1.本发明涉及检测设备的技术领域,尤其是涉及一种母排检测机。
背景技术:
2.母排由高导电率的铜、铝质材料制作形成,用以传输电能,具有汇集和分配电力的作用。由于在运行过程中,母排有巨大的电能通过,当出现短路现象时,该母排结构会承受很大的发热和电动力效应。由此要求该结构的生产必须合理的选用材料、截面形状和截面积以符合安全经济运行的要求。
3.为保证该结构的应用产品的稳定运行,对母排的生产规格以及后期检测具有较高的要求。目前检测时,一般由人工目视检查产品的外观面。
4.上述中的现有技术方案存在以下缺陷:长期人工目视检查易导致眼部视觉疲劳,造成检测误差,影响产品品质稳定性,因此有待进一步改进。
技术实现要素:
5.本发明的目的是提供一种母排检测机,其具有自动化检查降低劳动强度、提升产品品质稳定性的效果。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.一种母排检测机,包括机架、设置于机架顶面上的流线以及设置于机架下方的回流线,所述流线包括平行设置于机架顶面上的两个流线导轨、穿设在流线导轨中的流线链条、与流线链条相啮合的流线链轮、连接在流线链轮中心处的流线转轴以及驱动流线转轴转动的流线用电机,所述流线链条的滚子上承载有用于放置产品的托板;所述机架的顶面上沿机架的宽度方向设置有y轴移动组件,所述机架的顶面上沿机架的长度方向设置有x轴移动组件,所述y轴移动组件的驱动端连接有扫码枪、相机。
8.本发明进一步设置为:所述x轴移动组件包括沿机架长度方向固定在机架顶面上的支座、沿支座长度方向固定在支座顶面上的x轴模组气缸、连接在x轴模组气缸驱动端的连接板,所述y轴移动组件包括设置在连接板顶面上的y轴模组气缸,所述y轴模组气缸沿支座的宽度方向设置;所述y轴模组气缸的驱动端连接有安装板,所述安装板的正面上固定有电机,所述电机的驱动端连接有l型固定板,所述扫码枪固定座l型固定板的背面上,所述相机固定在l型固定板的内顶壁上,所述安装板的背面上固定有位移传感器。
9.本发明进一步设置为:所述机架的顶面上设置有位于两个流线导轨之间的用于将托板顶起的顶升机构。
10.本发明进一步设置为:所述顶升机构包括固定于机架顶面上的顶升气缸,所述顶升气缸的驱动端连接有与托板平行的顶板。
11.本发明进一步设置为:所述顶升机构的下游设置有检测位阻挡组件。
12.本发明进一步设置为:所述检测位阻挡组件包括检测位底板、安装于检测位底板顶面上的检测位传感器以及检测位阻挡气缸。
13.本发明进一步设置为:所述顶升机构的上游设置有来料位阻挡组件。
14.本发明进一步设置为:所述来料位阻挡组件包括来料位底板、安装于来料位底板顶面上的来料位传感器以及来料位阻挡气缸。
15.本发明进一步设置为:所述回流线包括平行设置于机架下方的两个回流线导轨、穿设在回流线导轨中的回流线链条、与回流线链条相啮合的回流线链轮、连接在回流线链轮中心处的回流线转轴以及驱动回流线转轴转动的回流线用电机。
16.综上所述,本发明的有益技术效果为:
17.1、通过扫码枪、相机、位移传感器的设置,产品在检查时,利用扫码枪、相机、位移传感器进行自动快速检查,相对于人工检测,检测时间大大缩短,并且能保证产品的品质稳定,减少人工劳动强度,节约成本;
18.2、通过来料位阻挡组件的设置,来料位传感器检测到产品到达检测位的信号时,来料位阻挡气缸伸出,阻挡下一件产品进入检测区;
19.3、通过回流线的设置,当产品完成所有检测后,可通过下面一层的回流线,回到初始上料位,以此达到上料、回收在同一处,可有效节省人工成本。
附图说明
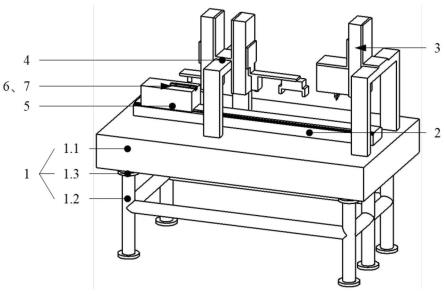
20.图1是本发明实施例的整体结构示意图;
21.图2是用于展示移动组件与驱动组件的结构示意图。
22.图中,1、机架;11、支座;2、流线导轨;21、流线链轮;22、流线转轴;23、流线用电机;3、回流线导轨;31、回流线链轮;32、回流线转轴;33、回流线用电机;4、x轴模组气缸;41、连接板;5、y轴模组气缸;51、安装板;52、位移传感器;6、电机;61、l型固定板;62、扫码枪;63、相机;7、顶升气缸;71、顶板;72、托板;8、检测位底板;81、检测位传感器;82、检测位阻挡气缸;9、来料位底板;91、来料位传感器;92、来料位阻挡气缸。
具体实施方式
23.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
24.参照图1与图2,为本发明公开的一种母排检测机,包括机架1、设置于机架1顶面上的流线以及设置于机架1下方的回流线,流线从左向右移动,回流线从右向左移动。流线包括平行设置于机架1顶面上的两个流线导轨2、穿设在流线导轨2中的流线链条、与流线链条相啮合的流线链轮21、连接在流线链轮21中心处的流线转轴22以及驱动流线转轴22转动的流线用电机23,流线链条的滚子上承载有用于放置产品的托板72。当流线用电机23带动流线转轴22旋转,流线链轮21也随之旋转,由于流线链条与流线链轮21相啮合,流线链条也开始从左向右移动,托板72也开始从左向右移动,自动进料,节省人工。
25.参照图1与图2,机架1的顶面上沿机架1的宽度方向设置有y轴移动组件,机架1的顶面上沿机架1的长度方向设置有x轴移动组件,y轴移动组件的驱动端连接有扫码枪62、相机63。x轴移动组件包括沿机架1长度方向固定在机架1顶面上的支座11、沿支座11长度方向固定在支座11顶面上的x轴模组气缸4、连接在x轴模组气缸4驱动端的连接板41,y轴移动组件包括设置在连接板41顶面上的y轴模组气缸5,y轴模组气缸5沿支座11的宽度方向设置;y
轴模组气缸5的驱动端连接有安装板51,安装板51的正面上固定有电机6,电机6的驱动端连接有l型固定板61,扫码枪62固定在l型固定板61的背面上,相机63固定在l型固定板61的内顶壁上,安装板51的背面上固定有位移传感器52。
26.参照图1与图2,检测产品时,x轴模组气缸4驱动连接板41移动,到位后,y轴模组气缸5驱动安装板51移动,再启动电机6,带动l型固定板61旋转一定角度,使得扫码枪62移动到扫码位,开始扫码;扫码完成后,x轴模组气缸4驱动连接板41移动,到位后,y轴模组气缸5驱动安装板51移动,再启动电机6,带动l型固定板61旋转一定角度,将相机63移动到拍照位,开始拍照检测;拍照完成后,x轴模组气缸4驱动连接板41移动,到位后,y轴模组气缸5驱动安装板51移动,将位移传感器52移动到产品检测位,检测产品高度。
27.参照图1与图2,机架1的顶面上设置有位于两个流线导轨2之间的用于将托板72顶起的顶升机构。本实施例中,顶升机构包括固定于机架1顶面上的顶升气缸7,顶升气缸7的驱动端连接有与托板72平行的顶板71。检测前,顶升气缸7作用于顶板71,从而向上顶起托板72,使得产品到达检测高度。为了防止在检测时,上游仍有产品进入流线干扰检测,顶升机构的上游设置有来料位阻挡组件。来料位阻挡组件包括来料位底板9、安装于来料位底板9顶面上的来料位传感器91以及来料位阻挡气缸92,来料位传感器91检测到产品到达检测位的信号时,来料位阻挡气缸92伸出,阻挡下一件产品进入检测区。
28.参照图1与图2,为了防止待检测的产品随着流线移动走出检测区,顶升机构的下游设置有检测位阻挡组件。检测位阻挡组件包括检测位底板8、安装于检测位底板8顶面上的检测位传感器81以及检测位阻挡气缸82。检测位传感器81检测到产品到达检测位的信号时,检测位阻挡气缸82伸出,阻挡待检测产品移出检测区。检测完成后,顶升机构缩回,检测位阻挡气缸82缩回,产品回到流线运输出设备。产品离开检测区,检测位传感器81检测无产品,来料位阻挡气缸92缩回,放入下一件产品,开始下一件产品的检测。
29.参照图1,当产品完成所有检测后,可通过下面一层的回流线,回到初始上料位,以此达到上料、回收在同一处,可有效节省人工成本。回流线包括平行设置于机架1下方的两个回流线导轨3、穿设在回流线导轨3中的回流线链条、与回流线链条相啮合的回流线链轮31、连接在回流线链轮31中心处的回流线转轴32以及驱动回流线转轴32转动的回流线用电机33。当回流线用电机33带动回流线转轴32旋转,回流线链轮31也随之旋转,由于回流线链条与回流线链轮31相啮合,回流线链条也开始从右向左移动,托板72也开始从右向左移动,自动出料,节省人工。
30.本实施例的实施原理为:当流线用电机23带动流线转轴22旋转,流线链轮21也随之旋转,由于流线链条与流线链轮21相啮合,流线链条也开始从左向右移动,托板72也开始从左向右移动,自动进料;
31.来料位传感器91检测到产品到达检测位的信号时,来料位阻挡气缸92伸出,阻挡下一件产品进入检测区;检测位传感器81检测到产品到达检测位的信号时,检测位阻挡气缸82伸出,阻挡待检测产品移出检测区,同时,顶升气缸7作用于顶板71,从而向上顶起托板72,使得产品到达检测高度;
32.检测产品时,x轴模组气缸4驱动连接板41移动,到位后,y轴模组气缸5驱动安装板51移动,再启动电机6,带动l型固定板61旋转一定角度,使得扫码枪62移动到扫码位,开始扫码;
33.扫码完成后,x轴模组气缸4驱动连接板41移动,到位后,y轴模组气缸5驱动安装板51移动,再启动电机6,带动l型固定板61旋转一定角度,将相机63移动到拍照位,开始拍照检测;
34.拍照完成后,x轴模组气缸4驱动连接板41移动,到位后,y轴模组气缸5驱动安装板51移动,将位移传感器52移动到产品检测位,检测产品高度;自动化检查降低劳动强度、提升产品品质稳定性;
35.检测完成后,顶升气缸7缩回,检测位阻挡气缸82缩回,产品回到流线运输出设备;产品离开检测区,检测位传感器81检测无产品,来料位阻挡气缸92缩回,放入下一件产品,开始下一件产品的检测;
36.回流线用电机33带动回流线转轴32旋转,回流线链轮31也随之旋转,由于回流线链条与回流线链轮31相啮合,回流线链条也开始从右向左移动,托板72也开始从右向左移动,实现检测完的产品自动出料,节省人工。
37.产品在检查时,利用扫码枪62、相机63、位移传感器52进行自动快速检查,相对于人工检测,检测时间大大缩短,并且能保证产品的品质稳定,减少人工劳动强度,节约成本。
38.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。