1.本技术涉及正交异性桥面结构领域,尤其涉及一种新型纵肋和桥面结构。
背景技术:
2.正交异性桥面结构是一类主要通过焊接连接将顶板、纵肋和横肋隔板连接成在纵向和横向满足不同受力需求的板结构,纵向刚度需求大,因此,在纵向布置纵肋。横向刚度需求相对小,每隔一定距离布置一道横肋隔板,以此达到降低结构自重的目的。正交异性桥面结构由于自重轻,承载能力大等优点广泛用于桥梁的桥面体系,尤其是大跨径桥梁。
3.正交异性桥面结构虽然优点众多,但其疲劳开裂问题一直难以解决。如何提高正交异性桥面结构耐久性,解决疲劳问题,长期以来一直都是一个被重点关注的技术问题和研究热点,其技术经济的合理性更是困扰着设计的一个难题。
4.大量研究表明,加劲肋纵肋和横肋的构造形式与焊接构造细节是疲劳问题的主要原因。
5.纵肋的两种主要形式包括开口肋和闭口肋。闭口肋具有较高的抗扰和抗扭刚度,较高的抗扭刚度使得闭口肋能更好地传递集中横向荷载,从而减少桥面板上的应力。此外,闭口肋还具有焊缝少、扭转小、用钢少等优点。
6.闭口肋体系由于与顶板形成封闭的内腔,焊接时常常采用纵肋与面板单面部分熔透焊接,通常要保持75%熔透率,由于纵肋本身板厚只有6-8mm左右,要保证1.5-2mm的未熔透部分,在焊接时很难控制精度,实际往往容易焊穿或未达到要求的焊透率;并且,初始的未焊透部分即为初始裂纹,这种焊接方式容易诱发疲劳开裂,且未焊透部分在纵肋内侧,即使开裂也难以发觉,因此需要制造商在制造时始终如一的保持高质量。
7.其次,由于闭口肋的几何形状和固有的抗扭强度,闭口肋桥面板容易产生局部变形和应力,如图1所示的桥面结构,包括顶板200,纵肋100和横隔板300,为受轮载时传统闭口肋在纵肋与横肋交叉部位,即支点位置的典型的变形图,纵肋不断发生鼓曲、扭转等变形,容易造成纵肋与顶板焊缝、纵肋与横肋连接处产生疲劳开裂。
8.其次,闭口肋桥面体系,闭口肋通常采用横向等间距布置,因而桥面宽度理论上要求是有效宽度的整数倍,而事实上很难做到如此。
9.开口肋体系主要有两个缺点,首先,它的抗扭刚度较闭口肋差,意味着它在肋与相邻肋之间传递横向荷载如轮载的效率不是很高,这将导致所需纵肋的数量增多,横肋间距变小,从而每平方英尺较闭口肋需要更多的钢材。其次,开口肋体系所需的焊接总量也大约是闭口肋的二倍,即一对垂直的开口肋与面板需要4条焊缝,而与之相对应的闭口肋只需2条焊缝。
10.如何构造高性能的肋型,以及改善纵肋与顶板焊接构造是研究钢桥面板疲劳问题的重点方向之一。
技术实现要素:
11.本技术针对现有纵肋及钢桥面板抗疲劳性能差的缺陷,提供了一种新型的双肋型纵肋及采用该纵肋的桥面结构,通过采用耳板连接,释放了一侧的应变、提高抗疲劳性能,同时耳板另一侧利用邻近的闭口肋的连接即在不增加连接数量的条件下,增加开口肋作为副肋,起到了进一步强化构造的功效。
12.为了实现上述目的,本技术采用了以下技术方案:
13.本技术一方面提供了一种双肋型纵肋,包括闭口肋、开口肋和耳板,所述闭口肋和开口肋通过耳板连接,所述闭口肋、开口肋及耳板三者为一体材料;所述闭口肋具有侧腹板,耳板一端与侧腹板上端连接,耳板与侧腹板具有第一转角α;所述开口肋与耳板的另一端相连,所述开口肋与耳板具有第二转角θ;所述耳板上具有多个连接孔。
14.作为优选,所述闭口肋两侧均设置耳板和开口肋。该结构更加对称,相当于在闭口纵肋两侧增加了两道开口肋,显著提高了其纵向抗弯和抗扭转刚度,延长纵桥向应力影响线,使纵肋的纵向传力性能更优,同时,此处增加了副肋而利用邻近的闭口肋的连接即在不增加连接数量的条件下,起到了进一步强化了构造的功效,再次,通过耳板外伸,纵肋与顶板的连接点外移,顶板的实际跨度缩小,因而采用薄顶板也能实现大纵肋正交异性桥面板结构,整体用钢量减少。
15.作为优选,所述第一转角α的外轮廓半径为r1,内轮廓半径为r2,耳板板厚为t,r1-r2<t。通过缩小第一转角外转角半径和内转角半径之间的差距(正常情况为1倍板厚),将该差距不断缩小有利于转角承托受力性能,甚至采用外轮廓半径等于或小于内轮廓半径的逆向设计,有效规避纵肋侧腹板附加弯矩的产生,使得纵肋既可以用转角来承担加载时的应变,又不产生面外变形。
16.作为优选,所述侧腹板的高度与板厚之比大于40。通过纵肋构造局部加强及由于母材的成型转角对承担纵肋转动不敏感的特性,纵肋侧腹板的高度与板厚之比可突破传统高厚比40的限制,提高了纵肋的截面惯性矩,减少了纵肋数量,从而减少了焊缝数量。
17.作为优选,所述耳板宽度为l,30mm≤l≤100mm。采用以上耳板宽度,既可以保证纵肋与顶板足够的连接强度不足,又结合正交异性钢桥面板的实际,在用钢量和纵肋刚度性能上达到较好的性价比。
18.作为优选,所述开口肋高h,h≥10mm。
19.作为优选,所述开口肋具有下翼缘,所述下翼缘由开口肋下端翻折而成。通过自身翻折下翼缘,制造简便,且进一步提高开口肋的截面惯性矩,从而增加纵肋整体的抗弯扭性能。
20.本技术另一方面提供了一种桥面结构,包括顶板和上述的纵肋,所述耳板与顶板的底面贴合并固定连接。
21.作为优选,还包括连接件,所述连接件与连接孔相匹配,所述耳板通过连接件与顶板固定连接。
22.作为优选,所述连接件为螺栓。采用螺栓连接,工业化、装配化程度高,尤其适用于钢混组合桥面结构,顶板上部浇筑混凝土同时将螺栓固定,不仅防止螺栓松动,同时提高混凝土与顶板的结合度。
23.作为优选,所述连接件为摩擦焊钉。螺栓连接等非焊接方式需要顶板开孔,由于顶
板为直接承受载荷的构件,开孔会大大弱化其刚度,连接孔内采用旋转的摩擦焊钉将纵肋与顶板连接,无需在顶板开孔,尤其适用于钢桥面板结构。同时,摩擦焊工业化、装配化程度更高,焊接质量不依赖于工人水平等不可控因素,焊接质量更稳定,且摩擦焊的强度高,尤其适用于恶劣受力环境。
24.作为优选,所述耳板通过在连接孔内熔焊与顶板固定连接。传统塞焊或熔焊虽然强度不及摩擦焊,但摩擦焊通常需要专用设备,适合在车间中进行焊接,传统熔焊等设备简单,适合现场作业,因而适用于该纵肋后期维护等应用场景。
25.与现有技术相比,采用了上述技术方案的纵肋及其与顶板的焊接结构,具有如下有益效果:
26.1、本技术让整体的闭口肋的一侧,通过在耳板上的连接,形成了半约束构造,利用无焊接的母材成型转角承担转动应力,一方面使得本侧的应变得到释放,因闭口肋为两侧连接的整体断面,故进一步引起了闭口肋另一侧的应变得到了部分释放,从而平衡及部分抵消了闭口肋肋壁内外面的应力与应变,由于闭口肋的二个肋壁是通过底部相互联系的,客观上起到了降低了另一侧肋壁的应力和疲劳。
27.2、通过增加开口肋作为副肋,显著提高了纵向刚度,延长纵桥向应力影响线,使纵肋的纵向传力性能更优,又兼顾了材料用料和成型工作量的最佳区间,利用邻近的闭口肋的连接即在不增加连接数量的条件下,使构造强化,以较小的成本获得了高性能。
28.3、另外,当桥面宽度理论上要求是纵肋有效宽度的整数倍,事实上很难做到如此,当整数个闭口肋放不下时,本技术的创新性的双肋型纵肋构造能有效解决该难题。
29.4、采用耳板连接,不仅连接方式多样化,既可以采用焊接,也可以采用螺栓连接。同时采用耳板中部开设连接孔与顶板连接,将传统纵肋与顶板的连接位置从纵肋侧腹板与顶板的转角处向外转移。转角位置焊缝由母材弯折而成的成型转角取而代之,以母材变形来替代角焊缝受力,其抗疲劳性能更强。
附图说明
30.图1为传统结构中纵肋受反复轮载作用的变形图;
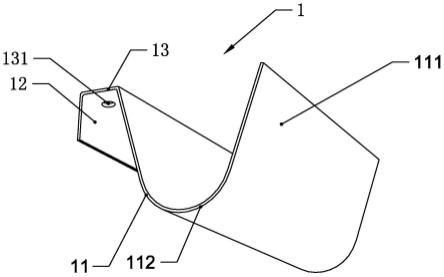
31.图2为本技术实施例1双肋型纵肋的结构示意图;
32.图3为本技术实施例1双肋型纵肋的横桥向的平面示意图;
33.图4为图3的局部放大图;
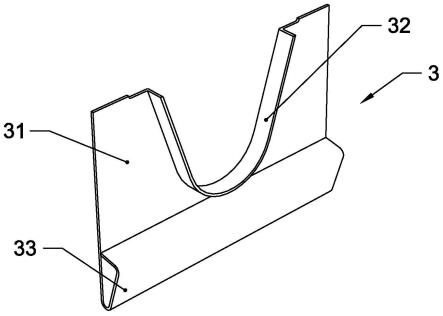
34.图5为本技术实施例1包含双肋型纵肋的桥面结构的示意图;
35.图6为图5的桥面结构的横桥向的平面示意图;
36.图7为本技术实施例2中的双肋型纵肋的立体结构示意图;
37.图8为本技术实施例3双肋型纵肋的横桥向的平面示意图;
38.图9为图8的局部放大图;
39.图10为本技术实施例3中组合桥面结构的示意图。
40.附图标记:
41.1、双肋型纵肋;11、闭口肋;111、侧腹板;112、底缘;12、开口肋;121、下翼缘;13、耳板;131、连接孔;2、顶板;100、现有技术纵肋;200、现有技术顶板;300、现有技术横肋。
具体实施方式
42.下面结合附图对本技术做进一步描述。需要说明的是,在本技术的描述中,术语“横向”,“纵向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本技术的限制。
43.实施例1:
44.如图2、3所示,本技术实施例1为一种双肋型纵肋1,包括闭口肋11、开口肋12和耳板13,闭口肋11和开口肋12通过耳板13连接。闭口肋11包括一对对称的侧腹板111和将一对侧腹板111下端相连的底缘112。闭口肋11一侧的侧腹板111上端具有向外翻折的耳板13,耳板13一端与侧腹板111上端,另一端连接开口肋12的上端,耳板13沿纵肋1的长度方向开设多个连接孔131。如图4所示,耳板13与侧腹板111具有第一转角α,且90
°
≤α≤135
°
,开口肋12由耳板13外端翻折而成,开口肋12与耳板13具有第二转角θ,且80
°
<θ<120
°
。
45.如图2、3所示,纵肋1由一块钢板折弯或辊压而成,闭口肋11、开口肋12及耳板13三者为一体材料。众所周知,型钢等采用热轧方式,可通过钢坯轧制各种断面的钢结构,但用于桥梁中的纵肋通常为定制产品,不像型钢等属于量很大的标准化产品,投入大量的设备成本在纵肋的实际生产经营中并不可行,因而通过钢板折弯或辊压更适合纵向长度较大的纵肋实现生产线的连续生产,成本低,效率高。
46.图5、6所示,为采用双肋型纵肋1的桥面结构,包括顶板2和双肋型纵肋1,双肋型纵肋1与顶板2采用焊接固定连接。闭口肋11一侧的侧腹板111通过传统的单面焊或双面焊与顶板2焊接焊接;闭口肋11的另一侧,耳板13上表面与顶板2的下表面贴合,通过在耳板13的连接孔131内设置连接件3将纵肋1的另一侧与顶板2连接。
47.如图5、6所示,连接件3为摩擦焊钉,通过驱动摩擦焊钉高速旋转,将接触区域的金属熔融,冷却后固化,将纵肋1与顶板2形成摩擦焊连接。同时,摩擦焊工业化、装配化程度更高,焊接质量不依赖于工人水平等不可控因素,焊接质量更稳定,且摩擦焊的强度高,尤其适用于恶劣受力环境。尤其在正交异性钢桥面结构,由于顶板2为直接承受载荷的构件,顶板2开孔会大大弱化其刚度,采用摩擦焊既能达到连接强度,又无需在顶板2开孔,保证了顶板2的完整性与刚度。
48.当然,也可在连接孔131内进行传统的熔焊式塞焊,将纵肋固定到顶板2的下表面,无需在顶板2开孔,也无需增加连接件3,传统塞焊或熔焊虽然强度不及摩擦焊,但摩擦焊通常需要专用设备,适合在车间中进行焊接,传统熔焊等设备简单,适合现场作业,因而适用于该纵肋后期维护等应用场景。
49.如图4,0耳板13宽度l优选为30mm-100mm,耳板13小于30mm,相应连接孔131太小,焊接面积太小,导致纵肋1与顶板2的连接强度不足,结合正交异性钢桥面板的实际,相邻纵肋相邻腹板的间隔通常为300mm左右,耳板13宽度决定了开口肋12的间距,也与开口肋12的间距相关,耳板13宽度过大,在用钢量和纵肋刚度性能上不能达到较好的性价比。
50.如图1所示传统纵肋100受反复轮载作用的变形图可知,传统纵肋100的侧腹板与顶板200相交位置为应力敏感区域,主要承受垂直于顶板的轮载所导致的局部弯拉复合作用,纵肋侧腹板与顶板的开合角φ在轮载作用下不断变化,传统纵肋100与顶板200焊缝部
位位于该处,局部轮载作用下纵肋与面板之间较大的面外变形导致该处焊缝出现较高的局部弯曲应力,焊接初始缺陷进一步放大应力集中效应,并最终导致该构造细节出现疲劳开裂。本技术实施例采用一侧设置耳板13,通过耳板13中部开设连接孔与顶板2连接,将传统纵肋与顶板的连接位置从纵肋侧腹板与顶板的转角处向外转移。转角位置处的焊缝由母材弯折而成的成型转角取而代之,以母材变形来替代图1中角焊缝受力,如图6虚线所示,通过成型转角的母材变形,释放了一侧的应力,从而降低了焊缝的应力及应力幅,提高了纵肋与顶板连接位置的抗疲劳性能。
51.实施例2:
52.如图7、8所示,本技术实施例2提供了另一种桥面结构的双肋型纵肋1,与实施例1区别在于,该纵肋1的闭口肋11两侧均设置耳板13和开口肋12。
53.本技术实施例2在不增加焊接量的的前提下,在闭口肋11的两个侧腹板111通过连续两次折弯,形成耳板13和开口肋12,相当于在闭口纵肋1两侧增加了两道开口肋,显著提高了其纵向抗弯和抗扭转刚度,延长纵桥向应力影响线,使纵肋1的纵向传力性能更优。
54.采用该纵肋1的桥面结构,由于相邻两道纵肋1的相邻两侧的侧腹板111向外延伸出耳板13,相邻两道纵肋1之间,顶板2的实际跨度为:相邻纵肋两侧腹板间距-2倍的耳板宽度,耳板13越宽,顶板2跨度越小,提高了横桥向的刚度。尤其是大尺寸纵肋,由于纵肋尺寸增大,相邻纵肋中心间距增大,导致顶板为满足跨厚比要求,也要相应增厚,采用宽耳板的纵肋,顶板无需加厚或只需少量加厚,采用薄顶板也能实现大纵肋正交异性桥面板结构,整体用钢量减少。
55.如图9所示,通过局部镦厚等方式,使得第一转角的外轮廓半径r1与内轮廓半径r2的差值小于一倍耳板13板厚t。正常情况折弯钢板转角的内外半径之差为1倍板厚t,由于大转角会引起纵肋侧腹板112的附加弯矩,当纵肋受压时,造成侧腹板屈曲或失稳,本技术通过缩小第一转角外轮廓半径r1与内轮廓半径r2差距,有效的规避肋附加弯矩的产生,使得本纵肋既可以用转角来承担加载时的应变,又不产生面外变形,通过局部加强,进一步还起到了较薄的肋支撑较高的加劲肋的作用。纵肋侧腹板的高度与板厚之比大于标规限制的40,达到45以上。
56.实施例3:
57.如图10所示,本技术实施例3提供了一种双肋型纵肋1用于组合结构桥面的情况。闭口肋11为梯形截面,开口肋12具有下翼缘121,下翼缘121由开口肋12下端翻折而成,下翼缘121的设置进一步提高开口肋12的截面惯性矩,从而提高开口肋12的抗弯扭性能。顶板2的上表面铺设钢筋混凝土层,耳板13的连接孔131内设置连接件3,连接件3为高强螺栓,采用螺栓连接与顶板2连接,不仅工业化、装配化程度高,且螺栓上部与混凝土锚固,尤其适用于钢混组合桥面结构。
58.以上所述是本技术的优选实施方式,对于本领域的普通技术人员来说不脱离本技术原理的前提下,还可以做出若干变型和改进,这些也应视为本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。