1.本实用新型涉及塑胶托盘技术领域,具体为一种可顶出具备快速冷却结构的塑胶托盘模具。
背景技术:
2.塑胶托盘就是塑料托盘,是使用pe\pp等热塑性塑料,加上一些改善性能的添加剂,通过注塑、吹塑等工艺加工而成的。随着对生产条件、仓储条件、过程控制、品质管理的要求不断提高,由于木托盘在卫生状况及规范生产上无法克服的局限性,塑料托盘开始出现,并很快占据了一席之地,而模具则是对塑胶托盘进行注塑加工以至成型的设备。
3.市场上的塑胶托盘模具在使用中,大多模具主体的冷却方式都只是单纯的依靠自然环境进行降温冷却,然而此方式并不能快速的进行冷却,从而会导致日常注塑成型的效率低下,为此,我们提出一种可顶出具备快速冷却结构的塑胶托盘模具。
技术实现要素:
4.本实用新型的目的在于提供一种可顶出具备快速冷却结构的塑胶托盘模具,以解决上述背景技术中提出的大多模具主体的冷却方式都只是单纯的依靠自然环境进行降温冷却,然而此方式并不能快速的进行冷却,从而会导致日常注塑成型的效率低下的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种可顶出具备快速冷却结构的塑胶托盘模具,包括主体、主冷却机构、顶料机构和辅冷却机构,所述主体的中部周边设置有主冷却机构,且主冷却机构的内侧设置有顶料机构,所述主体的后端中部设置有辅冷却机构,所述主冷却机构包括承装槽、对位贴装件、连接件、扶手、液冷管、进液口和排液口,且承装槽的内部装配有对位贴装件,所述对位贴装件的两侧顶部设置有连接件,且连接件的顶部设置有扶手,所述对位贴装件的内侧内壁设置有液冷管,且液冷管的一端设置有进液口,所述液冷管的另一端设置有排液口。
6.进一步的,所述对位贴装件的外侧外壁与承装槽的内侧内壁相匹配,且对位贴装件的顶部两侧设置有扶手。
7.进一步的,所述液冷管沿着对位贴装件的内侧内壁均匀分布,且液冷管的两端分别设置有进液口与排液口。
8.进一步的,所述顶料机构包括成型腔、预留槽口、对位装块、电动推杆和承载台,且成型腔的底端四周设置有预留槽口,所述预留槽口的中部内侧设置有对位装块,且对位装块的底部设置有电动推杆,所述电动推杆的底端设置有承载台。
9.进一步的,所述对位装块通过电动推杆与承载台构成升降结构,且对位装块的外侧尺寸与预留槽口的内侧尺寸相匹配。
10.进一步的,所述辅冷却机构包括后装件、装配口和散热风扇,且后装件的中端两侧设置有装配口,所述装配口的中部中端设置有散热风扇。
11.进一步的,所述散热风扇沿着后装件的竖直中轴线对称分布,且散热风扇设置有
两个。
12.与现有技术相比,本实用新型的有益效果是:该可顶出具备快速冷却结构的塑胶托盘模具,对位贴装件内部所分层连通分布的液冷管可通过进液口与排液口对成型腔的四周外部外壁进行持续性的水冷效果,以提高其内部加工注塑中模具的冷却速度。
13.对位贴装件内部所分层连通分布的液冷管可通过进液口与排液口对成型腔的四周外部外壁进行持续性的水冷效果,以提高其内部加工注塑中模具的冷却速度,即使液冷管出现破损或需要定期检修时,使用者即可利用承装槽内部的对位性将通过扶手将对位贴装件整体取出即可。
14.电动推杆的顶端固定有对位装块,且对位装块的外部尺寸与在成型腔的底端设置预留槽口的中部尺寸相贴装,严丝合缝,在注塑时并不会产生漏塑现象,而最终模具成型后,可利用电动推杆自身的机械升降性将成型模具对位顶出即可。
15.当模具在经历被顶料机构顶出后,为了提高最终成型率,其在主体的后端所设置的两组散热风扇可以对成型模具进行二次冷却作业,从而提高模具的合格率。
附图说明
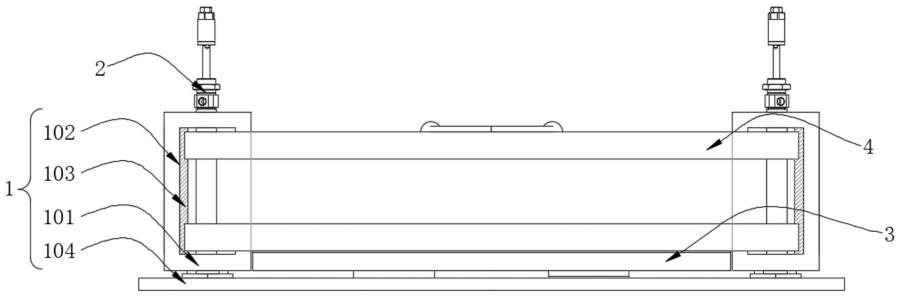
16.图1为本实用新型立体结构示意图;
17.图2为本实用新型主冷却机构立体结构示意图;
18.图3为本实用新型正面透视状态下结构示意图。
19.图中:1、主体;2、主冷却机构;201、承装槽;202、对位贴装件;203、连接件;204、扶手;205、液冷管;206、进液口;207、排液口;3、顶料机构;301、成型腔;302、预留槽口;303、对位装块;304、电动推杆;305、承载台;4、辅冷却机构;401、后装件;402、装配口;403、散热风扇。
具体实施方式
20.如图1-2所示,一种可顶出具备快速冷却结构的塑胶托盘模具,包括:主体1;主体1的中部周边设置有主冷却机构2,且主冷却机构2的内侧设置有顶料机构3,主体1的后端中部设置有辅冷却机构4,主冷却机构2包括承装槽201、对位贴装件202、连接件203、扶手204、液冷管205、进液口206和排液口207,且承装槽201的内部装配有对位贴装件202,对位贴装件202的两侧顶部设置有连接件203,且连接件203的顶部设置有扶手204,对位贴装件202的外侧外壁与承装槽201的内侧内壁相匹配,且对位贴装件202的顶部两侧设置有扶手204,对位贴装件202的内侧内壁设置有液冷管205,且液冷管205的一端设置有进液口206,液冷管205的另一端设置有排液口207,液冷管205沿着对位贴装件202的内侧内壁均匀分布,且液冷管205的两端分别设置有进液口206与排液口207,对位贴装件202内部所分层连通分布的液冷管205可通过进液口206与排液口207对成型腔301的四周外部外壁进行持续性的水冷效果,以提高其内部加工注塑中模具的冷却速度,即使液冷管205出现破损或需要定期检修时,使用者即可利用承装槽201内部的对位性将通过扶手204将对位贴装件202整体取出即可。
21.如图3所示,一种可顶出具备快速冷却结构的塑胶托盘模具,顶料机构3包括成型腔301、预留槽口302、对位装块303、电动推杆304和承载台305,且成型腔301的底端四周设
置有预留槽口302,预留槽口302的中部内侧设置有对位装块303,且对位装块303的底部设置有电动推杆304,电动推杆304的底端设置有承载台305,对位装块303通过电动推杆304与承载台305构成升降结构,且对位装块303的外侧尺寸与预留槽口302的内侧尺寸相匹配,电动推杆304的顶端固定有对位装块303,且对位装块303的外部尺寸与在成型腔301的底端设置预留槽口302的中部尺寸相贴装,严丝合缝,在注塑时并不会产生漏塑现象,而最终模具成型后,可利用电动推杆304自身的机械升降性将成型模具对位顶出即可,辅冷却机构4包括后装件401、装配口402和散热风扇403,且后装件401的中端两侧设置有装配口402,装配口402的中部中端设置有散热风扇403,散热风扇403沿着后装件401的竖直中轴线对称分布,且散热风扇403设置有两个,当模具在经历被顶料机构3顶出后,为了提高最终成型率,其在主体1的后端所设置的两组散热风扇403可以对成型模具进行二次冷却作业,从而提高模具的合格率。
22.工作原理:对于这类的可顶出具备快速冷却结构的塑胶托盘模具首先对位贴装件202内部所分层连通分布的液冷管205可通过进液口206与排液口207对成型腔301的四周外部外壁进行持续性的水冷效果,以提高其内部加工注塑中模具的冷却速度,即使液冷管205出现破损或需要定期检修时,使用者即可利用承装槽201内部的对位性将通过扶手204将对位贴装件202整体取出,并且对位装块303的外部尺寸与在成型腔301的底端设置预留槽口302的中部尺寸相贴装,严丝合缝,在注塑时并不会产生漏塑现象,当最终模具成型后,可利用电动推杆304自身的机械升降性将成型模具对位顶出,最后为了提高最终成型率,其在主体1的后端所设置的两组散热风扇403可以对成型模具进行二次冷却作业,从而提高模具的合格率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。