1.本技术属于家具技术领域,尤其涉及一种金属橱柜及其加工方法。
背景技术:
2.目前的橱柜生产采用的是定制,根据客户的厨房的房型、长度、大小,设计师先进行橱柜的整体设计,然后进行下料生产,最后工作人员上门进行整体安装,生产周期较长,生产的橱柜不可拆卸,且多为单一产品,不具有重复性,不能够大量生产,导致生产弹性和规模逐步缩小,淡季生产力过于浪费,旺季生产力严重不足,橱柜的生产量不大,成本较高,整体利润单薄。
3.现有公开号为cn105768585b的中国专利,一种橱柜以及橱柜的生产方法,多个不同规格的柜体和连接件,多个不同规格的所述柜体通过所述连接件任意组合形成多个不同规格的橱柜。
4.上述橱柜虽然提高了生产效率,但是橱柜的结构简单,结构强度较低,不能承受较大的重力作用,容易影响橱柜的使用寿命。
技术实现要素:
5.本技术的目的是针对上述存在的技术问题,提供一种金属橱柜,具有较高的结构强度以及较高的承载性能,且安装更加方便快捷。
6.本技术提供了一种金属橱柜,包括若干橱柜本体相互拼接,所述橱柜本体包括:侧板,置于橱柜本体的两侧,所述侧板的四侧设置有第一折弯边;背板,置于橱柜本体的后侧,所述背板的四侧设置有第二折弯边;立柱,置于侧板的外侧面,所述立柱的两侧设置有第三折弯边;横梁,置于立柱的上下两端,所述横梁的两侧设置有第四折弯边;底板,置于橱柜本体的下侧且置于横梁上,所述底板的四侧设置有第五折弯边;调节脚,置于橱柜本体的下侧;其中,所述背板置于第四折弯边之间。
7.一般的,橱柜本体的两侧采用侧板支撑,能提供的承载性能较低,通过增加立柱提高橱柜本体整体的结构稳定性,通过对侧板、背板、底板的边缘进行弯折,提高侧板、背板、底板的结构强度,且防止侧板、背板、底板的边缘对安装工人的伤害,第一折弯边、第二折弯边、第五折弯边均折弯三次,折弯形成凵形,立柱、横梁通常采用矩形型钢,这会导致立柱、横梁与侧板、背板、底板之间连接不方便,立柱、横梁采用金属板材折弯,第三折弯边、第四折弯边均折弯三次,折弯形成凵形,背板安装时,使横梁的第四折弯边朝向背板,使背板置于第四折弯边之间,背板通过上下两侧的横梁以及左右两侧的侧板进行固定,减少螺栓等紧固件的使用,侧板上左右两侧的第一折弯边与上下两侧的第一折弯边之间具有安装位,将立柱置于安装位中,通过第一折弯边对立柱的左右两侧进行限位,立柱与侧板之间通过螺栓螺母等紧固件连接,安装时第三折弯边朝外,与矩形型钢相比,防止螺栓螺母紧固后使立柱变形影响稳定性,通过调节脚进行调节橱柜本体的水平度,使橱柜本体适于不平整的底面,进一步提高安装后的稳定性,侧板、背板、底板、立柱、横梁采用钢、铝合金、铜合金、钛
合金等金属板材中的一种及以上,橱柜本体的上侧面安装使用大理石、石英石、岩板等装修石材。
8.进一步的,所述橱柜本体还包括:中板,置于橱柜本体的内部,所述中板的四侧设置有第六折弯边;支撑组件,置于侧板与中板之间,所述支撑组件包括固定件、垫块;遮挡板,置于橱柜本体的正面底部;其中,所述垫块与第六折弯边相抵接。
9.通过中板将橱柜本体的内部空间分割呈两部分,提高橱柜本体内空间的利用率,将中板的边缘折弯三次,折弯形成凵形的第六折弯边,提高中板的结构强度以及承载性能,中板通过支撑组件置于橱柜本体中,固定件呈l型,一侧与侧板之间通过螺栓螺母安装连接,另一侧安装垫块,中板可以直接置于垫块上,但是安装结构不稳固容易从支撑组件上滑落,中板也可以通过螺栓穿过第六折弯边与垫块螺纹连接,将中板与支撑组件之间固定,中板安装时将第六折弯边置于中板的下侧与垫块相抵,遮挡板置于橱柜本体的正面底部,对调节脚进行遮挡,提高金属橱柜整体的美观性,垫块采用橡胶、塑料等具有弹性状的材质,且具有一定的防滑性。
10.进一步的,所述横梁包括:第一支撑梁,置于橱柜本体的正面且置于立柱的上端;第二支撑梁,分别置于橱柜本体的正面且置于立柱的下端以及橱柜本体的后侧且置于立柱的上下两端;其中,所述横梁设置有限位部,所述限位部置于沿横梁轴线的两端,所述第二支撑梁的两端设置有第一插接部,所述立柱设置有与第一插接部适配的第一插接孔,所述第一支撑梁的宽度大于第二支撑梁的宽度。
11.横梁包括一个第一支撑梁、三个第二支撑梁,第一支撑梁置于橱柜本体的正面的上端,第一支撑梁的宽度大于第二支撑梁的宽度,第一支撑梁所在位置靠近人体,使用时需要经常承受来自人体的作用力或者其他物体的重力作用,需要具有较高的抗弯性能,通过增加第一支撑梁的宽度增加结构强度,使第一支撑梁的宽度大于第二支撑梁的宽度,限位部通过折弯成型,限位部置于沿横梁轴线的两端,限位部对应于第三折弯边之间的间隙,当橱柜本体的框架搭建好后通过限位部防止橱柜本体倾倒,便于橱柜本体后续的焊接固定,通过第一插接部、第二插接部使立柱与第一支撑梁之间安装方便快捷。
12.进一步的,所述调节脚包括:调节座,置于橱柜本体的下侧且与第二支撑梁相抵,所述调节座的两侧设置有第七折弯边,所述调节座的下端设置有安装部;调节螺纹杆,贯穿通过安装部,所述调节螺纹杆设置有调节螺母,所述调节螺母置于安装部的两侧;支撑部,置于调节螺纹杆的一端,所述支撑部设置有若干凸起,所述凸起置于支撑部的底部;其中,所述调节座设置有第二插接部,所述第二支撑梁设置有与第二插接部适配的第二插接孔。
13.调节座通过金属板材折弯成型,调节座的两侧边缘通过三次折弯形成凵形的第七折弯边,安装部通过折弯成型,安装部折弯后与第七折弯边相抵,提高安装部的结构稳定性,调节螺纹杆贯穿通过安装部,通过调节螺母调节固定在安装部上,支撑部采用橡胶、塑料等具有弹性状的材质,且具有一定的防滑性,支撑部通过加工工艺与调节螺纹杆一体连接,通过凸起提高地面与支撑部之间的接触面积,通过第二插接部与第二插接孔配合,便于调节座与第二支撑梁之间的装配以及焊接时的定位。
14.本技术还提供了一种金属橱柜的加工方法,具体步骤包括:s1:激光切割落料:按照图纸要求选取板材,通过控制激光切割设备切割出侧板坯料、背板坯料、底板坯料、中板坯料、立柱坯料、横梁坯料、调节座坯料;s2:去毛刺:去除完成落料的侧板坯料、背板坯料、
底板坯料、中板坯料、立柱坯料、横梁坯料、调节座坯料的边缘的毛刺;s3:折弯:按照图纸,通过折弯机对完成落料的侧板坯料、背板坯料、底板坯料、中板坯料、立柱坯料、横梁坯料、调节座坯料进行折弯;s4:安装连接:将调节座上的第二插接部与第二插接孔配合,然后对配合的调节座与第二支撑梁之间进行焊接,将调节螺纹杆、调节螺母、支撑部安装于调节座上,将立柱与侧板之间通过螺栓螺母连接,将立柱置于橱柜本体下侧的第二支撑梁上使第一插接部与第一插接孔配合,将橱柜本体上侧的第二支撑梁的第一插接部与第二插接孔配合,再将第一支撑梁安装至橱柜本体上,通过限位部使初步搭建的橱柜本体不易散架;s5:焊接连接:将第一支撑梁、第二支撑梁与两侧的立柱焊接连接;s6:通过连接组件将相邻的橱柜本体之间固定连接。
15.进一步的,所述激光切割设备包括:输送装置,输送金属板材带料移动,所述输送装置包括输送架、端轴、输送带,端轴能够置于输送架上沿输送方向来回移动;支撑板,置于两个端轴之间,且与端轴安装连接,所述支撑板的中间设置有导尘缝隙,所述支撑板设置有若干排列均匀的凹槽;导向壁,置于导尘缝隙两侧与支撑板连接;激光切割装置,能够沿输送方向以及与输送方向垂直的方向来回移动,所述激光切割装置与支撑板安装连接;吹气装置,安装于支撑板上,所述吹气装置连接气泵。
16.通过激光切割设备对带料状的金属板材进行激光切割,根据图纸能够保证连续不断的生产橱柜本体的板材坯料,金属板材通过输送装置输送,输送带、端轴均安装于输送架上,输送带通过驱动装置驱动,支撑板与端轴之间安装连接,使支撑板与端轴能够同时移动,通过对支撑板两侧的输送带施加不同的作用力,使输送带收缩或者伸长,当一侧的输送带的行程收缩,另一侧的输送带的行程伸长,实现对支撑板以及端轴的移动,当输送带移动且两侧的输送带均不进行收缩或者伸长时,实现对金属板材的移动,输送装置上设置若干呈齿形方布的输送辊,输送带卷绕于输送辊上,通过移动输送辊的上下位置实现输送带收缩或者伸长,支撑板与激光切割装置同时移动,保证导尘缝隙与激光切割装置对应,支撑板对进行切割的金属板材进行支撑,通过设置凹槽减少与金属板材之间的接触面积,降低支撑板移动时与金属板材之间的摩擦,当支撑板移动时,金属板材与输送带之间的静摩擦大于支撑板与输送带之间的滑动摩擦,实现金属板材与输送架之间的相对静止状态,保证激光切割时的精度,导向壁呈锥状,小头一端与导尘缝隙连接,加快金属屑的导出,导向壁将金属屑导向集尘槽中,激光切割装置在切割时,辅助气体对金属板材作用,切割后的金属屑在辅助气体的作用下会粘附在切割缝的两侧,通过吹气装置向切割缝的吹气,对将要粘附的金属屑作用,防止金属屑粘附在金属板材的下侧面上。
17.进一步的,所述吹气装置包括:吹气嘴,活动安装于支撑板上且置于导尘缝隙的两侧,所述吹气嘴设置有呈y型的吹气孔;吹气筒体,安装于支撑板上,所述吹气筒体的侧壁设置有导向槽;第一活塞,置于吹气筒体内,且能够沿吹气筒体的轴线方向来回移动,所述第一活塞设置有与导向槽适配的导向块,所述第一活塞设置有充气槽,所述充气槽与吹气筒体的内壁面形成吹气空间,所述气泵与第一活塞连接且与吹气空间连通,所述吹气筒体的内侧壁设置有第一连接孔,所述第一连接孔与吹气孔连接。
18.若干吹气嘴均匀排列且活动安装在支撑板上,分布于导尘缝隙的两侧,通过吹气孔吹出分别作用于切割缝的两侧,呈y型的吹气孔,一侧作用于切割缝另一侧作用向导尘缝隙的下端,加快导尘缝隙中的空气流通,加速导尘缝隙中的金属屑排出,吹气筒体安装于支
撑板上,通过吹气筒体上的第一连接孔连接吹气嘴,气泵与第一活塞之间通过软管连接,且连接于导向块上,通过充气槽与吹气筒体的内壁面形成吹气空间,充气槽与内壁面连接紧密,当气泵向吹气空间中通入气体,气体继续通过与吹气空间连通的第一连接孔通向对应的吹气嘴喷出,第一活塞通过丝杆连接驱动,丝杆与激光切割装置上的激光头之间通过齿轮、带传动、链传动等传动方式连接,使第一活塞的位置始终与激光头的位置相对应,第一活塞移动使对应的吹气孔吹气,实现吹气装置的吹气作用。
19.进一步的,所述吹气嘴的两端设置有推板,推板的一侧与支撑板之间设置复位弹簧,所述吹气筒体的内壁面设置有第二连接孔,所述第二连接孔连接有连接管,所述连接管分别与左侧第一连接孔连接的吹气嘴的左侧推板对应以及与右侧第一连接孔连接的吹气嘴的右侧推板对应,所述连接管设置有呈弹性状的薄膜,所述薄膜常态下与推板分离。
20.第一连接孔与第二连接孔交替设置,第一活塞移动过程中,充气槽包围的第一连接孔与第二连接孔总共有5以上的奇数个,优选的为5个,包括两个第二连接孔与三个第一连接孔或者三个第二连接孔与两个第一连接孔两种情况,连接管连接第二连接孔,当充气槽包围三个第二连接孔与两个第一连接孔时,第一连接孔两侧的第二连接孔通入气体,气压对薄膜作用同时使吹气嘴两侧的推板受力平衡,此时吹气嘴不进行转动,当充气槽包围两个第二连接孔与三个第一连接孔时,位于左侧的第一连接孔受其右侧的第一连接孔对应的薄膜作用使对应的吹气嘴向有转动,位于右侧的第一连接孔对应的吹气嘴向左转动,位于中间的第一连接孔对应的吹气嘴不发生转动,通过转动吹气嘴增加对金属屑的两侧阻挡作用,防止部分金属屑向沿着吹气筒体轴线方向排出后又继续粘附在金属板材上,通过两个第一连接孔和三个第一连接孔交替吹气,进一步有效的降低金属屑粘附于金属板材上,不同连接管之间不相互连通。
21.第一连接孔与第二连接孔也可以并列设置,第一活塞移动过程中,充气槽包围的第一连接孔与第二连接孔总共有4个,包括三个第一连接孔与一个第二连接孔,中间的第一连接孔对应的吹气嘴两侧的推板受力平衡,此时对应吹气嘴不进行转动,两侧的第一连接孔对应的吹气嘴向中间偏转转动,防止金属屑粘附于金属板材上,随着第一活塞的移动会出现充气槽包围的两个完整的第一连接孔与连个不完整的第一连接孔以及两个不完整的第二连接孔,此时四个第一连接孔对应的吹气嘴均向中间偏转,防止金属屑粘附于金属板材上,第一连接孔与第二连接孔的并列设置与交替设置相比,保证了侧向始终具有吹气,提高对侧向金属屑的阻挡作用。
22.进一步的,所述激光切割设备的切割步骤包括纵向切割、横向切割:纵向切割:与输送装置的输送方向垂直,纵向切割时输送带停止驱动,通过驱动激光切割装置使激光切割头纵向移动对金属板材进行切割,此时第一活塞与激光切割头同步移动,通过吹气嘴吹出的气流作用于激光切割头切割位置的金属板材的下侧面;横向切割:与输送装置的输送方向平行,横向切割时通过输送带驱动使端轴移动,驱动支撑板移动,且保证板材与输送架之间相对静止,通过驱动激光切割装置使激光切割头横向移动对金属板材进行切割,且第一活塞与激光切割头的位置相对应,通过吹气嘴吹出的气流作用于激光切割头切割位置的金属板材的下侧面;其中,当激光切割设备完成当前切割工作后,通过输送带驱动,使支撑板两侧的输送带移动方向方向相同,驱动金属板材以及切割的落料移动,并将金属板材待切割的部位移动至激光切割装置的工作区间,落料随着金属板材的加工铸件移动至输送装
置的末端,进行收集。
23.通过横向切割和竖向切割的进行连续不断切割,可将金属橱柜需要的坯料从金属板材上一次性切割下来,且通过输送带、端轴、支撑板的作用,可以从金属板材上不断的切割下坯料,提高加工效率,且保证具有较高的精度,通过横向切割和竖向切割同时作用还能实现斜向切割、弧线切割或者其他较复杂的曲线切割等,实现较多的切割功能。
24.本技术的有益效果是:
25.1、通过金属橱柜的侧板、背板、底板、立柱、横梁、中板、调节安装座通过第一折弯边、第二折弯边、第三折弯边、第四折弯边、第五折弯部、第六折弯边、第七折弯边提高各个部件的结构强度,且立柱与侧板之间通过紧固件连接,并通过第一插接部与第一插接孔配合将立柱与横梁之间连接,提高装配速度,通过横梁的限位部对立柱进行限制,使初步搭建的橱柜本体不易散架,便于后续横梁的焊接。
26.2、金属橱柜的侧板、背板、底板、立柱、横梁、中板、调节安装座均通过激光切割设备进行激光切割,采用金属板材卷料,实现连续不断的切割生产,纵向切割时切割方向与输送装置的输送方向垂直,驱动激光切割装置使激光切割头纵向移动对金属板材进行切割,横向切割时与输送装置的输送方向平行,激光切割装置沿着输送方向来回移动,同时控制输送带收缩或者伸长使支撑板以及端轴移动,使导尘缝隙与激光切割头对应,输送带沿x轴方向移动。
27.3、第一活塞上设置的充气槽与吹气筒体之间形成吹气空间,且连接气泵,通过气泵输送气体,使吹气空间内具有一定的压强,通过与吹气空间连接的第一连接孔将气体导向吹气嘴,通过吹气嘴上的吹气孔将气体吹向激光切割头进行激光切割的位置附近的金属板材上,然后继续使气流沿金属板材下侧面吹向切割位置,防止切割时从金属板材上切割掉落的金属屑粘附在金属板材的切割缝的两侧,提高金属板材的切割质量以及切割精度。
28.4、通过在第一连接孔的两侧设置第二连接孔,并设置连接管,使第一连接孔对应的吹气嘴右侧的推板与其左侧的连接管对应,使吹气嘴左侧的推板与其右侧的连接管对应,当第一连接孔两侧的第二连接孔均置于吹气空间中时吹气嘴不发生转动,当第一连接孔的右侧的第二连接孔置于吹气空间中,左侧的第二连接孔置于吹气空间外时,第一连接孔对应的吹气嘴向右转,当第一连接孔的左侧的第二连接孔置于吹气空间中,右侧的第二连接孔置于吹气空间外时,第一连接孔对应的吹气嘴向左转,通过偏转的吹气嘴对切割位置作用,当金属屑沿金属板材输送方向垂直的方向上吹出,通过偏转的吹气嘴作用,防止金属屑沿这个方向吹出后粘附于没有吹气作用的金属板材上,保证具有较高的切割质量以及切割精度。
附图说明
29.图1为本技术的金属橱柜的结构示意图;
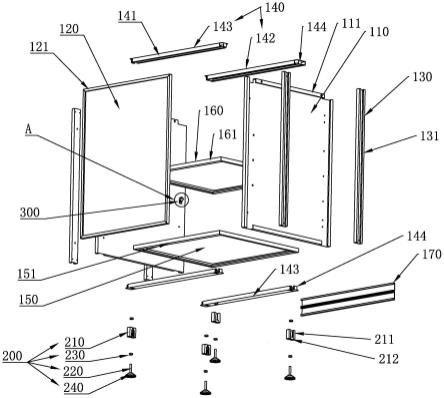
30.图2为本技术的橱柜本体的后视轴侧爆炸图;
31.图3为本技术的调节座、第二支撑梁、立柱之间的结构示意图;
32.图4为本技术的图2的a处的结构示意图;
33.图5为本技术的激光切割设备的结构示意图;
34.图6为本技术的支撑板的俯视结构示意图;
35.图7为本技术的图5的b的结构示意图;
36.图8为本技术的吹气筒体的结构示意图;
37.图9为本技术的图8的c处的结构示意图;
38.图10为本技术的第一活塞的结构示意图;
39.图11为本技术的加强层的正视结构示意图;
40.图12为本技术的加强层的轴侧图;
41.图13为本技术的焊接装置的结构示意图;
42.图14为本技术的具体实施例4的支撑组件的结构示意图;
43.图15为本技术的具体实施例4的连接组件的结构示意图;
44.图中附图标记,100、橱柜本体;110、侧板;111、第一折弯边;120、背板;121、第二折弯边;130、立柱;131、第三折弯边;132、第一插接孔;140、横梁;141、第四折弯边;142、第一支撑梁;143、第二支撑梁;144、限位部;145、第一插接部;146、第二插接孔;150、底板;151、第五折弯边;160、中板;161、第六折弯边;162、支撑孔;170、遮挡板;200、调节脚;210、调节座;211、第七折弯边;212、安装部;213、第二插接部;220、调节螺纹杆;230、调节螺母;240、支撑部;300、支撑组件;310、固定件;320、垫块;330、支撑螺母;340、支撑螺栓;400、激光切割设备;410、输送装置;411、输送架;412、端轴;413、输送带;420、支撑板;421、导尘缝隙;422、导向壁;423、凹槽;430、激光切割装置;440、活动辊;500、吹气装置;501、吹气空间;510、气泵;520、吹气嘴;521、吹气孔;522、推板;530、吹气筒体;531、导向槽;532、第一连接孔;533、第二连接孔;540、第一活塞;541、导向块;542、充气槽;550、连接管;560、复位弹簧;570、薄膜;600、加强层;601、第一抵接部;602、第二抵接部;603、网眼;610、封装板;620、焊接坯料;700、焊接装置;710、上导辊;720、下导辊;730、上气缸;740、下气缸;750、上焊接头;760、下焊接头;800、连接组件;810、安装连接孔;820、连接螺母;830、锁紧螺栓;831、活动槽;840、活动板;850、压缩弹簧;860、连接螺栓。
具体实施方式
45.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员获得的所有其他实施例,都属于本技术保护的范围。
46.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
47.下面结合附图,通过具体的实施例及其应用场景对本技术实施例提供的便携式服务器进行详细地说明。
48.实施例1:
49.如图1-图4所示,本技术实施例提供了一种金属橱柜,包括若干橱柜本体100相互拼接,所述橱柜本体100包括:侧板110,置于橱柜本体100的两侧,所述侧板110的四侧设置
有第一折弯边111;背板120,置于橱柜本体100的后侧,所述背板120的四侧设置有第二折弯边121;立柱130,置于侧板110的外侧面,所述立柱130的两侧设置有第三折弯边131;横梁140,置于立柱130的上下两端,所述横梁140的两侧设置有第四折弯边141;底板150,置于橱柜本体100的下侧且置于横梁140上,所述底板150的四侧设置有第五折弯边151;调节脚200,置于橱柜本体100的下侧;其中,所述背板120置于第四折弯边141之间。
50.进一步的,所述橱柜本体100还包括:中板160,置于橱柜本体100的内部,所述中板160的四侧设置有第六折弯边161;支撑组件300,置于侧板110与中板160之间,所述支撑组件300包括固定件310、垫块320;遮挡板170,置于橱柜本体100的正面底部;其中,所述垫块320与第六折弯边161相抵接。
51.进一步的,所述横梁140包括:第一支撑梁142,置于橱柜本体100的正面且置于立柱130的上端;第二支撑梁143,分别置于橱柜本体100的正面且置于立柱130的下端以及橱柜本体100的后侧且置于立柱130的上下两端;其中,所述横梁140设置有限位部144,所述限位部144置于沿横梁140轴线的两端,所述第二支撑梁143的两端设置有第一插接部145,所述立柱130设置有与第一插接部145适配的第一插接孔132,所述第一支撑梁142的宽度大于第二支撑梁143的宽度。
52.进一步的,所述调节脚200包括:调节座210,置于橱柜本体100的下侧且与第二支撑梁143相抵,所述调节座210的两侧设置有第七折弯边211,所述调节座210的下端设置有安装部212;调节螺纹杆220,贯穿通过安装部212,所述调节螺纹杆220设置有调节螺母230,所述调节螺母230置于安装部212的两侧;支撑部240,置于调节螺纹杆220的一端,所述支撑部240设置有若干凸起,所述凸起置于支撑部240的底部;其中,所述调节座210设置有第二插接部213,所述第二支撑梁143设置有与第二插接部213适配的第二插接孔146。
53.一般的,橱柜本体100的两侧采用侧板110支撑,能提供的承载性能较低,通过增加立柱130提高橱柜本体100整体的结构稳定性,通过对侧板110、背板120、底板150的边缘进行弯折,提高侧板110、背板120、底板150的结构强度,且防止侧板110、背板120、底板150的边缘对安装工人的伤害,第一折弯边111、第二折弯边121、第五折弯边151均折弯三次,折弯形成凵形,立柱130、横梁140通常采用矩形型钢,这会导致立柱130、横梁140与侧板110、背板120、底板150之间连接不方便,立柱130、横梁140采用金属板材折弯,第三折弯边131、第四折弯边141均折弯三次,折弯形成凵形,背板120安装时,使横梁140的第四折弯边141朝向背板120,使背板120置于第四折弯边141之间,背板120通过上下两侧的横梁140以及左右两侧的侧板110进行固定,减少螺栓等紧固件的使用,侧板110上左右两侧的第一折弯边111与上下两侧的第一折弯边111之间具有安装位,将立柱130置于安装位中,通过第一折弯边111对立柱130的左右两侧进行限位,立柱130与侧板110之间通过螺栓螺母等紧固件连接,安装时第三折弯边131朝外,与矩形型钢相比,防止螺栓螺母紧固后使立柱130变形影响稳定性,通过调节脚200进行调节橱柜本体100的水平度,使橱柜本体100适于不平整的底面,进一步提高安装后的稳定性,侧板110、背板120、底板150、立柱130、横梁140采用钢、铝合金、铜合金、钛合金等金属板材中的一种及以上,橱柜本体100的上侧面安装使用大理石、石英石、岩板等装修石材。
54.通过中板160将橱柜本体100的内部空间分割呈两部分,提高橱柜本体100内空间的利用率,将中板160的边缘折弯三次,折弯形成凵形的第六折弯边161,提高中板160的结
构强度以及承载性能,中板160通过支撑组件300置于橱柜本体100中,固定件310呈l型,一侧与侧板110之间通过螺栓螺母安装连接,另一侧安装垫块320,中板160可以直接置于垫块320上,但是安装结构不稳固容易从支撑组件300上滑落,中板160也可以通过螺栓穿过第六折弯边161与垫块320螺纹连接,将中板160与支撑组件300之间固定,中板160安装时将第六折弯边161置于中板160的下侧与垫块320相抵,遮挡板170置于橱柜本体100的正面底部,对调节脚200进行遮挡,提高金属橱柜整体的美观性,垫块320采用橡胶、塑料等具有弹性状的材质,且具有一定的防滑性。
55.横梁140包括一个第一支撑梁142、三个第二支撑梁143,第一支撑梁142置于橱柜本体100的正面的上端,第一支撑梁142的宽度大于第二支撑梁143的宽度,第一支撑梁142所在位置靠近人体,使用时需要经常承受来自人体的作用力或者其他物体的重力作用,需要具有较高的抗弯性能,通过增加第一支撑梁142的宽度增加结构强度,使第一支撑梁142的宽度大于第二支撑梁143的宽度,限位部144通过折弯成型,限位部144置于沿横梁140轴线的两端,限位部144对应于第三折弯边131之间的间隙,当橱柜本体100的框架搭建好后通过限位部144防止橱柜本体100倾倒,便于橱柜本体100后续的焊接固定,通过第一插接部145、第二插接部213使立柱130与第一支撑梁142之间安装方便快捷。
56.调节座210通过金属板材折弯成型,调节座210的两侧边缘通过三次折弯形成凵形的第七折弯边211,安装部212通过折弯成型,安装部212折弯后与第七折弯边211相抵,提高安装部212的结构稳定性,调节螺纹杆220贯穿通过安装部212,通过调节螺母230调节固定在安装部212上,支撑部240采用橡胶、塑料等具有弹性状的材质,且具有一定的防滑性,支撑部240通过加工工艺与调节螺纹杆220一体连接,通过凸起提高地面与支撑部240之间的接触面积,通过第二插接部213与第二插接孔146配合,便于调节座210与第二支撑梁143之间的装配以及焊接时的定位。
57.实施例2:
58.如图5-图10所示,本技术还提供了一种金属橱柜的加工方法,具体步骤包括:s1:激光切割落料:按照图纸要求选取板材,通过控制激光切割设备400切割出侧板110坯料、背板120坯料、底板150坯料、中板160坯料、立柱130坯料、横梁140坯料、调节座210坯料;s2:去毛刺:去除完成落料的侧板110坯料、背板120坯料、底板150坯料、中板160坯料、立柱130坯料、横梁140坯料、调节座210坯料的边缘的毛刺;s3:折弯:按照图纸,通过折弯机对完成落料的侧板110坯料、背板120坯料、底板150坯料、中板160坯料、立柱130坯料、横梁140坯料、调节座210坯料进行折弯;s4:安装连接:将调节座210上的第二插接部213与第二插接孔146配合,然后对配合的调节座210与第二支撑梁143之间进行焊接,将调节螺纹杆220、调节螺母230、支撑部240安装于调节座210上,将立柱130与侧板110之间通过螺栓螺母连接,将立柱130置于橱柜本体100下侧的第二支撑梁143上使第一插接部145与第一插接孔132配合,将橱柜本体100上侧的第二支撑梁143的第一插接部145与第二插接孔146配合,再将第一支撑梁142安装至橱柜本体100上,通过限位部144使初步搭建的橱柜本体100不易散架;s5:焊接连接:将第一支撑梁142、第二支撑梁143与两侧的立柱130焊接连接;s6:通过连接组件800将相邻的橱柜本体100之间固定连接。
59.进一步的,所述激光切割设备400包括:输送装置410,输送金属板材带料移动,所述输送装置410包括输送架411、端轴412、输送带413,端轴412能够置于输送架411上沿输送
方向来回移动;支撑板420,置于两个端轴412之间,且与端轴412安装连接,所述支撑板420的中间设置有导尘缝隙421,所述支撑板420设置有若干排列均匀的凹槽423;导向壁422,置于导尘缝隙421两侧与支撑板420连接;激光切割装置430,能够沿输送方向以及与输送方向垂直的方向来回移动,所述激光切割装置430与支撑板420安装连接;吹气装置500,安装于支撑板420上,所述吹气装置500连接气泵510。
60.进一步的,所述吹气装置500包括:吹气嘴520,活动安装于支撑板420上且置于导尘缝隙421的两侧,所述吹气嘴520设置有呈y型的吹气孔521;吹气筒体530,安装于支撑板420上,所述吹气筒体530的侧壁设置有导向槽531;第一活塞540,置于吹气筒体530内,且能够沿吹气筒体530的轴线方向来回移动,所述第一活塞540设置有与导向槽531适配的导向块541,所述第一活塞540设置有充气槽542,所述充气槽542与吹气筒体530的内壁面形成吹气空间501,所述气泵510与第一活塞540连接且与吹气空间501连通,所述吹气筒体530的内侧壁设置有第一连接孔532,所述第一连接孔532与吹气孔521连接。
61.进一步的,所述吹气嘴520的两端设置有推板522,推板522的一侧与支撑板420之间设置复位弹簧560,所述吹气筒体530的内壁面设置有第二连接孔533,所述第二连接孔533连接有连接管550,所述连接管550分别与左侧第一连接孔532连接的吹气嘴520的左侧推板522对应以及与右侧第一连接孔532连接的吹气嘴520的右侧推板522对应,所述连接管550设置有呈弹性状的薄膜570,所述薄膜570常态下与推板522分离。
62.进一步的,所述激光切割设备400的切割步骤包括纵向切割、横向切割:纵向切割:与输送装置410的输送方向垂直,纵向切割时输送带413停止驱动,通过驱动激光切割装置430使激光切割头纵向移动对金属板材进行切割,此时第一活塞540与激光切割头同步移动,通过吹气嘴520吹出的气流作用于激光切割头切割位置的金属板材的下侧面;横向切割:与输送装置410的输送方向平行,横向切割时通过输送带413驱动使端轴412移动,驱动支撑板420移动,且保证板材与输送架411之间相对静止,通过驱动激光切割装置430使激光切割头横向移动对金属板材进行切割,且第一活塞540与激光切割头的位置相对应,通过吹气嘴520吹出的气流作用于激光切割头切割位置的金属板材的下侧面;其中,当激光切割设备400完成当前切割工作后,通过输送带413驱动,使支撑板420两侧的输送带413移动方向方向相同,驱动金属板材以及切割的落料移动,并将金属板材待切割的部位移动至激光切割装置430的工作区间,落料随着金属板材的加工铸件移动至输送装置410的末端,进行收集。
63.通过激光切割设备400对带料状的金属板材进行激光切割,根据图纸能够保证连续不断的生产橱柜本体100的板材坯料,金属板材通过输送装置410输送,输送带413、端轴412均安装于输送架411上,输送带413通过驱动装置驱动,支撑板420与端轴412之间安装连接,使支撑板420与端轴412能够同时移动,通过对支撑板420两侧的输送带413施加不同的作用力,使输送带413收缩或者伸长,当一侧的输送带413的行程收缩,另一侧的输送带413的行程伸长,实现对支撑板420以及端轴412的移动,当输送带413移动且两侧的输送带413均不进行收缩或者伸长时,实现对金属板材的移动,输送装置410上设置若干呈齿形方布的输送辊,输送带413卷绕于输送辊上,通过移动输送辊的上下位置实现输送带413收缩或者伸长,支撑板420与激光切割装置430同时移动,保证导尘缝隙421与激光切割装置430对应,支撑板420对进行切割的金属板材进行支撑,通过设置凹槽423减少与金属板材之间的接触
面积,降低支撑板420移动时与金属板材之间的摩擦,当支撑板420移动时,金属板材与输送带413之间的静摩擦大于支撑板420与输送带413之间的滑动摩擦,实现金属板材与输送架411之间的相对静止状态,保证激光切割时的精度,导向壁422呈锥状,小头一端与导尘缝隙421连接,加快金属屑的导出,导向壁422将金属屑导向集尘槽中,激光切割装置430在切割时,辅助气体对金属板材作用,切割后的金属屑在辅助气体的作用下会粘附在切割缝的两侧,通过吹气装置500向切割缝的吹气,对将要粘附的金属屑作用,防止金属屑粘附在金属板材的下侧面上。
64.若干吹气嘴520均匀排列且活动安装在支撑板420上,分布于导尘缝隙421的两侧,通过吹气孔521吹出分别作用于切割缝的两侧,呈y型的吹气孔521,一侧作用于切割缝另一侧作用向导尘缝隙421的下端,加快导尘缝隙421中的空气流通,加速导尘缝隙421中的金属屑排出,吹气筒体530安装于支撑板420上,通过吹气筒体530上的第一连接孔532连接吹气嘴520,气泵510与第一活塞540之间通过软管连接,且连接于导向块541上,通过充气槽542与吹气筒体530的内壁面形成吹气空间501,充气槽542与内壁面连接紧密,当气泵510向吹气空间501中通入气体,气体继续通过与吹气空间501连通的第一连接孔532通向对应的吹气嘴520喷出,第一活塞540通过丝杆连接驱动,丝杆与激光切割装置430上的激光头之间通过齿轮、带传动、链传动等传动方式连接,使第一活塞540的位置始终与激光头的位置相对应,第一活塞540移动使对应的吹气孔521吹气,实现吹气装置500的吹气作用。
65.本实施例中吹气嘴的位置不变,但是也可以减少吹气嘴的安装数量,采用将吹气嘴安装于第一活塞上,使吹气嘴与第一活塞同时移动,但是这会破坏导尘缝隙的结构,导致金属屑不易收集。
66.第一连接孔532与第二连接孔533交替设置,第一活塞540移动过程中,充气槽542包围的第一连接孔532与第二连接孔533总共有5以上的奇数个,优选的为5个,包括两个第二连接孔533与三个第一连接孔532或者三个第二连接孔533与两个第一连接孔532两种情况,连接管550连接第二连接孔533,当充气槽542包围三个第二连接孔533与两个第一连接孔532时,第一连接孔532两侧的第二连接孔533通入气体,气压对薄膜570作用同时使吹气嘴520两侧的推板522受力平衡,此时吹气嘴520不进行转动,当充气槽542包围两个第二连接孔533与三个第一连接孔532时,位于左侧的第一连接孔532受其右侧的第一连接孔532对应的薄膜570作用使对应的吹气嘴520向有转动,位于右侧的第一连接孔532对应的吹气嘴520向左转动,位于中间的第一连接孔532对应的吹气嘴520不发生转动,通过转动吹气嘴520增加对金属屑的两侧阻挡作用,防止部分金属屑向沿着吹气筒体530轴线方向排出后又继续粘附在金属板材上,通过两个第一连接孔532和三个第一连接孔532交替吹气,进一步有效的降低金属屑粘附于金属板材上,不同连接管550之间不相互连通。
67.第一连接孔532与第二连接孔533也可以并列设置,第一活塞540移动过程中,充气槽542包围的第一连接孔532与第二连接孔533总共有4个,包括三个第一连接孔532与一个第二连接孔533,中间的第一连接孔532对应的吹气嘴520两侧的推板522受力平衡,此时对应吹气嘴520不进行转动,两侧的第一连接孔532对应的吹气嘴520向中间偏转转动,防止金属屑粘附于金属板材上,随着第一活塞540的移动会出现充气槽542包围的两个完整的第一连接孔532与连个不完整的第一连接孔532以及两个不完整的第二连接孔533,此时四个第一连接孔532对应的吹气嘴520均向中间偏转,防止金属屑粘附于金属板材上,第一连接孔
532与第二连接孔533的并列设置与交替设置相比,保证了侧向始终具有吹气,提高对侧向金属屑的阻挡作用。
68.通过横向切割和竖向切割的进行连续不断切割,可将金属橱柜需要的坯料从金属板材上一次性切割下来,且通过输送带413、端轴412、支撑板420的作用,可以从金属板材上不断的切割下坯料,提高加工效率,且保证具有较高的精度,通过横向切割和竖向切割同时作用还能实现斜向切割、弧线切割或者其他较复杂的曲线切割等,实现较多的切割功能。
69.激光切割设备设置有活动辊,通过活动辊移动,实现输送带行程的改变,改变输送带与金属板材的接触面积,使一侧的输送带与与金属板材的接触面积变小,另一侧的输送带与与金属板材的接触面积变大,进而实现驱动支撑板移动。
70.实施例3:
71.如图11、图12所示,本技术实施例还提供了一种金属橱柜,除了包括上述技术特征,所述橱柜本体100设置有加强层600,所述加强层600分别置于侧板110、背板120、底板150、中板160的一侧,所述加强层600的另一侧设置有封装板610,所述加强层600包括若干呈正六边形状的网眼603,所述加强层600设置有第一抵接部601,横向网眼603之间通过第一抵接部601连接,所述加强层600设置有第二抵接部602,纵向网眼603之间通过第二抵接部602连接。
72.加强层600采用一体结构,加强层600通过第一抵接部601与侧板110、背板120、底板150、中板160焊接,然后将封装板610与第二抵接部602相抵,封装板610与侧板110、背板120、底板150、中板160的折弯边焊接,通过加强层600进一步提高橱柜本体100的结构强度,提高侧板110、背板120、底板150、中板160的承载性能,第一抵接部601在俯视方向呈x型,第二抵接部602在主视方向呈桥状结构。
73.实施例4:
74.如图1、图13-图15所示,本技术实施例提供了一种金属橱柜,除了包括上述技术特征,通过焊接装置700对切割落料的侧板110坯料、背板120坯料、底板150坯料、中板160坯料与加强层600以及封装板610焊接,所述焊接装置700包括:上导辊710、下导辊720、驱动上导辊710移动到上气缸730、驱动下导辊720移动的下气缸740、上焊接头750、下焊接头760。
75.前实施例中封装板610与加强层600的连接紧密度还有欠缺,可以通过焊接装置700在切割落料的板材折弯前将加强层600分别与侧板110坯料、背板120坯料、底板150坯料、中板160坯料以及对应的封装板610焊接,折弯边的结构内也焊接有加强层600,进一步提高完成折弯后的侧板110、背板120、底板150、中板160的结构强度以及连接紧密性,折弯前在对应的折弯边上焊接加强层600,且需要保证折弯边的折弯,该加强层600具有一列完整的网眼603,焊接步骤中将侧板110坯料、背板120坯料、底板150坯料、中板160坯料统称为焊接坯料620。
76.焊接步骤包括:将加强层600置于焊接坯料620与封装板610之间,将焊接坯料620绕于上导辊710,封装板610绕于下导辊720,焊接时通过上气缸730驱动上导辊710移动伸出使加强层600的第一抵接部601与焊接坯料620相抵,通过下气缸740驱动下导辊720移动伸出使加强层600的第二抵接部602与封装板610相抵,上焊接头750置于加强层600的上侧,下焊接头760置于加强层600的下侧,第一气缸与第二气缸交替伸出,通过上焊接头750焊接第二抵接部602与封装板610的抵接位置,通过下焊接头760焊接第一抵接部601与焊接坯料
620的抵接位置,第一焊接头与第二焊接头交替焊接,提高焊接坯料620、加强层600、封装板610之间的连接紧密性。
77.所述中板160设置有支撑孔162,所述支撑孔162与垫块320相对应,所述支撑孔162与对应的网眼603的轴线相同,所述中板160设置有与支撑孔162对应的支撑螺母330,且所述支撑螺母330与对应的网眼603适配,所述支撑组件300设置有与支撑螺栓340。
78.一般的,中板160与支撑组件300之间通过螺栓螺母连接,螺栓的上端从中板160的上侧伸出,螺栓的下侧从固定件310的下侧伸出,此结构影响美观且在使用中容易发生磕碰,折弯边与封装板610之间具有开口,支撑螺母330安装时从开口处安装进入并安装于对应的网眼603中,通过第一抵接部601限制支撑螺母330转动,然后支撑螺栓340从固定件310的下端贯穿通过固定件310、垫块320与支撑螺母330配合,支撑螺栓340转动时支撑螺母330通过网眼603限制其转动,使支撑螺栓340与支撑螺母330连接紧固,保证中板160与支撑组件300之间的紧密结合,通过支撑螺母330、支撑螺栓340的这种隐藏式的安装结构,提高橱柜本体100内部的美观以及使用时的稳定性,防止拿取橱柜本体100中的物品时与凸起的螺栓螺母磕碰。
79.所述橱柜本体100之间通过连接组件800安装连接,所述连接组件800包括:安装连接孔810,置于侧板110以及第一折弯边111上,且两个安装连接孔810轴线相同,所述安装连接孔810与第一折弯边111上对应的网眼603的轴线相同;连接螺母820,置于与安装连接孔810对应的网眼603中;锁紧螺栓830,与连接螺母820螺纹连接,所述锁紧螺栓830设置有活动槽831;活动板840,活动连接于锁紧螺栓830上;压缩弹簧850,置于活动板840与连接螺母820之间;连接螺栓860,与连接螺母820适配。
80.一般的,对于两个侧板110相邻的橱柜本体100之间的连接通过普通的螺栓螺母安装连接,但是会存在螺栓的端部凸出一端,影响美观以及使用安全性,通过连接螺母820与连接螺栓860提高美观以及安全性,连接螺母820安装前与锁紧螺栓830配合,将连接螺母820通过第一折弯边111与对应的网眼603配合,螺丝刀通过安装连接孔810将锁紧螺栓830与连接螺母820分离,通过活动槽831使锁紧螺栓830与活动板840活动连接,在压缩弹簧850的作用下将缩紧螺栓的一端顶入安装连接孔810中,使活动板840与封装板610相抵,将连接螺母820稳定置于网眼603中并对连接螺母820绕轴线转动进行限制,连接螺栓860通过另一个橱柜本体100的安装连接孔810贯穿通过且与连接螺母820螺纹连接,将连接螺栓860与连接螺母820稳定配合后使两个相邻的橱柜本体100之间连接稳固,且螺栓的凸出部分较少,保证橱柜本体100的美观且保证从橱柜本体100中存取的便捷性以及安全性,连接组件800相对于支撑螺母330与支撑螺栓340的结构,提高连接螺母820与连接螺栓860拧紧时的稳定性。
81.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。此外,需要指出的是,本技术实施方式中的方法和装置的范围不限按示出或讨论的顺序来执行功能,还可包括根据所涉及的功能按基本同时的方式或按相反的顺序来执行功能,例如,可以按不同于所描述的次序
来执行所描述的方法,并且还可以添加、省去、或组合各种步骤。另外,参照某些示例所描述的特征可在其他示例中被组合。
82.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
