1.本公开广义地涉及制备网格磨料的方法。
背景技术:
2.干砂磨操作会产生大量气载粉尘,这是很常见的。为了最大程度地减少这种气载粉尘,通常使用研磨盘工具,同时通过研磨盘从研磨侧通过盘的背面抽真空,并抽入到粉尘收集系统中。为此,许多磨料具有转换到其中的孔,以利于这种除尘。作为将除尘孔转换到研磨盘中的另选方案,存在商业产品,在这些商业产品中,磨料被涂覆到网式针织背衬的纤维上,在该背衬中,环被针织到磨料制品的背面中。环用作钩环附接系统的环部分,用于附接到工具。当与已知严重填充传统磨料的基材一起使用时,已知网式产品提供优异的除尘和/或抗填充特性。
3.结构化磨料在背衬上具有精确成形的磨料特征,其优点是均匀的岛状物以基本相同的速率磨损,从而可以保持均匀的磨损速率以延长使用寿命。它们通常通过以下方式制备:用磨料颗粒在可固化粘结剂前体中的浆料填充生产工具的模具表面上的模具腔,使所填充的工具与背衬接触,固化浆料,然后将生产工具与背衬和粘附的成形磨料复合物分离。设置在网式背衬上的结构化磨料特征对除尘砂磨应用非常有用。然而,当浆料被涂覆到非常开放的网式背衬上时,仍然存在挑战,因为未固化的浆料可能迁移到网的背面,污染网的环状部分,使得环不能用于磨料附接或者部分密封网式背衬中的开口以及提高除尘效率。本发明提供了网格磨料产品,该网格磨料产品具有固定到网格背衬的成形磨料复合物,无需穿过网格背衬延伸至其相反侧,或无需堵塞成形磨料复合物之间的网格背衬中的开口以进行除尘。
技术实现要素:
4.有利地,根据本公开的方法可提供网格磨料产品,该网格磨料产品具有固定到网格背衬的成形磨料复合物,而不会堵塞该成形磨料复合物之间的该网格背衬中的开口以用于除尘砂磨。此外,根据本公开的方法可提供网格磨料产品,该网格磨料产品具有固定到网格背衬的成形磨料复合物,并且该网格背衬和该成形磨料复合物之间具有改善的粘附性。
5.因此,在一个方面,本公开提供了一种制备网格磨料产品的方法,该方法按顺序包括:
6.提供生产工具,所述生产工具具有限定多个成形腔的模具表面;
7.用磨料复合物前体浆料填充所述成形腔中的至少一些成形腔,其中所述磨料复合物前体浆料包括分散在可固化粘结剂前体内的磨料颗粒;
8.使所述模具表面与开放式网格背衬接触,所述开放式网格背衬包括限定开口的交织线,并且具有相反的第一主侧面和第二主侧面;
9.超声振动所述磨料复合物前体浆料;
10.通过将所述可固化粘结剂前体暴露于足够的光化电磁辐射来固化所述可固化粘
结剂前体,以提供接触并固定到所述开放式网格背衬的所述第一主侧面的隔离的成形磨料复合物;以及
11.将所述网格磨料产品与所述生产工具分离。
12.在另一方面,本公开提供了一种网格磨料产品,该网格磨料产品包括:
13.开放式网格背衬,所述开放式网格背衬包括限定开口的交织线,并且具有相反的第一主侧面和第二主侧面;和
14.多个隔离的成形磨料复合物,所述多个隔离的成形磨料复合物接触并固定到所述第一主侧面,其中所述隔离的成形磨料复合物包括分散在有机粘结剂中的磨料颗粒,并且其中所述隔离的成形磨料复合物彼此不接触。
15.在第二方面,本公开提供了一种制备网格磨料产品的方法,该方法按顺序包括:
16.提供生产工具,所述生产工具具有限定多个成形腔的模具表面;
17.用磨料复合物前体浆料填充所述成形腔中的至少一些成形腔,其中所述磨料复合物前体浆料包括分散在可固化粘结剂前体内的磨料颗粒;
18.使所述模具表面与开放式网格背衬接触,所述开放式网格背衬包括限定开口的交织线,并且具有相反的第一主侧面和第二主侧面;
19.超声振动所述磨料复合物前体浆料;
20.通过将所述可固化粘结剂前体暴露于足够的光化电磁辐射来固化所述可固化粘结剂前体,以提供接触并固定到所述开放式网格背衬的所述第一主侧面的隔离的成形磨料复合物;以及
21.将所述网格磨料产品与所述生产工具分离。
22.如本文所用:
23.术语“网格”是指由使用一根或多根线制成的单独曲线连续交织形成的织造织物,这些线通过水平或垂直交叉的方式交织结合;
24.术语“开口网格”是指具有尺寸等于线直径的0.2倍和10倍的孔或开口的网格;并且
25.术语“线”包括线和纱线。
26.在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
附图说明
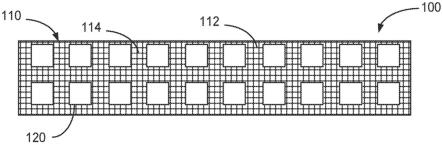
27.图1a是根据本公开的示例性网格磨料产品的示意性俯视图。
28.图1b是根据本公开的网格磨料产品100的示意性侧视图。
29.图1c是根据本公开的网格磨料产品100的示意性端视图。
30.图2是在比较例b中制备的网格磨料产品的数字显微照片。
31.图3是在实施例1中制备的网格磨料产品的数字显微照片。
32.图4a是在实施例2中制备的网格磨料盘的环状侧的数字显微照片。
33.图4b是在实施例2中制备的网格磨料盘的研磨侧的数字显微照片。
34.图4c是实施例2中制备的网格磨料盘的研磨侧的较高分辨率数字显微照片。
35.在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结
8805得自新泽西州西帕特森的氰特工业公司(cytec industries,west paterson,new jersey)的那些。
46.(甲基)丙烯酸酯化环氧树脂包括环氧树脂的二(甲基)丙烯酸酯,诸如双酚a环氧树脂的二丙烯酸酯。可商购获得的丙烯酸酯化环氧树脂的示例包括可以cmd 3500、cmd 3600和cmd 3700得自氰特工业公司(cytec industries)的那些。
47.烯键式不饱和自由基可聚合化合物包括含有碳原子、氢原子和氧原子以及任选氮和卤素的单体和聚合物化合物。氧原子或氮原子或两者通常存在于醚、酯、聚氨酯、酰胺和脲基中。烯键式不饱和自由基可聚合化合物通常具有低于约4,000克/摩尔的分子量,并且通常为由含有单个脂族羟基基团或多个脂族羟基基团的化合物与不饱和羧酸(诸如丙烯酸、甲基丙烯酸、衣康酸、巴豆酸、异巴豆酸和马来酸等)反应制成的酯。烯键式不饱和自由基可聚合化合物的代表性示例包括甲基丙烯酸甲酯、甲基丙烯酸乙酯、苯乙烯、二乙烯基苯、乙烯基甲苯、乙二醇二丙烯酸酯、乙二醇甲基丙烯酸酯、己二醇二丙烯酸酯、三乙二醇二丙烯酸酯、三羟甲基丙烷三丙烯酸酯、甘油三丙烯酸酯、季戊四醇三丙烯酸酯、季戊四醇甲基丙烯酸酯和季戊四醇四丙烯酸酯。其他烯键式不饱和树脂包括单烯丙基、聚丙烯基和聚甲基烯丙基酯和羧酸酰胺,例如二烯丙基邻苯二甲酸酯、二烯丙基己二酸酯和n,n-二烯丙基己二酰二胺。而其他含氮化合物包括三(2-丙烯酰-氧乙基)异氰脲酸酯、1,3,5-三(2-甲基丙烯酰氧乙基)均三嗪、丙烯酰胺、正-甲基丙烯酰胺、n,n-二甲基丙烯酰胺、正-乙烯基吡咯烷酮和正-乙烯基哌啶酮。
48.可用的氨基塑料树脂的每个分子或每个低聚物具有至少一个α,β-不饱和羰基侧基基团。这些不饱和羰基基团可以是丙烯酸酯、甲基丙烯酸酯或丙烯酰胺型基团。此类材料的示例包括n-羟甲基丙烯酰胺、n,n'-氧基二亚甲基双丙烯酰胺、邻位丙烯酰胺甲基化苯酚及对位丙烯酰胺甲基化苯酚、丙烯酰胺甲基化线型酚醛树脂以及它们的组合。这些材料在美国专利号4,903,440和5,236,472(均授予kirk等人)中进一步描述。
49.具有至少一个丙烯酸侧基的异氰脲酸酯衍生物和具有至少一个丙烯酸侧基的异氰酸酯衍生物在美国专利号4,652,274(boettcher等人)中被进一步描述。一种异氰脲酸酯材料的示例为三(羟乙基)异氰脲酸酯的三丙烯酸酯。
50.在暴露于光化电磁辐射(例如,紫外线或可见光电磁辐射)的情况下,产生自由基源的化合物通常称为光引发剂。
51.光引发剂的示例包括:苯偶姻及其衍生物诸如α-甲基苯偶姻;α-苯基苯偶姻;α-烯丙基苯偶姻;α-苄基苯偶姻;苯偶姻醚,诸如苯偶酰二甲基缩酮、苯偶姻甲醚、苯偶姻乙醚、苯偶姻正丁基醚;苯乙酮及其衍生物,诸如2-羟基-2-甲基-1-苯基-1-丙酮和1-羟基环己基苯基酮;2-甲基-1-[4-(甲硫基)苯基]-2-(4-吗啉基)-1-丙酮;和2-苄基-2-(二甲氨基)-1-[4-(4-吗啉基)苯基]-1-丁酮。其它可用的光引发剂包括:例如新戊偶姻乙醚、茴香偶姻乙醚、蒽醌(例如,蒽醌、2-乙基蒽醌、1-氯蒽醌、1,4-二甲基蒽醌、1-甲氧基蒽醌或苯并蒽醌)、卤代甲基三嗪、二苯甲酮及其衍生物、碘鎓盐和锍盐、钛络合物诸如双(eta..sub.5-2,4-环戊二烯-1-基)-双[2,6-二氟-3-(1h-吡咯-1-基)苯基]钛;卤代硝基苯(例如,4-溴甲基硝基苯)、单-和双-酰基膦。可使用光引发剂的组合。可与光引发剂一起使用一种或多种光谱敏化剂(例如,染料),例如,以便提高光引发剂对具体光化辐射源的灵敏度。
[0052]
如果存在的话,光引发剂可以是有效固化可固化粘结剂前体的任何量。典型的量
在0.1%至5%的范围内,尽管也可以使用更多和更少的量。
[0053]
为了促进上述粘结剂和磨粒之间的联接,可以在磨粒和粘结剂前体的浆料中包括硅烷偶联剂;通常,量为约0.01重量%至5重量%、更典型地量为约0.01重量%至3重量%、更典型地量为约0.01重量%至1重量%,但也可使用其它量,例如取决于磨料颗粒的尺寸。合适的硅烷偶联剂包括例如甲基丙烯酰氧基丙基硅烷、乙烯基三乙氧基硅烷、乙烯基三(2-甲氧基乙氧基)硅烷、3,4-环氧环己基甲基三甲氧基硅烷、γ-缩水甘油氧基丙基三甲氧基硅烷和γ-巯基丙基三甲氧基硅烷、烯丙基三乙氧基硅烷、二烯丙基二氯硅烷、二乙烯基二乙氧基硅烷和间-、对-苯乙烯基乙基三甲氧基硅烷、二甲基二乙氧基硅烷、二羟基二苯基硅烷、三乙氧基硅烷、三甲氧基硅烷、三乙氧基硅烷醇、3-(2-氨乙基氨基)丙基三甲氧基硅烷、甲基三甲氧基硅烷、乙烯基三乙酰氧基硅烷、甲基三乙氧基硅烷、原硅酸四乙酯、原硅酸四甲酯、乙基三乙氧基硅烷、戊基三乙氧基硅烷、三氯乙基硅烷、戊基三氯硅烷、苯基三氯硅烷、苯基三乙氧基硅烷、甲基三氯硅烷、甲基二氯硅烷、二甲基二氯硅烷、二甲基二乙氧基硅烷以及它们的混合物。
[0054]
有机粘结剂前体(因此也包括有机粘结剂)可任选地含有添加剂诸如例如着色剂、助磨剂、填料、润湿剂、分散剂、光稳定剂和抗氧化剂。
[0055]
通过粘结剂前体可任选地包含在磨料层中的助磨剂包括多种不同的材料,其包括有机化合物和无机化合物两者。有效用作助磨剂的化学化合物的示例包括蜡、有机卤化物、卤化物盐、金属以及金属合金。有效用作助磨剂的特定蜡具体地包括但不限于卤代蜡四氯化萘和五氯化萘。其它有效的助磨剂包括卤化热塑性塑料、磺化热塑性塑料、蜡、卤代蜡、磺化蜡以及它们的混合物。其它有效用作助磨剂的有机材料具体地包括但不限于聚氯乙烯和聚偏二氯乙烯。通常有效作为助磨剂的卤化物盐的示例包括氯化钠、钾冰晶石、钠冰晶石、铵冰晶石、四氟硼酸钾、四氟硼酸钠、氟化硅、氯化钾和氯化镁。用作助磨剂的卤化物盐通常具有的平均粒度为小于100微米、优选地颗粒小于25微米。通常有效用作助磨剂的金属的示例包括锑、铋、镉、钴、铁、铅、锡和钛。其它常用的助磨剂包括硫、有机硫化合物、石墨和金属硫化物。也可以使用这些助磨剂组合。
[0056]
磨料颗粒应具有足够的硬度和表面粗糙度以在研磨过程中用作磨料颗粒。优选地,磨料颗粒具有的莫氏硬度为至少4、至少5、至少6、至少7或甚至至少8。示例性磨料颗粒包括压碎的磨料颗粒、成形磨料颗粒(例如,成形陶瓷磨料颗粒或成形磨料复合颗粒)以及它们的组合。
[0057]
合适磨料颗粒的示例包括:熔融氧化铝;经热处理的氧化铝;白色熔融的氧化铝;陶瓷氧化铝材料,诸如可以商品名3m ceramic abrasive grain从明尼苏达州圣保罗市的3m公司(3m company,st.paul,minn)商购获得的那些;棕色氧化铝;蓝色氧化铝;碳化硅(包括绿色碳化硅);二硼化钛;碳化硼;碳化钨;石榴石;碳化钛;金刚石;立方氮化硼;石榴石;熔融的氧化铝-氧化锆;氧化铁;氧化铬;氧化锆;二氧化钛;氧化锡;石英;长石;燧石;金刚砂;溶胶-凝胶法制备的磨料颗粒(例如,包括成形和压碎的形式);以及它们的组合。另外的示例包括粘结剂基质中磨料颗粒的成形磨料复合物,诸如美国专利号5,152,917(pieper等人)中所述的那些。许多此类磨料颗粒、团聚物和复合物在本领域中是已知的。
[0058]
溶胶-凝胶法制备的磨料颗粒及其制备方法的示例可见于美国专利号4,314,827(leitheiser等人);美国专利号4,623,364(cottringer等人);美国专利号4,744,802
(schwabel)、美国专利号4,770,671(monroe等人);以及美国专利号4,881,951(monroe等人)。还设想,磨料颗粒可包括研磨团聚物,诸如例如,在美国专利号4,652,275(bloecher等人)或美国专利号4,799,939(bloecher等人)中描述的那些。在一些实施方案中,磨料颗粒可用偶联剂(例如,有机硅烷偶联剂)进行表面处理或进行其它物理处理(例如氧化铁或氧化钛)以增强磨料颗粒与粘结剂的粘附性。磨料颗粒可在它们与粘结剂结合之前进行处理,或者它们可被就地通过将偶联剂包括到粘结剂中进行表面处理。
[0059]
优选地,磨料颗粒包含陶瓷磨料颗粒,诸如例如溶胶-凝胶法制备的多晶α氧化铝颗粒。磨料颗粒可为压碎的磨料颗粒或成形磨料颗粒或它们的组合。
[0060]
可根据在例如美国专利号5,213,591(celikkaya等人)和美国公布专利申请号2009/0165394 a1(culler等人)和2009/0169816 a1(erickson等人)中描述的方法使用溶胶-凝胶α氧化铝颗粒前体来制备由α氧化铝、镁铝尖晶石和稀土六铝酸盐的微晶构成的成形陶瓷磨料颗粒。
[0061]
可根据熟知的多步骤过程制备基于α-氧化铝的成形陶瓷磨料颗粒。简而言之,该方法包括如下步骤:制备可转变为α氧化铝的要么有晶种要么无晶种的溶胶-凝胶α氧化铝前体分散体;用溶胶-凝胶填充具有期望外形的成形磨料颗粒的一个或多个模具腔,将溶胶-凝胶干燥以形成成形陶瓷磨料颗粒前体;从模具腔移除成形陶瓷磨料颗粒前体;煅烧成形陶瓷磨料颗粒前体以形成煅烧后的成形陶瓷磨料颗粒前体,并且然后烧结煅烧后的成形陶瓷磨料颗粒前体以形成成形陶瓷磨料颗粒。
[0062]
关于制备溶胶-凝胶法制备的磨料颗粒的方法的更多细节可见于例如美国专利号4,314,827(leitheiser);美国专利号5,152,917(pieper等人);美国专利号5,435,816(spurgeon等人);美国专利号5,672,097(hoopman等人);美国专利号5,946,991(hoopman等人);美国专利号5,975,987(hoopman等人);和美国专利号6,129,540(hoopman等人)。以及美国公布专利申请号2009/0165394 a1(culler等人)。
[0063]
虽然对成形陶瓷磨料颗粒的形状没有特别限制,但是磨料颗粒优选地例如通过利用模具将包含陶瓷前体材料(例如,水软铝石溶胶-凝胶)的前体颗粒成形然后通过烧结而形成为预先确定形状。成形陶瓷磨料颗粒可成形为例如棱柱、棱锥、截头棱锥(例如,截头三棱锥)和/或一些其它规则或不规则的多边形。磨料颗粒可包括一种磨料颗粒或通过两种或更多种磨料或者两种或更多种磨料的磨料混合物形成的磨料聚集体。在一些实施方案中,成形陶瓷磨料颗粒是精确成形的,单个成形陶瓷磨料颗粒将具有这样的形状,其基本上为其中颗粒前体在任选煅烧和烧结之前干燥的模具或生产工具的腔的一部分的形状。
[0064]
本公开中使用的成形陶瓷磨料颗粒通常可使用工具(即,模具)制备,并且使用精确机加工进行切割,从而提供比其它制作替代方法(诸如例如,冲压或冲孔)高的特征清晰度。通常,工具表面中的腔具有沿尖锐边缘交汇的平面,并且形成截头棱锥的侧面和顶部。所得的成形陶瓷磨料颗粒具有对应于工具表面中的腔形状(例如,截头棱锥)的相应标称平均形状;然而,进行制造期间可产生标称平均形状的变型(例如,无规变型),并且表现出此类变型的成形陶瓷磨料颗粒包括在如本文所用的成形陶瓷磨料颗粒的定义内。
[0065]
在一些实施方案中,成形陶瓷磨料颗粒的基部和顶部基本上平行,从而得到棱柱或截头棱锥形状,但是这不是必需的。在一些实施方案中,截头三方锥的侧部具有相等的尺寸并且与基部形成约82度的二面角。然而,应当理解,也可使用其它二面角(包括90度)。例
如,基部和侧部中的每个侧部之间的二面角可独立地为在45度至90度、通常在70度至90度、更通常在75至85度的范围内。
[0066]
如本文所用,在涉及成形陶瓷磨料颗粒时,术语“长度”是指成形磨料颗粒的最大尺寸。“宽度”是指成形磨料颗粒的与长度垂直的最大尺寸。术语“厚度”或“高度”是指成形磨料颗粒的与长度和宽度垂直的尺寸。
[0067]
优选地,陶瓷磨料颗粒包括成形陶瓷磨料颗粒。溶胶-凝胶法制备的成形α-氧化铝(即,陶瓷)磨料颗粒的示例可见于美国专利号5,201,916(berg)、美国专利号5,366,523(rowenhorst(re 35,570));和美国专利号5,984,988(berg)。美国专利号8,034,137(erickson等人)描述已形成特定形状的氧化铝磨料颗粒,然后将其压碎以形成碎片,该碎片保持其初始形状特征结构的一部分。在一些实施方案中,溶胶-凝胶法制备的成形α-氧化铝颗粒为精确成形的(即,颗粒具有的形状至少部分地由用于制备它们的生产工具中的腔的形状决定)。关于此类磨料颗粒及其制备方法的细节可见于例如美国专利号8,142,531(adefris等人)、美国专利号8,142,891(culler等人)、和美国专利号8,142,532(erickson等人);以及美国专利申请公布号2012/0227333(adefris等人);2013/0040537(schwabel等人)和2013/0125477(adefris)中。
[0068]
在一些优选的实施方案中,磨料颗粒包括成形陶瓷磨料颗粒(例如,成形溶胶-凝胶法衍生的多晶α-氧化铝颗粒),其一般为三角形形状(例如,三棱柱或截头三侧棱锥)。
[0069]
通常选择的成形陶瓷磨料颗粒的长度为在1微米至15000微米、更通常10微米至约10000微米并且仍然更通常150微米至2600微米的范围内,但也可使用其它长度。在一些实施方案中,长度可被表示为其包含在其中的粘结磨具轮的厚度的一部分。例如,成形磨料颗粒可具有大于粘结磨料轮的厚度的一半的长度。在一些实施方案中,长度可大于粘结磨具切割轮的厚度。
[0070]
通常选择的成形陶瓷磨料颗粒的宽度为在0.1微米至3500微米、更通常100微米至3000微米并且更通常100微米至2600微米的范围内,但也可使用其它长度。
[0071]
通常选择的成形陶瓷磨料颗粒的厚度为在0.1微米至1600微米、更通常1微米至1200微米的范围内,但可使用其它厚度。
[0072]
在一些实施方案中,成形陶瓷磨料颗粒可具有的纵横比(长度与厚度之比)为至少2、3、4、5、6或更大。
[0073]
根据本公开的网格磨料产品可以例如通过包括以下顺序和任选连续的步骤的方法来制备。
[0074]
首先,具有限定多个成形腔的模具表面的生产工具涂覆有磨料复合物前体浆料以填充该成形腔。该磨料复合物前体浆料包括分散在可固化粘结剂前体内的磨料颗粒。
[0075]
接下来,模具表面与开放式网格背衬接触,该开放式网格背衬包括限定开口的交织线,并且具有相反的第一主侧面和第二主侧面。
[0076]
一旦接触,对复合物组件进行超声振动,以确保磨料复合物前体浆料对线进行良好涂覆。
[0077]
合适的超声装置在本领域中为人们所熟知,并且可以包括例如配备有变幅杆、刀具、刀片或板的可商购获得的超声处理发生器。如本文所用,术语“超声”是指高于约20,000赫兹的振动频率。可商购获得的合适超声装置的示例包括可从美国康涅狄格州丹伯里的必
能信(branson ultrasonics,danbury,connecticut)获得的那些。
[0078]
接下来,将可固化粘结剂前体暴露于足够的光化电磁辐射以引起固化。合适的光化(例如,紫外线和/或可见光)电磁辐射源是本领域为人所熟知的,并且包括例如低、中和/或高压汞灯、激光器、微波驱动灯和氙闪光灯。暴露条件通常取决于灯具类型、强度和暴露持续时间,并且在本领域技术人员的能力范围内。
[0079]
一旦固化,就将生产工具移除,留下开放式网格磨料产品,其包括接触并固定到第一主侧面的隔离的成形磨料复合物。
[0080]
本公开的选择实施方案
[0081]
在第一实施方案中,本公开提供了一种制备网格磨料产品的方法,该方法按顺序包括:
[0082]
提供生产工具,所述生产工具具有限定多个成形腔的模具表面;
[0083]
用磨料复合物前体浆料填充所述成形腔中的至少一些成形腔,其中所述磨料复合物前体浆料包括分散在可固化粘结剂前体内的磨料颗粒;
[0084]
使所述模具表面与开放式网格背衬接触,所述开放式网格背衬包括限定开口的交织线,并且具有相反的第一主侧面和第二主侧面;
[0085]
超声振动所述磨料复合物前体浆料;
[0086]
通过将所述可固化粘结剂前体暴露于足够的光化电磁辐射来固化所述可固化粘结剂前体,以提供接触并固定到所述开放式网格背衬的所述第一主侧面的隔离的成形磨料复合物;以及
[0087]
将所述网格磨料产品与所述生产工具分离。
[0088]
在第二实施方案中,本公开提供了根据第一实施方案所述的方法,其中该线具有平均直径,并且其中该开口的平均长度和宽度是该线的该平均直径的0.5倍至10倍。
[0089]
在第三实施方案中,本公开提供了根据第一或第二实施方案所述的方法,其中该可固化粘结剂前体包括可固化丙烯酸粘结剂前体。
[0090]
在第四实施方案中,本公开提供了根据第一至第三实施方案中任一项所述的方法,其中该隔离的成形磨料复合物包括三角形、正方形、矩形或六边形柱中的至少一者。
[0091]
在第五实施方案中,本公开提供了根据第一至第四实施方案中任一项所述的方法,其中该隔离的成形磨料复合物中的至少一些接触至少六根线,优选地至少九根线。
[0092]
在第六实施方案中,本公开提供了根据第一至第五实施方案中任一项所述的方法,其中该开放式网格背衬进一步包括固定到该开放式网格背衬的该第二主侧面的附接层,其中该附接层包括两部分钩-环紧固系统的环状部分或钩状部分。
[0093]
在第七实施方案中,本发明提供了一种根据第一至第六实施方案中任一项所述的方法,其中该隔离的成形磨料复合物不接触该第二主侧面。
[0094]
在第八实施方案中,本公开提供了一种网格磨料产品,该网格磨料产品包括:
[0095]
开放式网格背衬,所述开放式网格背衬包括限定开口的交织线,并且具有相反的第一主侧面和第二主侧面;和
[0096]
多个隔离的成形磨料复合物,所述多个隔离的成形磨料复合物接触并固定到所述第一主侧面,其中所述隔离的成形磨料复合物包括分散在有机粘结剂中的磨料颗粒,并且其中所述隔离的成形磨料复合物彼此不接触。
[0097]
在第九实施方案中,本公开提供了根据第八实施方案所述的网格磨料产品,其中该线具有平均直径,并且其中该开口的平均长度和宽度是该线的该平均直径的0.5倍至10倍。
[0098]
在第十实施方案中,本公开提供了根据第八或第九实施方案所述的网格磨料产品,其中每个隔离的磨料复合物的至少一部分包括成形磨料复合物。
[0099]
在第十一实施方案中,本公开提供了根据第八至第十实施方案中任一项所述的网格磨料产品,其中该有机粘结剂包括丙烯酸粘结剂。
[0100]
在第十二实施方案中,本公开提供了根据第八至第十一实施方案中任一项所述的网格磨料产品,其中该隔离的成形磨料复合物包括三角形、正方形、矩形或六边形柱中的至少一者。
[0101]
在第十三实施方案中,本公开提供了根据第八至第十二实施方案中任一项所述的网格磨料产品,其中该成形磨料复合物中的至少一些成形磨料复合物接触至少六根线。
[0102]
在第十四实施方案中,本公开提供了根据第八至第十三实施方案中任一项所述的网格磨料产品,其中该成形磨料复合物中的至少一些成形磨料复合物接触至少九根线。
[0103]
在第十五实施方案中,本公开提供了根据第八至第十四实施方案中任一项所述的网格磨料产品,其中该隔离的成形磨料复合物不接触该第二主侧面。
[0104]
在第十六实施方案中,本公开提供了根据第八至第十五实施方案中任一项所述的网格磨料产品,其进一步包括固定到该开放式网格背衬的该第二主侧面的附接层,其中该附接层包括两部分钩-环紧固系统的环状部分或钩状部分。
[0105]
通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
[0106]
实施例
[0107]
除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。
[0108]
实施例的数字显微照片是使用keyence光学显微镜获得的,型号vk-5000,可从日本大阪的基恩士公司(keyence corp.)获得。
[0109]
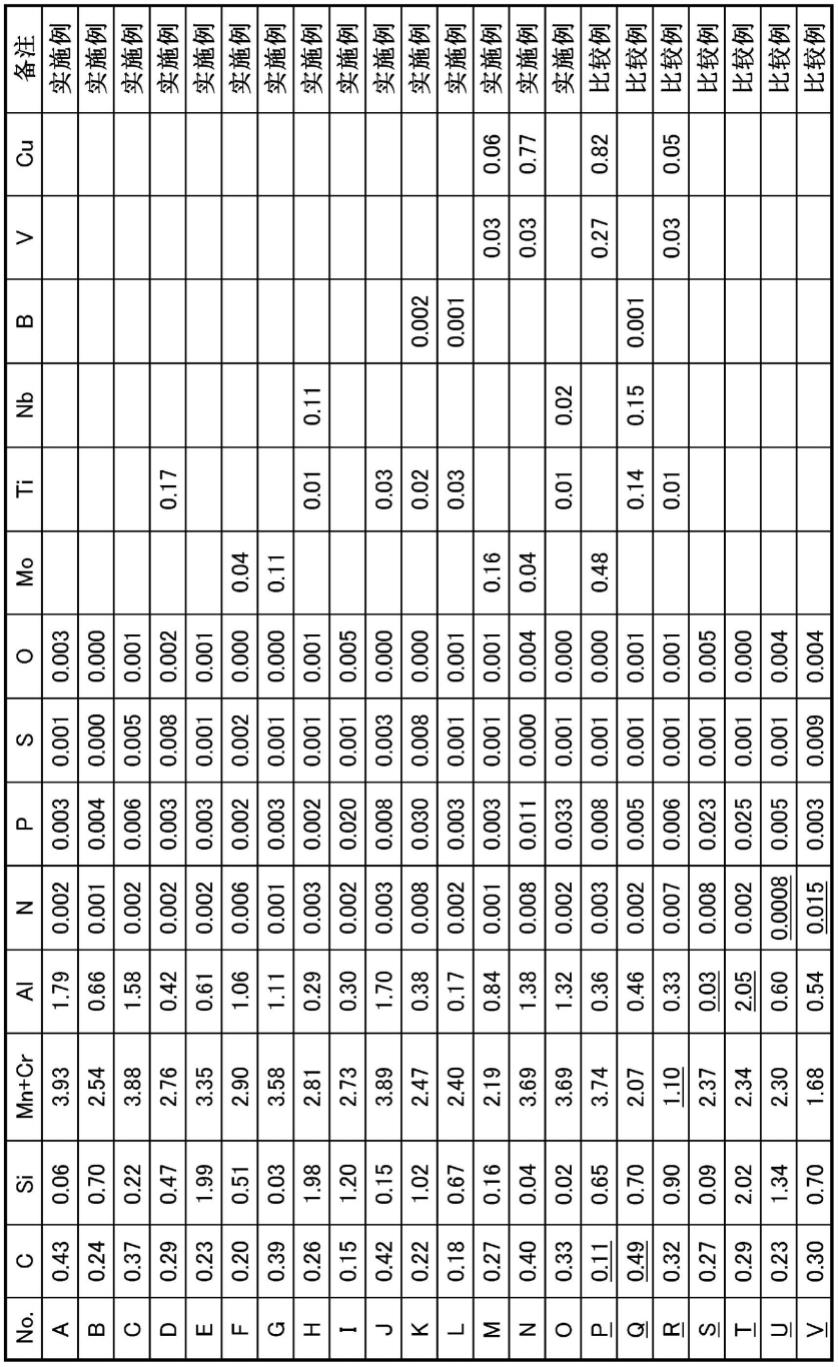
下表1报告了实施例中所使用的材料。
[0110]
表1
[0111][0112][0113]
制备结构化网格磨料产品的一般程序:
[0114]
生产工具用于制备结构化磨料,其具有在网格背衬上的精确形状和分布。具有多
个精确成形的凹部的生产工具涂覆有磨料浆料,以便填充该精确成形的凹部。然后使背衬的前表面与磨料浆料接触。为促进浆料和网格背衬之间的接触,对生产工具或网格背衬进行超声处理5秒至20秒。借助于超声振动,网格背衬的纱线将腔中的湿浆料吸走,以形成浆料与纱线之间的接触。在接触时,将磨料浆料暴露于光化辐射5秒至20秒,这足以至少部分地固化或硬化磨料浆料的粘结剂前体。任选地,可施加附加固化以固定浆料与网格背衬的纱线之间的接触。例如,通过使网格背衬面向光化辐射源,通过光化辐射进一步固化样品。最后,将其上粘结有磨料涂层的背衬从生产工具的模具表面移除,以制得网格磨料制品。
[0115]
比较例a
[0116]
使用具有紧密堆积的六边形腔的生产工具来制备比较例a。六边形腔均匀地分布到生产工具的模具表面上的模具腔中,并且侧边长度为3500微米,深度为450微米,并且腔之间的壁厚为2000微米。
[0117]
使用压舌板将磨料浆料涂覆到工具中,以填充生产工具中的开口。将磨料浆料(110.3克)施加到生产工具上的9英寸x11英寸(23厘米x28厘米)表面积上,以填充所有腔。用2英寸(5.1厘米)宽的遮蔽胶带将网格背衬贴到涂覆的工具表面上,其中无环侧面向工具表面。用摩擦辊夹住网格背衬,以便将网格背衬层压到生产工具表面的浆料上。通过穿过型号为dre 410q uv的固化室(马里兰州盖瑟斯堡的辐深uv系统公司(fusion uv systems,gaithersburg,maryland))来固化网格连同工具,该固化室配备有设定在高功率下的两个600瓦“d型”fusion灯。然后将生产工具与网格背衬分离,由此所固化的成形磨料复合物保留在生产工具腔中并且不会粘附到网格背衬。
[0118]
比较例b
[0119]
重复比较例a的程序,除了将160.8g浆料施加到生产工具上的9英寸x11英寸(23厘米x28厘米)表面积上以填充所有腔。将过量的浆料施加到工具上以提供轻微过量的着陆区域,以促进磨料涂层转移。在uv固化之后,将生产工具与网格背衬分离,以获得固定到网格背衬的固化结构化磨料复合物;然而,固化磨料复合物覆盖成形磨料复合物之间的网格背衬的所有开口。图2中示出了在比较例b中制备的结构化网格磨料的研磨侧的数字显微照片。
[0120]
实施例1
[0121]
重复比较例a的程序,除了在将网格背衬贴到生产工具之后,用超声变幅杆夹住组合组件。使变幅杆在19100hz的频率下以约130微米的振幅振动。变幅杆由6-4钛构成并且用与2:1booster 802压电转化器耦合的900瓦特184v branson电源驱动。在通过超声变幅杆之后,网格背衬与工具一起在uv固化室中固化。在uv固化之后,将生产工具与网格背衬分离,以获得网格磨料产品,该网格磨料产品具有粘附到网格背衬的隔离的成形磨料复合物。所有固化的磨料浆料成功转移到网格背衬上,并且六边形之间的网格背衬上的所有开口保持基本上打开。图3中示出了在实施例1中制备的结构化网格磨料的研磨侧的数字显微照片。
[0122]
实施例2
[0123]
重复实施例1的程序,除了:(1)使用具有紧密堆积的正方形模具腔的生产工具(侧边长度为3600微米,深度为500微米,并且腔之间的壁厚为2500微米);和(2)使用10份p220级sap和90份p220级ao的共混物矿石。图4a和图4b分别示出了根据实施例2制备的3.5英寸
(8.9厘米)网格磨料盘的环状侧和研磨侧的图像。图4c示出了图4b的放大视图。
[0124]
本技术中所有引用的参考文献、专利和专利申请以一致的方式以引用方式并入。在并入的参考文献部分与本技术之间存在不一致或矛盾的情况下,应以本技术中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。