1.本发明涉及一种用于生成片材元件层的方法和堆叠设备。
背景技术:
2.片材元件层可以由印刷或层压的纸、纸板(包括瓦楞纸板)或塑料制成。通常,这种片材元件通过使用在转换机中冲切片材元件的坯料来印刷或层压。片材元件一个接一个地成排运输,随后层层堆叠。
3.对于用于堆叠的方法和设备而言,决定性的是,片材元件以给定的顺序布置在层内并且避免片材元件在运输和堆叠期间的堵塞。需要以固定顺序堆叠的一个典型示例是一副扑克牌。在大多数情况下,一副牌中的每张牌都彼此不同。扑克牌需要按预定的顺序排列,例如一种颜色的扑克牌应依次排列。
4.文献jph05193805和jph09328250公开了用于在止动构件后面堆叠和累积片材元件的堆叠设备的示例。当已经堆叠了所需数量的片材元件时,止动构件移开并释放形成的堆。
5.文献us7556247公开了一种用于打印具有可变页数的文档集的打印机通道包装方法。首先,可以隔离纸张,以便生成所需的文档集,然后堆叠和包装。
6.文献be1019776公开了一种用于生产一副牌的装置。该装置包括传送带,该传送带布置成将片材元件送入第一分类设备,将切出的片材元件在彼此顶部重叠。附加的切割设备布置在更下游并且被配置为将片材元件切割成单独的卡片,同时将卡片送入漏斗形堆叠设备中,从而它们形成一副牌。
技术实现要素:
7.本发明的一个目的是提供一种用于生成片材元件层的方法和堆叠设备,其中片材元件彼此完美地对齐,并且其中避免了片材元件在运输和堆叠期间的堵塞。
8.该目的通过一种用于生成片材元件层的方法来实现,包括以下步骤:
[0009]-将一组多个片材元件一个接一个地定位到运输设备的运输表面上,使得片材元件与其相邻的片材元件部分重叠,
[0010]
其中运输设备具有运输方向,并且其中该组的最后一个片材元件相对于运输方向被定位为该组的最下面的片材元件,并且其他片材元件进行定位,使得它们的后端位于在逆运输方向上相邻的片材元件的前端上,以形成重叠的片材元件行,
[0011]-沿运输方向移动重叠的片材元件行,以及
[0012]-将重叠的片材元件靠着止动构件移动,该止动构件首先与最上面的片材元件接触,直到最下面的片材元件完全移动到相邻片材元件的下方,并且其中止动构件以比运输表面的速度更低的速度在运输方向上移动。
[0013]
术语“完全移动到下方”是指最下面的片材完全包含在最上面的片材元件下方。在这样的位置,最上面的片材元件和最下面的片材元件通过它们的周围边缘对齐。
[0014]
已经发现,如果重叠的片材元件行中的最后一个片材元件是最低的,则位于运输表面(即,移动表面)上的片材元件可以仅完美地互相在彼此下方滑动,以便相对于运输表面具有大的接触面积。层从其最上面的片材元件开始生成,并且到达止动构件的下部片材元件在形成该层的过程中在下方移动。本发明不需要板朝向彼此移动以将片材元件移动到彼此上,也没有用于接合各个片材元件以堆叠它们的吸引设备。
[0015]
移动的止动构件允许维持片材元件的流动和层的流动。因此,在前的止动构件超越了运输表面上的片材元件行在输送方向上的运动。
[0016]
优选地,片材元件定位成使得相邻的片材元件在相对于彼此移动之前重叠。
[0017]
片材元件可以是如图所示带圆角的矩形,但也可以有不同的形状,例如展开的盒子、不带圆角的正方形或矩形,只要片材元件的前端可以由止动构件有效地停止和保持在明确限定的方向上。
[0018]
在一个实施方式中,至少一个环形带用于运输设备。带的上部,更准确地说是其上表面,限定了运输设备。
[0019]
片材元件可以在入口站的运输设备上一个接一个地定位,而不相互重叠。在入口站中或其端部,通过使片材元件一个接一个地减速,使得片材元件被重新定位以部分重叠。因此,随后到达的片材元件部分地滑到它们的前部片材元件下方。
[0020]
在一个实施方式中,一组重叠的片材元件的行彼此平行地布置,并且每行的片材元件被堆叠。这些行进行排列,使得它们的纵向延伸与运输方向一致。
[0021]
因此,每一行都包括部分层的片材元件,并且来自每一行的部分层一起定义了最终的大层。为了生成一个完整的层,由平行行限定的部分层在堆叠后横向或垂直于运输方向移动,以形成共同的更大的层。
[0022]
本发明还提供一种堆叠设备。堆叠设备被配置为生成片材元件层并且包括:
[0023]
具有运输设备的第一堆叠站,该运输设备包括至少一个环形带,该环形带限定上部运输表面,片材元件放置在该上部运输表面上,
[0024]
环形带能够在运输方向上移动片材元件,以及
[0025]
止动构件,其构造成沿运输方向移动并位于运输表面附近,止动构件布置成与放置在运输表面上的片材元件接触,其中环形带构造成比止动构件更快地驱动。
[0026]
术语“环形带”包括带以及环形链或实现相同功能的任何已知设备。
[0027]
止动构件可以从由运输表面限定的平面下方向上突出。这允许设备被紧凑地设计。
[0028]
止动构件可以连接到布置在平面下方的环形带上。该环形带还可以具有多个彼此间隔开的止动构件,使得在环形带旋转一周期间产生多层片材元件。
[0029]
优选地,运输设备由环形带限定,其中在相邻的环形带之间布置有止动构件。
[0030]
止动件固定在单独的环形带上。
[0031]
为运输设备的每个环形带分配两个止动构件,在相关的环形带的每个纵向边缘上都有一个止动构件。每个片材元件优选地由运输设备的一条环形带运输并由两个止动构件停止,但反过来也是可能的:每个片材可以由运输设备的两条环形带运输并由一个单一的止动构件停止,在这种情况下,两个环形带被分配给每个止动构件。第一种替代方案是优选的,因为片材元件的稳定性更好,因此第一堆叠站的调整不太关键。
[0032]
运输设备和止动构件的环形带在运输方向上错开布置,特别是其中止动构件的环形带在运输方向上在运输设备结束后从运输设备的环形带接管层。
[0033]
此外,用于片材元件的多个运输子设备可以彼此平行地布置,特别是其中止动构件在片材元件的相邻运输子设备之间对齐。一个止动构件可以分配给相邻的两行片材元件。
[0034]
在一个实施方式中,设置有用于片材元件的运输子设备的一个公共驱动器和/或用于止动构件的一个公共驱动器。这减少了部件的数量,使得能够以成本有效的方式构思堆叠设备。实现这一特征的一个示例是具有一个共同的驱动辊,几个环形带缠绕在该驱动辊上。
[0035]
在一个实施方式中,堆叠设备包括至少一个滑块,该滑块可横向于运输方向移动,以将相邻的部分层朝向彼此并在彼此上方移动,以形成公共层。滑块可以是站或模块的一部分,该站或模块在成行的片材元件被推在一起以形成并排放置的部分层之后立即布置。
[0036]
在一个实施方式中,入口站被布置在堆叠站之前,减速元件被设置用于接触片材元件的上表面,以便布置重叠的片材元件行。重叠的片材元件行被运输到堆叠站。
附图说明
[0037]
在附图中
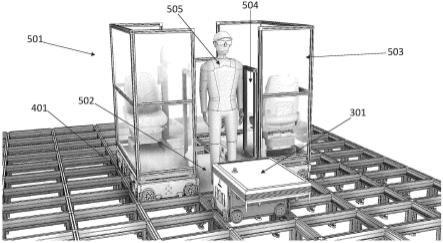
[0038]-图1示出了用于在方法的第一阶段执行根据本发明的方法的根据本发明的堆叠设备的透视图,
[0039]-图2示出了处于方法的第二阶段中的根据图1的设备,
[0040]-图3示出了处于方法的第三阶段中的根据图1的设备,
[0041]-图4示出了在第二阶段内的根据图1的设备的放大透视图,
[0042]-图5示出了在第三阶段内的根据图1的设备的放大透视图,和
[0043]-图6示出了在最后的第四阶段内的根据图1的设备的放大透视图。
[0044]-图7示出了根据图1的设备的侧视图,用于在该方法的第一阶段和第二阶段之间构建元件的反向的叠瓦(shingle)流。
具体实施方式
[0045]
在图1中,示出了一种用于产生由印刷和/或层压纸、纸板或塑料制成的片材元件层的堆叠设备。该设备包括四个站或模块:入口站10、第一堆叠站12、第二堆叠站14和随后的出口站16。然而,堆叠设备可以包括第一堆叠站12而没有第二堆叠站14。
[0046]
在所示示例中,片材元件18是印刷的扑克牌,它们彼此相邻而不相互接触地定位成r行和c列。一组片材元件18由一行r的所有片材元件18限定。
[0047]
所有站10至16都包括使片材元件18沿共同的运输方向t移动的传送装置。运输方向t与行r的方向一致,该方向也称为纵向方向。
[0048]
入口站10包括具有带20的环形带驱动器。为了更清晰,驱动和偏转辊在该图中未示出。
[0049]
片材元件18放置在传送带20的上部。传送带20的上部形成传送台。更具体地,从印刷机和随后的模切机接收片材元件18。
[0050]
在入口站10和带20的端部设置有减速元件22。减速元件22可以是具有弹性表面的辊子或圆柱体。
[0051]
第一堆叠站12的运输设备30被设计为具有图4所示的运输表面的传送台,该运输表面由限定运输子设备的若干平行的共同驱动的环形带40限定。
[0052]
如图7所示,在减速元件22的下方,设置有加深的或下部部分24。
[0053]
如在所示实施方式中,下部部分通过将带40的上表面布置在比带20的上表面垂直地更低的高度来实现。
[0054]
减速元件22的切线速度和带40的速度相等。减速元件22和带40的行进比带20慢。下部部分24使得当前面的片材元件29容纳在减速元件22和带40之间时,前面的片材元件29的后边缘被抬高。前面的片材元件29行进地比随后的片材28慢,片材28位于带20上,并且其前侧在片材元件29的升高的后侧下方移动。这允许产生元件的反向叠瓦流。片材元件的后面和前面是相对于运输方向限定的。
[0055]
减速元件22和下部部分24协作,从而以如图4所示的部分地在彼此顶部的重叠方式布置每行r的片材元件18。这些重叠的相邻片材元件在第一堆叠站的入口且在被第一堆叠站进一步堆叠之前以给定的重叠距离o重叠。重叠距离o可以根据片材元件的形状和材料而变化。例如,重叠距离o可以对应于在运输方向t上的片材元件18长度(即对于矩形片材元件18)的10%至25%之间的百分比。这样的重叠距离o确保了片材元件18在堆叠站12中进行逐渐和连续的重叠。这避免了片材元件18的突然减速并因此防止了生产速度的损失。通过进行一些试错测试,可以在调整阶段设置该百分比。
[0056]
因此,为了以相反的方式重叠片材元件28和29,需要入口站10的传送带20和位于下游的带40之间的高度差,并结合使前面的片材元件29相对于随后的片材元件28减速。这产生了元件18的反向叠瓦流。
[0057]
因此,在未示出的替代实施方式中,带20的上表面可以位于比带40的上表面垂直地更低的高度处。然后将带40布置在距带20这样的高度距离和水平距离处,使得片材元件18的居前的前部边缘被抓住并向上引导,从而被带40在运输方向t上驱动。
[0058]
图4示出了在堆叠站12的后端部分的片材元件18的具体布置。每行r的第一(前部)片材元件26限定了r行的最上面的片材元件,最后(后部)片材元件28限定了r行的最下面的片材元件。更详细地,最后的片材元件28以其完整的下侧位于运输设备30上。紧邻的(这里是中间的)片材元件32具有位于片材元件28的前端36的上侧上的后端34。在运输方向t上与片材元件32相邻的片材元件,这里第一片材元件26,以其后端34位于片材元件32的前端36的上侧。因此,第一片材元件26是最上面的片材元件,最后的片材元件28是最下面的片材元件。我们将片材元件的这种布置称为元件的反向的叠瓦流。后部和前部是相对于运输方向限定的,片材元件从后部传送到前部。
[0059]
第一堆叠站12的运输设备30被设计为具有图4所示的运输表面的传送台,该运输表面由限定运输子设备的若干平行的共同驱动的环形带40限定。带40具有共同的驱动和偏转辊。第一驱动或偏转辊(未示出)布置在减速元件22下方并靠近减速元件22。
[0060]
在相邻的环形带40之间,并且优选地,沿着最外面的环形带40的外边缘(沿运输方向t看),环形带形式的驱动元件42平行于环形带40布置。由环形带40的上部部分的上侧限定的运输表面布置在由驱动元件42的上部部分的上侧限定的平面之上,使得片材元件18不
接触驱动元件42的上侧,而仅接触带40的上侧。
[0061]
从图4和图5可以看出,由环形带40和驱动元件42限定的环在运输方向t上偏移,换句话说,当沿着运输方向移动时,由驱动元件40限定的环在由环形带42限定的环之前开始并且在由环形带42限定的环之前结束。
[0062]
多个驱动元件42也可以具有共同的驱动和偏转辊,以便以相同的速度移动。
[0063]
如图4所示,在每个环形驱动元件42上,一个或多个止动构件44连接并向上突出(当驱动元件42的环形带的相应部分限定上部部分时)。每个止动构件44是板状的并且横向于运输方向t延伸,优选地沿驱动元件42的整个宽度延伸。止动构件44在由环形带40的上表面限定的运输表面上延伸和突出。止动构件44的高度可以对应于或超过每行r中每个部分层的高度。
[0064]
第一堆叠站12被配置为形成每一行r的片材元件的层。
[0065]
当片材元件18在运输设备30的前端对齐以重叠时,片材元件被环形带40向前移动。驱动元件42以低于环形带40的速度被驱动。因此,当由环形带40沿运输方向t运输时,第一片材元件26到达并接触较慢的止动构件44。图4示出了第一片材元件26的前端与止动构件44的第一次接触。
[0066]
从图4可以看出,中间止动构件44与相邻行的第一片材元件26接触。因此,沿运输方向t看,每个片材元件26由在左右边缘的两个止动构件44减速。
[0067]
由于第一片材元件26的减速,中间片材元件32和最后片材元件28仍然由环形带40向前移动,并且在它们相关行的第一片材元件26下方滑动。因此,在环形带40的运输轨道的端部,形成了每行r的片材元件18的层54。
[0068]
由于环形带40的环在运输方向t上终止在驱动元件42的环之前(见图5),因此层54被驱动元件42接管。在第一堆叠站12中的第一列c中的第一片材元件26的速度因此由驱动元件42限定,因为第一片材元件26抵靠止动构件44。因此,所有片材元件18的速度从带40的速度降低到位于第一堆叠站12的出口端的驱动元件42的速度。板状垂直滑块50桥接驱动元件42的环的端部与第二堆叠站14的随后的环形带或多个相邻的环形带52之间的间隙。因此,驱动元件42将层54输送到环形带52。可选地,可以在滑块50上设置斜面,以帮助片材元件向环形带52滑动(向下)。可选地,作为替代方案,具有突出构件的附加组的环形带可以布置在片材元件上方和板状垂直滑块50上方,以在第一堆叠站12和第二堆叠站14之间的过渡区域中(利用突出构件)推动片材元件。
[0069]
第二堆叠站14横向于运输方向t堆叠部分片材元件堆。环形带52具有多个轨道56至62,每个轨道56至62被分配到一行r。所述堆从上游轨道56运输到下游轨道62。每个轨道具有上游轨道侧82,其是更靠近上游轨道的纵向侧。每个轨道还具有下游轨道侧84,其是更靠近下游行的纵向侧。“上游”和“下游”是根据横向方向定义的,即垂直于片材元件平面中的运输的方向;在第二堆叠站14上,所述堆从上游到下游形成。
[0070]
为了确保片材元件堆的正确堆叠,上游轨道上的堆必须在相邻下游轨道上的堆的上方滑动。因此,上游轨道的下游轨道侧84必须位于相邻下游轨道的上游轨道侧82之上,从而导致阶梯轮廓。轮廓中两个阶梯之间的高度差必须至少与进入第二堆叠站的片材元件堆的厚度一样大。
[0071]
滑块64将层54移到彼此上以形成一个共同的、更大的层。这通过将上游轨道56上
的层54移动到相邻层54上来实现,相邻层54位于下游轨道58至62上的层下方。
[0072]
滑块64移动层54以限定一个共同的层66(见图6),最后,将共同的层66移动到出口站16的环形带68上。
[0073]
本堆叠设备能够创建包括可变数量的片材元件18的有序层66。这种堆叠设备适用于扑克牌的生产,因为这种层可以具有不同数量的卡片18。
[0074]
在与本堆叠设备一起使用的转换机器中,通过印刷和加工片材或卷筒纸形式的基材来生产单独的片材元件或卡片18。印刷可以例如用柔性版印刷组件来实现。模切工具可用于印刷组件的下游,并用于切出单独的片材或卡片18。
[0075]
模切工具设置有预定义的切割布置,该切割布置适于产生切口以形成r行和c列的片材元件18。r行和c列的布置可以根据包括在完整的层66中的卡片的数量而修改。
[0076]
堆叠站12因此可以构造成包括运行中的可变数量的带40、42。堆叠站12可以设置有多个带40、42,其尺寸被设计用于要使用的最大数量的r行。堆叠站12可以布置成可在横向或垂直于运输方向的方向上滑动。以这种方式,带40、42可以与片材元件18的r行对齐。这允许带40、42的位置横向移动,以使一个或多个位于外部的带40、42无法操作(例如移动但未收到任何片材18,或空闲)。这使得堆叠站12能够适应具有不同行数r的作业规范。
[0077]
止动构件44的高度对应于或超过每行r中的每个部分层的高度。因此,作为第二步,使用第二堆叠站14将部分层组装成完整的堆66是有利的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。