1.本说明书一个或多个实施例涉及变形测量检测技术领域,尤其涉及一种基于变色涂料的散斑的制备装置及方法。
背景技术:
2.近年来随着汽车轻量化的推进和国家产业政策的支持,热成型钢、铝镁合金、塑料等轻质材料由于降重效果显著,在汽车上的用量不断增加。其中涉及到汽车零件冲压成形、强度耐久、碰撞安全等方面计算时,需要开展准静态拉伸、高速拉伸、成形极限曲线(flc)和断裂失效曲线(gissmo)等试验,表征材料在不同应变状态和应变速率下的变形和失效行为,试验数据导入软件开展汽车零件cae分析,因此测量数据的准确性直接决定了cae分析精度。
3.当前各类测量试验中,对于材料应变的测量,大多已经采用非接触式的数字图像相关测量技术(dic:digital image correlation)代替传统的引伸计测量、卡尺测量、蚀刻网格测量等方式,在测量中几乎不影响待检样品本身的性质,具有全场测量的特性,能够全面获取构件和材料的位移、应变等信息,在精确应变测量中有广泛应用。dic测量技术原理是通过分析附着在材料表面的散斑在变形前后的相关性来确定过程中材料的变形特征。因此,散斑作为dic测量技术的反映构件和材料变形的关键特征,其质量的好坏将直接影响测量结果的准确性,因此高质量的散斑在测量中起着十分重要的作用。
4.关于散斑的制备,当前最常用的方法是人工喷涂法:即有制样人员手持自喷漆等制斑器材对材料表面进行人工喷涂处理,这样得到的散斑尺寸较大,无法满足微小变形的测量需求,同时由于散斑质量的不稳定性,导致往往因为某几个散斑尺寸过大,导致出现废样,较高的废样率导致制样的效率过低。为了解决相关问题,在审专利cn112014181a中提出一种采用激光灼烧的方法,在已喷涂黑漆涂层的材料上在指定位置上去除涂层,形成多个微小的通孔,作为散斑的斑点,该方法大幅提升了制样效率及制样精度,但激光灼烧时对待检材料样品会产生一定量的热输入,有可能会对材料性能产生影响;在审专利cn109458943a中提出一种预先在聚乙烯膜及类似的膜类上通过激光开微孔后,贴覆于材料表面开展喷涂制样,随后去掉聚乙烯膜,该方法类似前述方法,但在喷涂后,去掉聚乙烯膜时,会带走部分已喷涂好的底漆,甚至损坏基材表面;在审专利cn113504110a中提出基于标准散斑贴纸的散斑制备方法,大幅提升了制备效率和制备质量一致性,但在材料发生大应变时贴纸可能会与基材产生滑动,甚至脱离的现象。
技术实现要素:
5.鉴于此,本说明书一个或多个实施例的目的在于提出一种基于变色涂料的散斑的制备装置及方法,保证了不同样品间散斑的一致性,排除了样品间因散斑不一致造成的干扰。
6.第一方面,提供了一种基于变色涂料的散斑的制备装置,包括:制备平台以及位于
所述制备平台正上方的光照装置;其中,
7.所述制备平台包括可升降的外平台以及内平台,所述外平台上开设有供所述内平台穿过的让位空间;
8.所述光照装置包括:间距可调的光照工装和光源固定座;所述光照工装上密布有多个通孔,所述光源固定座上倒立式设置有朝向所述多个通孔的光源组件;
9.所述内平台升至第一设定位置时,所述内平台位于所述让位空间内部,且所述内平台与所述外平台相距设定落差;
10.所述内平台和所述外平台同步升至第二设定位置时,所述外平台与所述光照工装的底面相互贴合。
11.以上描述中,采用光照致局部涂料变色形成散斑的方法,代替人工喷涂散斑,解决了人工喷涂法得到散斑尺寸较大而无法满足微小变形的测量需求、废样率高导致制样效率低等问题。
12.在一个具体的可实施方案中,所述外平台和所述内平台均由升降机构驱动独立升降和/或同步升降。
13.在一个具体的可实施方案中,所述光照工装和所述光源固定座之间通过分布在四角的锁紧支杆连接,且所述锁紧支杆的两端均螺纹连接有螺母。
14.在一个具体的可实施方案中,每个通孔的直径在20~30μm之间,且任意相邻的两个通孔之间的间距小于或等于150μm。
15.在一个具体的可实施方案中,所述多个通孔的分布密度占所述光照工装的60%~80%。
16.在一个具体的可实施方案中,所述光源组件包括:排列分布的多个光源;
17.所述多个光源强光照射所述光照工装区域的多个通孔。
18.在一个具体的可实施方案中,所述制备装置还包括有操作面板,所述操作面板控制所述升降机构对应升降、控制所述多个光源以设定照射半径持续性开启设定时长。
19.在一个具体的可实施方案中,所述设定时长为:所述操作面板控制所述多个光源开启1~5min。
20.在一个具体的可实施方案中,所述设定落差为:所述内平台的上表面与所述外平台的上表面相距0.1mm~0.5mm的落差距离。
21.第二方面,提供了一种基于变色涂料的散斑的制备方法,其特征在于,该方法包括以下步骤:
22.使用一种颜色的有机硅组合物类或有机超分子类不可逆光致变色涂料作为底漆,对待检样品单面喷涂,喷涂完毕后静置,直至完全晾干;
23.将所述待检样品放置在内平台,升降机构独立驱动所述内平台升至与外平台存在设定落差的第一设定位置;
24.所述升降机构同步驱动所述内平台和所述外平台上升,直至升到所述外平台与光照工装的底面相互贴合的第二设定位置;
25.启动多个光源进行高强度光照设定时长,在待检样品上形成多个另外一种颜色的散斑;
26.所述升降机构同步驱动所述外平台和所述内平台下降,静置至所述待检样品表面
完全干燥后取出所述待检样品。
27.采用以上方法,保证了散斑与材料在变形过程中完全一致,同时也不会对材料表面和基体性能产生任何影响,保证了不同样品间散斑的一致性,排除了样品间因散斑不一致造成的干扰。
附图说明
28.为了更清楚地说明本说明书一个或多个实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书一个或多个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
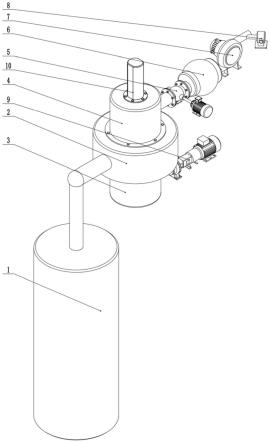
29.图1为本技术实施例提供的基于变色涂料的散斑的制备装置结构示意图;
30.图2为本技术实施例提供的光照工装的结构示意图;
31.图3为本技术实施例提供的待检样品光照散斑后的示意图;
32.图4为本技术实施例提供的基于变色涂料的散斑的制备方法流程图。
具体实施方式
33.为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本公开进一步详细说明。
34.需要说明的是,除非另外定义,本说明书一个或多个实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本说明书一个或多个实施例中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
35.为方便理解本技术实施例提供的基于变色涂料的散斑的制备装置及方法,首先说明一下其应用场景,该制备装置采用光照致局部涂料变色形成散斑的方法,代替人工喷涂散斑,解决了人工喷涂法得到散斑尺寸较大而无法满足微小变形的测量需求、废样率高导致制样效率低等问题,显著提升散斑的制备效率,同时也可代替柔性膜结构等散斑贴纸,避免出现在材料发生大应变时贴纸与基材产生滑动,甚至脱离的现象,保证了测量检测结果的准确性。
36.为此本技术实施例提供了一种轻量化设计的方法,下面结合具体的附图对其进行详细的说明。
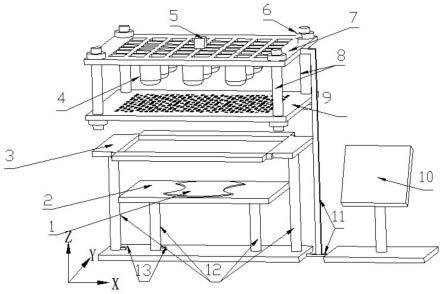
37.为方便描述本技术实施例提供的制备装置,首先建立一个x、z、y坐标系,其中,x方向为制备装置的长度方向,y方向为制备装置的宽度方向,z方向为制备装置的高度方向,并且x方向与y方向和z方向之间相互垂直。
38.参考图1,图1示出基于变色涂料的散斑的制备装置结构示意图;该制备装置用于采用光照致局部涂料变色形成散斑的方法,代替人工喷涂散斑,解决了人工喷涂法得到散
斑尺寸较大而无法满足微小变形的测量需求、废样率高导致制样效率低等问题。
39.该制备装置包括制备平台,制备平台用于固定待检样品1,制备平台具有垂直沿z方向往复升降的外平台3和内平台2。
40.外平台3和内平台2均采用升降机构12驱动升降;由图1中可以看出,外平台3和内平台2均为长度沿x方向和宽度沿y方向设置的长方形台体,并分别由升降机构12驱动外平台3和内平台2单独升降或同步升降。
41.升降机构12垂直带动外台体和内台体进行对应升降过程,用于将待检样品1升高至合适位置,与位于制备平台正上方的光照装置配合进行散斑15的色变。
42.为了方便理解升降机构12,将升降机构12划分为支撑外平台3两端的升降机构12定义为第一升降机构,将支撑内台体两端的升降机构12定义为第二升降机构。
43.从而可以看出,升降机构12为两个独立的升降设备,可采用电动伸缩杆或液压伸缩杆等伸缩设备;并且,第一升降机构和第二升降机构均固定装配在同一平台,第一升降机构和第二升降机构的伸缩方向均为沿z方向伸缩。
44.在第二升降机构带动内平台2上升时,因内平台2上放置有待检样品1,则在光照色变散斑15过程中需保证待检样品1位于表面;为此,在外平台3上开设有供内平台2穿过的让位空间;从而可使内平台2位于让位空间之中,保证待检样品1外露进行光照色变。
45.并且,本技术实施例中,为了保证不会破坏待检样品1表面已有的底漆,内平台2升至第一设定位置时,内平台2位于让位空间内部,且内平台2与外平台3相距设定落差。
46.在内平台2位于外平台3的让位空间内部后,根据用于检测内平台2和外平台3所处高度的位移传感器13,由操作面板10控制第二升降机构带动内平台2升高至与外平台3的上表面相差设定落差的位置,从而保证待检样品1始终处于凹陷位置。
47.该设定落差根据待检样品1的厚度,优选设定落差为:内平台2的上表面与外平台3的上表面相距0.1mm~0.5mm的落差距离,从而可保证待检样品1始终位于凹槽结构当中,对待检样品1的底漆不会造成损伤。
48.继续参阅图1-3,在内平台2位于与外平台3相差设定落差的第一设定位置时,操作面板10控制第一升降机构和第二升降机构同步上升至第二设定位置,该第二设定位置则与光照装置配合进行对待检样品1上光照色变散斑15。
49.光照装置在具体设置时,光照装置包括间距可调的光照工装9和光源固定座7;该光照工装9和光源固定座7均为沿z方向层叠式设置;具体为光源固定座7位于光照工装9的上方,并且光源固定座7和光照工装9均为长度沿x方向、宽度沿y方向的长方向台体。
50.将光源固定座7和光照工装9之间设置为间隙可调,可对应不同的光源组件的光照半径的圆形范围进行高度的调节;优选的,光照工装9和光源固定座7之间通过分布在四角的锁紧支杆8连接,且锁紧支杆8的两端均螺纹连接有螺母6。锁紧支杆8两端连接的螺母6用于将光照工装9和光源固定座7连接呈一体。在改变光照工装9和光源固定座7之间的间距时,可采用更换不同长度的锁紧支杆8,或采用在锁紧支杆8的螺纹段利用对丝螺母6将光照工装9或光源固定座7的上下两面进行锁紧固定。
51.本技术实施例中的光照工装9上密布有多个通孔14,光照工装9采用模具钢 氮化钛涂层,预先开设多个微型的通孔14,以保证倒立式设置在光源固定座7上的光源组件照射出的强光沿着多个通孔14掉落并附着在待检样品1的表面。
52.具体的,多个通孔14按照计算机模拟软件随机生成结果进行激光开孔;模拟软件随机生成前需要对通孔14的直径和分布密度进行约束性输入,每个通孔14的直径在20~30μm之间,且任意相邻的两个通孔14之间的间距≤150μm。多个通孔14的分布密度占光照工装9的60%~80%,随机程度0.5~0.7。
53.在进行光照色变的过程中,光源固定座7上倒立式设置有朝向多个通孔14的光源组件,该光源组件包括:排列分布的多个光源4;多个光源4对应强光照射光照工装9区域内的多个通孔14,并使光线透过通孔14照射在待检样品上色变成散斑15。该多个光源4通过光照传感器5检测光照强度,并由操作面板10控制光照强度的大小,均为现有技术中常用的技术方法,在此不做过多赘述。
54.光源组件连接有电源;操作面板10通过控制多个光源4以设定光照强度开启,并保持开启设定时长,该设定时长优选操作面板10控制多个光源4开启1~5min。从而实现持续性高强度光照一定时长,保证散斑15变色均匀,效果一致。
55.需要具体说明的,每个光源4优选采用环形设置的led光源4,操作面板10通过控制不同的圈数的led光源4启动,控制光源4的光线照射半径,并通过增加功率或添加圆形透镜,保证光源4的光线圆形范围内照射。
56.由以上描述中可以看出,操作面板10通过导线11或信号控制升降机构12以及多个光源4,使外平台3和内平台2相差设定落差后,喷涂一种颜色的有机硅组合物类或有机超分子类不可逆光致变色涂料作为待检样品1的底漆,待检样品1放置在内平台2上;操作面板10控制第一升降机构和第二升降机构同步上升,在上升至第二设定位置后停止上升,此时的外平台3的与光照工装9的底面完全贴合,因内平台2与外平台3存在的设定落差,使待检样品1未与光照工装9的底面应力接触,从而避免对底漆的损伤;操作面板10启动多个光源4,采用高强度光线透过通孔14照射在待检样品1的底漆上发生色变,即形成另一种颜色的散斑15。
57.参考图4,另外,本技术还提供一种基于变色涂料的散斑的制备方法,具体包括以下步骤:
58.s1、使用一种颜色的不可逆光致变色涂料对待检样品进行底漆喷涂,喷涂完毕后静置,直至完全晾干;具体为,使用一种颜色的有机硅组合物类或有机超分子类不可逆光致变色涂料作为底漆,对待检样品进行100%覆盖率的单面喷涂,喷涂完毕后静置,直至完全晾干;
59.s2、将待检样品放置在内平台,升降机构独立驱动内平台升至与外平台存在设定落差的第一设定位置;具体为,将经步骤s1处理后的待检样品放置于制备平台的内平台上,通过升降机构缓慢上移内平台至与外平台相接,并使得待检样品上表面与外平台上表面保留0.1mm~0.5mm的高度差,以保证后续与光照工装贴合时,不会破坏待检样品表面已有的底漆;高度差由位移传感器控制,由操作面板实时显示。
60.s3、升降机构同步驱动内平台和外平台上升,直至升到外平台与光照工装的底面相互贴合的第二设定位置;具体为,缓慢同步上移制备平台的外平台与内平台,直至外平台与预先开设好多个通孔的光照工装完全贴合;光照工装采用金属材料,预先开设好多个微型的通孔,以保证光源发射的光线射入通孔并照射在待检样品的表面;通孔按照计算机模拟软件随机生成结果进行激光开孔;模拟软件随机生成前需要对通孔的直径和分布密度进
行约束性输入;通孔平均直径为20~30μm,间距≤150μm,分布密度为60%~80%覆盖,随机程度0.5~0.7。
61.s4、启动多个光源进行高强度光照设定时长,在待检样品上形成多个另外一种颜色的散斑;具体为,在操作面板上输入控制单次光照时间和光照半径后,启动光源,发射的光线射入通孔并照射在待检样品的表面,光照处开始逐渐变色,保持1~5min后,即形成另一种颜色的散斑。
62.s5、升降机构同步驱动外平台和内平台下降,静置至待检样品表面完全干燥后取出待检样品。缓慢同步下移制备平台,静置至表面完全干燥后,通过升降机构缓慢上移内平台,直至高于外平台,方便取出待检样品,至此,带有散斑的待检样品制备完成,用于支撑开展后续各类试验中材料的局部应变测量与分析。
63.本发明中,通过采用光照致局部涂料变色形成散斑的方法,代替人工喷涂散斑,解决了人工喷涂法得到散斑尺寸较大而无法满足微小变形的测量需求、废样率高导致制样效率低等问题,显著提升散斑的制备效率,同时也可代替柔性膜结构等散斑贴纸,避免出现在材料发生大应变时贴纸与基材产生滑动,甚至脱离的现象,保证了测量检测结果的准确性。
64.继续参考图1-4,另外,本技术的第一实施例中,对一类成形极限曲线(flc)测试用待检样品的散斑制备,具体包括以下步骤:
65.步骤1、使用一种黄色的有机硅组合物类不可逆光致变色涂料作为底漆,对待检样品进行100%覆盖率的单面喷涂,喷涂完毕后静置,直至完全晾干。
66.步骤2、将经步骤1处理后的待检样品放置于制备平台的内平台上,通过升降机构缓慢上移内平台至与外平台相接,并使得待检样品上表面与外平台上表面保留0.15mm的高度差,以保证后续与光照工装贴合时,不会破坏待检样品表面已有的底漆;高度差由位移传感器控制,由操作面板实时显示。
67.步骤3、缓慢同步上移制备平台的外平台与内平台,直至外平台与预先开设好多个通孔的光照工装完全贴合;光照工装采用模具钢 氮化钛涂层,预先开设好多个微型的通孔,以保证光源发射的光线射入通孔并照射在待检样品的表面;通孔按照计算机模拟软件随机生成结果进行激光开孔;模拟软件随机生成前需要对通孔的直径和分布密度进行约束性输入;通孔平均直径为25μm,间距≤100μm,分布密度为75%覆盖,随机程度0.65。
68.步骤4、在操作面板上输入控制单次光照时间3min与光照半径40mm后,启动已预先安装至光源固定座的9个光源,开始照射,光照处开始逐渐变色,当至达到设定的光照时间,即获得了另一种蓝色的散斑。
69.步骤5、缓慢同步下移制备平台,静置至表面完全干燥后,通过升降机构缓慢上移内平台,直至高于外平台,方便取出待检样品,至此,带有散斑的待检样品制备完成,用于支撑开展成形极限曲线(flc)测试中对材料的局部应变测量与分析。
70.本技术的第二实施例中,对一类准静态拉伸测试用待检样品的散斑制备,具体包括以下步骤:
71.步骤一、使用一种黄色的有机超分子类不可逆光致变色涂料作为底漆,对待检样品进行75%覆盖率的单面喷涂(集中于中段,夹持端无需完全喷涂),喷涂完毕后静置,直至完全晾干。
72.步骤二、将经步骤一处理后的待检样品放置于制备平台的内平台上,通过升降机
构缓慢上移内平台至与外平台相接,并使得待检样品上表面与外平台上表面保留0.15mm的高度差,以保证后续与光照工装贴合时,不会破坏待检样品表面已有的底漆;高度差由位移传感器控制,由操作面板实时显示。
73.步骤三、缓慢同步上移制备平台的外平台与内平台,直至外平台与预先开设好多个通孔的光照工装完全贴合;光照工装采用模具钢 氮化钛涂层,预先开设好多个微型的通孔,以保证光源发射的光线射入通孔并照射在待检样品的表面;通孔按照计算机模拟软件随机生成结果进行激光开孔;模拟软件随机生成前需要对通孔的直径和分布密度进行约束性输入;通孔平均直径为30μm,间距≤120μm,分布密度为65%覆盖,随机程度0.60。
74.步骤四、在操作面板上输入控制单次光照时间5min与光照半径30mm后,启动已预先安装至光源固定座的9个光源,开始照射,光照处开始逐渐变色,当至达到设定的光照时间,即获得了另一种蓝色的散斑。
75.步骤五、缓慢同步下移制备平台,静置至表面完全干燥后,通过升降机构缓慢上移内平台,直至高于外平台,方便取出待检样品,至此,带有散斑的待检样品制备完成,用于支撑开展准静态拉伸测试中对材料的局部应变测量与分析。
76.本发明通过采用光照致局部涂料变色形成散斑的方法,代替人工喷涂散斑,解决了人工喷涂法得到散斑尺寸较大而无法满足微小变形的测量需求、废样率高导致制样效率低等问题,显著提升散斑的制备效率,同时也可代替柔性膜结构等散斑贴纸,避免出现在材料发生大应变时贴纸与基材产生滑动,甚至脱离的现象,保证了测量检测结果的准确性。
77.所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本公开的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本说明书一个或多个实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
78.另外,为简化说明和讨论,并且为了不会使本说明书一个或多个实施例难以理解,在所提供的附图中可以示出或可以不示出与集成电路(ic)芯片和其它部件的公知的电源/接地连接。此外,可以以框图的形式示出装置,以便避免使本说明书一个或多个实施例难以理解,并且这也考虑了以下事实,即关于这些框图装置的实施方式的细节是高度取决于将要实施本说明书一个或多个实施例的平台的(即,这些细节应当完全处于本领域技术人员的理解范围内)。在阐述了具体细节(例如,建模、有限元仿真)以描述本公开的示例性实施例的情况下,对本领域技术人员来说显而易见的是,可以在没有这些具体细节的情况下或者这些具体细节有变化的情况下实施本说明书一个或多个实施例。因此,这些描述应被认为是说明性的而不是限制性的。
79.尽管已经结合了本公开的具体实施例对本公开进行了描述,但是根据前面的描述,这些实施例的很多替换、修改和变型对本领域普通技术人员来说将是显而易见的。例如,其它存储器架构(例如,动态ram(dram))可以使用所讨论的实施例。
80.本说明书一个或多个实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本说明书一个或多个实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。