1.本发明涉及一种生产线,特别是一种螺蛳粉智能自动化组装机器人产线。
背景技术:
2.螺蛳粉在广西飞快的发展着,特别是在柳州,已经作为了地域性的标志了。目前袋装螺蛳粉销售到全国各地,需求量很大,而现在很多螺蛳粉加工厂依然是人工装料包装,一条生产线需要十几、二十多个人排列占与传送带两侧,然后每人分别往传送带上的包装袋放置各种料包,再通人工进行包装袋封口,这就需要大量的人工,且人工机械的上料方式也容易产生疲劳,以至于容易出错。
技术实现要素:
3.本发明要解决的技术问题是:提供一种螺蛳粉智能自动化组装机器人产线。
4.解决上述技术问题的技术方案是:螺蛳粉智能自动化组装机器人产线,包括自动上料机、输送机、给袋式包装机、称重机、推板和plc,输送机上设有传送链,传送链上设有多个放置槽,通过自动上料机的机械手将料包分别投放到传送链上对应的放置槽中,传送链将料包传送到给袋式包装机上的包装袋中,给袋式包装机将装好料包的包装袋封口,封口后的包装袋通过传输带经过称重机称重,合格的流转到打包封箱中,不合格的通过推板推落出传输带。
5.本发明的进一步技术方案是:通过自动上料机将料包一包包排列在视觉识别区域,通过传感器对射触发视觉识别,相机拍照,记录一个个料包中心坐标点,发送到plc处理,plc反馈给机械手,机械手吸取料包投放到输送机上。
6.自动上料机包括三轴机械手、传送带、过渡带、回流带、感应装置和物料放置桶,物料放置桶上的提升带上设有提升板,物料放置桶的出口位于过渡带的输入端的上方,过渡带的输出端位于传送带输入端的上方,传送带的输出端位于回流带端上方,三轴机械手分别位于传送带上方。
7.输送机上每两小格放置槽中的料包对应一包螺蛳粉,传送链每次间歇式前进两小格,输送机将料包输送到对应给袋式包装机的料斗上。
8.给袋式包装机包括包装袋放置槽、转盘、开袋爪、捅料和封口,转盘上设有多个吸袋夹,通过吸袋夹将包装袋夹住,通过转盘转动,包装袋转动开袋爪下方,开袋爪将袋子打开,输送机将料包倒入到包装袋中,包装袋继续转动到捅料处,捅料的抖板对包装袋底部进行抖动,包装袋继续转动到封口处,封口处对包装袋进行封口,封口后的包装袋最后转到出料皮带上方并掉落到出料皮带上进行出料。
9.开袋爪为一对爪子并与气缸连接,捅料包括抖板和气缸,通过气缸带动抖板上下抖动。
10.传输带包括出料皮带ⅰ、出料皮带ⅱ和出料皮带ⅲ,出料皮带ⅰ位于给袋式包装机出料处下方,称重机位于出料皮带ⅱ处,推板位于出料皮带ⅲ一侧,推板与气缸连接,通过
气缸的伸缩将出料皮带ⅲ上不合格的包装袋推落。
11.由于采用上述技术方案,本发明之螺蛳粉智能自动化组装机器人产线,具有以下有益效果:1.螺蛳粉行业都是纯粹人工密集型包装产业,本发明由原来的16人一条产线减为只需1个人上料即可完成包装。机器线24小时开机,可以抵消1条人工线产量并还有提升。同时减少了工人劳动强度,人事招聘压力,工人技能培训等问题。例如人工产线16人,1分钟60包,12小时算1小时吃饭,1个班4万左右。机器线1人,1分钟45包,12小时开机,中途可以1人看2条线轮换吃饭;1个班3.24万左右,效益上增加明显。
12.2.在有限的小空间实现螺蛳粉料包分拣排列,可以更好的视觉识别,很有优势的,同时配套经济的双工位3轴机械手,节拍不输蜘蛛手;行业上的理料占地空间大,成本高,配合蜘蛛手抓取,应用在螺蛳粉行业投入太大。
13.下面,结合说明书附图和具体实施例对本发明之螺蛳粉智能自动化组装机器人产线的技术特征作进一步的说明。
附图说明
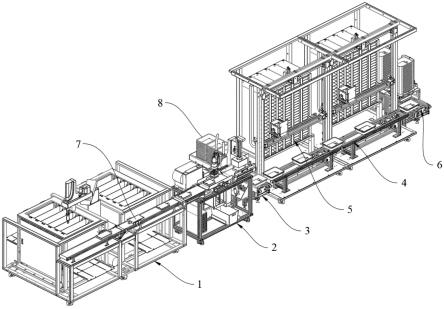
14.图1:螺蛳粉智能自动化组装机器人产线的结构示意图。
15.图2:螺蛳粉智能自动化组装机器人产线的结构示意图。
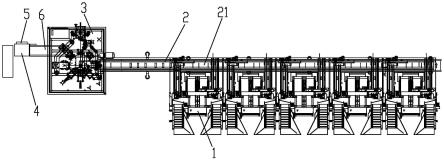
16.图3:自动上料机的结构示意图。
17.图4:给袋式包装机的结构示意图。
18.在上述附图中,各标号说明如下:1-自动上料机、2-输送机,21-放置槽,3-给袋式包装机、4-称重机、5-推板,11-三轴机械手、12-传送带、13-过渡带、14-回流带、15-感应装置,16-物料放置桶,17-提升板,6-出料皮带。
具体实施方式
19.螺蛳粉智能自动化组装机器人产线,包括自动上料机1、输送机2、给袋式包装机3、称重机4、推板5和plc,输送机上设有传送链,传送链上设有多个放置槽,通过自动上料机的机械手将料包分别投放到传送链上对应的放置槽中,传送链将料包传送到给袋式包装机上的包装袋中,给袋式包装机将装好料包的包装袋封口,封口后的包装袋通过传输带经过称重机称重,重量合格的通过传输带继续流转到打包封箱中,不合格的通过推板推落出传输带。自动上料机包括三轴机械手11、传送带12、过渡带13、回流带14、感应装置15和物料放置桶16,物料放置桶上的提升带上设有提升板17,物料放置桶的出口位于过渡带的输入端的上方,过渡带的输出端位于传送带输入端的上方,传送带的输出端位于回流带端上方,三轴机械手分别位于传送带上方。人工将料包投放到物料放置桶,通过自动上料机将料包一包包排列在视觉识别区域,即将料包传送到传送带上,通过传感器对射触发视觉识别,相机拍照,记录一个个料包中心坐标点,发送到plc处理,plc反馈给机械手,机械手吸取料包投放到输送机上。自动上料机含有双工位机械手,一个主轨,一个副轨,当主轨速度赶不上时,副轨及时补料。自动上料机的数量为5-8个,该5-8个自动上料机上的三轴机械手均处于排列位置。该5-8个自动上料机上的三轴机械手分别抓取每种配料包放置于传送链上的放置槽
中。输送机上每两小格放置槽中的料包对应一包螺蛳粉,传送链每次间歇式前进两小格,输送机将料包输送到对应给袋式包装机的料斗上。三轴机械手的三轴分别为:x轴滑台(电机驱动)、y轴滑台(电机驱动)和z轴气缸(上下运动,带动真空吸盘)。
20.给袋式包装机包括包装袋放置槽21、转盘22、开袋爪23、捅料24和封口25,转盘上设有多个吸袋夹26,通过吸袋夹将包装袋夹住,通过转盘转动,包装袋转动开袋爪下方,开袋爪将袋子打开,开袋爪上方的输送机将料包倒入到包装袋中,包装袋继续转动到捅料处,捅料的抖板对包装袋底部进行抖动,包装袋继续转动到封口处,封口处对包装袋进行封口,封口后的包装袋最后转到出料皮带上方并掉落到出料皮带6上进行出料。开袋爪为一对爪子并与气缸连接,捅料包括抖板和气缸,通过气缸带动抖板上下抖动。自动上料机上料完成,通过传感器和plc发送信号到给袋式包装机,给袋式包装机将包装袋转到小包投入大包工位处并通过开袋爪开袋,输送机间歇前进2小格,物料落进料仓,然后落进包装袋中,给袋式包装机发送落料完成信号给自动上料机,自动上料机重新吸取料包投放到输送机上,同时给袋式包装机旋转下一工位进行捅料,工位同步动作;依次循环自动上料机投料,输送机输送,给袋机旋转1工位,同步动作进行包装作业。传输带包括出料皮带ⅰ、出料皮带ⅱ和出料皮带ⅲ,出料皮带ⅰ、出料皮带ⅱ和出料皮带ⅲ依次排列对接,出料皮带ⅰ位于给袋式包装机出料处下方,称重机位于出料皮带ⅱ处,推板位于出料皮带ⅲ一侧,推板与气缸连接,通过气缸的伸缩将出料皮带ⅲ上不合格的包装袋推落。现目前本实施例使用的给袋式包装机为现有的给袋机,由于螺蛳粉产业目前都是人工包装的,所以螺蛳粉产业中使用不了现有的给袋机包装,本发明实现了自动上料和下料,从而可以使用给袋机包装实现自动生产线,实现突破了螺蛳粉行业“小包投大包”的行业空白,实现了袋装全自动化包装。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。