗粒增强耐磨涂层;5)低温回火:将tc4放入马弗炉中加热到800℃保温20min,之后随炉冷却,消除应力的同时通过氧化去除表面残余石墨纸,最终得到钛合金表面纳米金刚石颗粒增强耐磨涂层3-1,如图4所示。
33.实施例5一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法,具体包括如下步骤:1)钛合金材料预处理:钛合金基体材料1采用tc4,采用砂纸对tc4表面进行研磨,去除污垢及氧化膜的同时使产生单一方向的划痕或多方向的划痕,形成粗化表面1-1,表面粗糙度ra为1μm,如图1所示;2)将颗粒尺寸为600nmnm的金刚石粉末2-2和颗粒尺寸为1200 nm 的 ag基合金粉末按照体积比1:8进行充分混合均匀,ag基合金粉末采用agcuti合金粉末2-3,其中ti含量为5%,agcu的质量比为72:28,二者共占95%,制成金刚石/合金混合粉末;3)粉末固定:如图2所示,在tc4的粗化表面1-1刷涂一层有机胶粘剂2-1,将金刚石/合金混合粉末均匀撒落在有机胶粘剂2-1上,利用有机胶粘剂2-1固定金刚石/合金混合粉末,然后放入干燥箱中将有机胶粘剂2-1烘干,干燥温度为200℃、烘干时间为10min,在tc4表面得到金刚石/合金预粘附层,如图3所示;4)制备耐磨层:在金刚石/合金预粘附层上方覆盖石墨纸并压紧,然后将其整体放入真空加热设备中,进行高温加热处理,利用高温扩散化学反应,实现tc4、金刚石粉末2-2和agcuti合金粉末2-3的扩散连接,形成冶金结合界面3-2,如图4所示;真空加热设备参数为:真空度1
×
10-2
pa,分六段进行加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至400℃,升温速率为8℃/ min,保温3min;第三段加热至500℃,升温速率为8℃/ min,保温3min;第四段加热至600℃,升温速率为10℃/ min,保温3min,第五段加热至720℃,升温速率为8℃/ min,保温5min;第六段加热至750℃,升温速率为5℃/ min,保温时间20min;随炉冷却至室温后取出tc4并去掉石墨纸,初步在tc4表面得到金刚石颗粒增强耐磨涂层;5)低温回火:将tc4放入马弗炉中加热到400℃保温2h,之后随炉冷却,消除应力的同时通过氧化去除表面残余石墨纸,最终得到钛合金表面纳米金刚石颗粒增强耐磨涂层3-1,如图4所示。
34.实施例6一种钛合金表面纳米金刚石颗粒增强耐磨涂层的制备方法,具体包括如下步骤:1)钛合金材料预处理:钛合金基体材料1采用tc4,采用砂纸对tc4表面进行研磨,去除污垢及氧化膜的同时使产生单一方向的划痕或多方向的划痕,形成粗化表面1-1,表面粗糙度ra为1μm,如图1所示;2)将颗粒尺寸为700nm的金刚石粉末2-2和颗粒尺寸为500nm 的cu基合金粉末按照体积比1:10进行充分混合均匀,cu基合金粉末采用cusnti合金混合粉末2-3,其中ti含量为12%、sn含量为10%、cu含量为78%,制成金刚石/合金混合粉末;3)粉末固定:如图2所示,在tc4的粗化表面1-1刷涂一层有机胶粘剂2-1,将金刚
石/合金混合粉末均匀撒落在有机胶粘剂2-1上,利用有机胶粘剂2-1固定金刚石/合金混合粉末,然后放入干燥箱中将有机胶粘剂2-1烘干,干燥温度为160℃、烘干时间为50min,在tc4表面得到金刚石/合金预粘附层,如图3所示;4)制备耐磨层:在金刚石/合金预粘附层上方覆盖石墨纸并压紧,然后将其整体放入真空加热设备中,进行高温加热处理,利用高温扩散化学反应,实现tc4、金刚石粉末2-2和cusnti合金粉末2-3的扩散连接,形成冶金结合界面3-2,如图4所示;真空加热设备参数为:真空度1
×
10-3
pa,分六段加热,第一段加热至300℃,升温速率为5℃/ min,保温3min;第二段加热至450℃,升温速率为8℃/ min,保温3min;第三段加热至600℃,升温速率为8℃/ min,保温3min;第四段加热至750℃,升温速率为10℃/ min,保温3min,第五段加热至850℃,升温速率为8℃/ min,保温5min;第六段加热至930℃,升温速率为5℃/ min,保温时间15min;随炉冷却至室温后取出tc4并去掉石墨纸,初步在tc4表面得到金刚石颗粒增强耐磨涂层;5)低温回火:将tc4放入马弗炉中加热到500℃保温40min,之后随炉冷却,消除应力的同时通过氧化去除表面残余石墨纸,最终得到钛合金表面纳米金刚石颗粒增强耐磨涂层3-1,如图4所示。
35.上面是对本发明实施例中的技术方案进行了清楚、完整地描述,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。