1.本技术涉及太阳能背板材料领域,尤其是涉及一种太阳能防火复合背板及其制备方法。
背景技术:
2.新材料技术的进步使得柔性太阳能电池组件逐渐进入工业化产品行列。柔性太阳能电池组件具有重量轻、组件薄且柔韧性的优点,可适应用于较多的应用场景。目前,太阳能电池板,主要包括柔性前膜、eva密封层、太阳能电池片、eva密封层和太阳能电池背板,太阳能电池片被两层eva密封层密封包裹。太阳能电池背板的作用是:提高太阳能电池板的整体机械强度,防止水汽渗透到密封层,改善电池片的使用寿命。
3.相关技术中的柔性太阳能电池背板采用的是复合结构,包括pvdf膜、粘结剂、pet膜、粘结剂、pvdf膜。pvdf膜的优点是耐老化、耐磨功能、力学性能和防火阻燃性较好,是近期热门的柔性太阳能电池背板材料。
4.针对上述相关技术中的柔性太阳能电池背板,申请人发现存在以下问题:柔性太阳能电池背板整体的粘结稳定性相对较差,易导致整体使用寿命下降,限制太阳能电池的推广与应用。
技术实现要素:
5.为了解决相关技术存在粘结稳定性相对较差,易导致整体使用寿命下降的问题,本技术提供了一种太阳能防火复合背板及其制备方法。
6.第一方面,本技术提供的一种太阳能防火复合背板,是通过以下技术方案得以实现的:一种太阳能防火复合背板,包括pet复合芯膜,pet复合芯膜上下表面复合有粘结膜层;所述粘结膜层固定连接有起到防火阻燃功能的碳氟膜;所述pet复合芯膜包括改性高阻隔pet芯层和增粘pet表层,所述增粘pet表层通过三层共挤工艺一体形成于改性高阻隔pet芯层上下表面;所述改性高阻隔pet芯层主要是由以下重量份的原料制备而成:100份的pet树脂、10-20份的evoh树脂、1-3份的聚酯橡胶tpee;3-5份的纳米二氧化硅、1-3份的抗氧化剂、1-5份的抗紫外线混合物;所述纳米二氧化硅的粒度控制在0.5-2微米;所述增粘pet表层是由100份的pet树脂、2-8份的马来酸酐接枝聚乙烯树脂。
7.通过采用上述技术方案,本技术具有较好的粘结稳定性、防护阻燃性能、防水性能和耐候性,是一款理想的太阳能柔性复合背板材料,可改善太阳能电池组件整体的使用寿命。
8.优选的,所述pet复合芯膜还包括镀铝pet层,镀铝pet层的镀铝表面热压复合于增粘pet表层;所述改性高阻隔pet芯层、增粘pet表层、镀铝pet层的厚度比为80:(20-40):50。
9.通过采用上述技术方案,镀铝pet层可将太阳光反射回太阳能芯片进行光能再利用,进而改善太阳能电池的光利用效率。通过优化改性高阻隔pet芯层、增粘pet表层、镀铝
pet层,不仅可起到保证太阳能电池组件整体的使用寿命的作用,而且可控制太阳能电池组件的质量和成本。
10.优选的,所述抗氧化剂组合物是由抗氧化剂1010、抗氧化剂626、抗氧化剂2246a构成;所述抗紫外线混合物是由紫外光吸收剂uv-9和光稳定剂uv-944构成。
11.通过采用上述技术方案,可有效改善本技术的抗湿热稳定性和抗紫外稳定性,进而提升本技术整体的使用寿命。
12.优选的,所述pet复合芯膜的制备方法,包括以下步骤:步骤一,改性高阻隔pet芯层材料的准备和增粘pet表层材料的准备;步骤二,将高阻隔pet芯层材料加入单螺杆挤出机a进行挤压、混炼、塑化,所得树脂熔体a经过连接管到模头分配器,平均分到模头分配器的中间流道,同时将增粘pet表层材料加入单螺杆挤出机b进行挤压、混炼、塑化,所得树脂熔体b经过连接管到模头分配器,平均分到模头分配器的上、下流道,三层熔体通过模头复合共挤依次流延到压辊、铸片辊、剥离辊,剥离,牵引进行自然冷却定型,收卷得半成品膜;步骤三,半成品膜热处理,自然冷却,收卷得成品。
13.通过采用上述技术方案,可低成本且批量化制备得到pet复合芯膜,便于本技术的推广应用,同时保证太阳能电池整体的使用寿命。镀铝pet层可将太阳光反射回太阳能芯片进行光能再利用,进而改善太阳能电池的光利用效率。
14.优选的,所述pet复合芯膜的制备方法,包括以下步骤:步骤一,改性高阻隔pet芯层材料的准备和增粘pet表层材料的准备;步骤二,将高阻隔pet芯层材料加入单螺杆挤出机a进行挤压、混炼、塑化,所得树脂熔体a经过连接管到模头分配器,平均分到模头分配器的中间流道,同时将增粘pet表层材料加入单螺杆挤出机b进行挤压、混炼、塑化,所得树脂熔体b经过连接管到模头分配器,平均分到模头分配器的上、下流道,三层熔体通过模头复合共挤依次流延到压辊、铸片辊、剥离辊,剥离,牵引进行自然冷却定型,收卷得半成品膜;步骤三,半成品膜与镀铝pet层进行热压粘结,裁切,热处理,自然冷却,收卷得成品pet复合芯膜。
15.通过采用上述技术方案,可较低成本且批量化制备得到pet复合芯膜,保证太阳能电池整体的使用寿命。
16.优选的,所述粘结膜层为耐候改性eva胶膜;所述耐候改性eva胶膜是由以下质量百分数的原料制备而成:1.0-1.2%的γ-缩水甘油醚氧丙基三甲氧基硅烷、0.1-0.2%的异丙基三(二辛基焦磷酸酰氧基)钛酸酯、0.6%的交联剂tbec、0.8%的助交联剂taic、0.1-0.125%的抗氧化剂1010、0.10%的抗氧化剂626、0.025%的抗氧化剂2246a、0.15-0.20%的uv-9、0.1-0.15%的uv-944、3-5%的纳米氧化铝、余量为eva树脂;所述eva树脂的数据分子量2000-2500,va含量为28-33%,熔融指数mi为20-45g/10min。
17.通过采用上述技术方案,采用上述配方可制备得到具有较好的耐湿热稳定性、耐紫外老化性的耐候改性eva胶膜,耐候改性eva胶膜可保证太阳能电池整体的使用寿命。
18.优选的,所述耐候改性eva胶膜的制备方法:纳米氧化铝与γ-缩水甘油醚氧丙基三甲氧基硅烷、异丙基三(二辛基焦磷酸酰氧基)钛酸酯混合均匀后加入交联剂tbec、助交联剂taic、抗氧化剂1010、抗氧化剂626、抗氧化剂2246a、uv-9、uv-944、eva树脂,通入惰性
气体,混合分散均匀,得改性薄膜制备料;将改性薄膜制备料加入双螺杆挤出机进行挤压、混炼、塑化,所得树脂熔体进行依次流延到压辊、铸片辊、剥离辊,剥离,牵引,自然冷却,得耐候改性eva胶膜。
19.本技术的制备方法相对简单且可实施,可较低成本制备得到具有较好耐老化性能的耐候改性eva胶膜,不仅可保证太阳能电池整体的使用寿命,而且即可降低本技术的生产成本,便于进行市场推广。
20.优选的,所述碳氟膜为pvdf膜、etfe膜中的一种;所述碳氟膜背向pet复合芯膜的表面形成有纳米sio2涂层。
21.通过采用上述技术方案,纳米sio2涂层可改善与封装eva胶的粘结强度和粘结稳定性,进而可改善太阳能电池整体的使用寿命。
22.第二方面,本技术提供的一种太阳能防火复合背板的制备方法,是通过以下技术方案得以实现的:一种太阳能防火复合背板的制备方法,包括以下步骤:步骤一,pet复合芯膜、粘结膜层的制备和碳氟膜的预处理;步骤二,pet复合芯膜上下表面粘附粘结膜层后将碳氟膜复合于粘结膜层,使得pet复合芯膜、粘结膜层位于两层碳氟膜之间;步骤三,层压处理,于100
±
2℃,压力20-100pa下热压处理4-6min,再于140-150℃下热压处理10-12min,得太阳能防火复合背板。
23.通过采用上述技术方案,本技术所提供的制备方法可实现工业化批量生产,同批次产品质量稳定性和可靠性较高。
24.优选的,所述碳氟膜的预处理:碳氟膜在处理气氛为氮气与氩体积比为1:4的氮氩混合气、放电功率为70-80w、工作压力为50-80pa的条件下进行3-10min的低温等离子处理。
25.通过采用上述技术方案,可改善碳氟膜与粘结膜层的粘结强度,提升太阳能电池整体的使用寿命。
26.综上所述,本技术具有以下优点:1、本技术具有较好的防护阻燃性能、防水性能和耐候性,是一款理想的太阳能柔性复合背板材料,可改善太阳能整体的使用寿命。
27.2、本技术所提供的制备方法可实现工业化批量生产,易于实现轻质化太阳能组件进行普通大众市场,符合可持续发展的理想。
附图说明
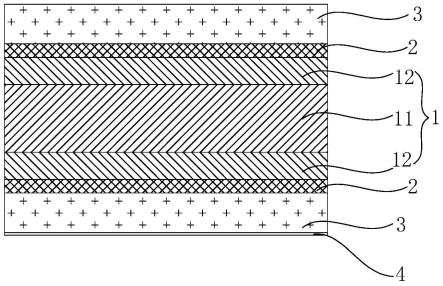
28.图1是本技术中实施例1中的整体结构示意图。
29.图2是本技术中实施例2中的整体结构示意图。
30.图中,1、pet复合芯膜;11、改性高阻隔pet芯层;12、增粘pet表层;13、镀铝pet层;2、粘结膜层;3、碳氟膜;4、纳米sio2涂层。
具体实施方式
31.以下结合附图和实施例对本技术作进一步详细说明。实施例
32.实施例1参照图1,为本技术公开的一种太阳能防火复合背板,包括pet复合芯膜1,pet复合芯膜1上下表面复合有50
±
1.0微米厚的粘结膜层2。其中,粘结膜层2热压固定连接有起到防火阻燃功能的碳氟膜3。
33.参照图1,碳氟膜3为厚度50
±
1.0微米的pvdf膜或者etfe膜。本实施例中碳氟膜3为pvdf膜。碳氟膜3背向pet复合芯膜1的表面通过纳米sio2涂料固化形成有纳米sio2涂层4。纳米sio2涂层可改善与封装eva胶的粘结强度和粘结稳定性,进而可改善太阳能电池整体的使用寿命。
34.参照图1,pet复合芯膜1包括80
±
1.5微米厚的改性高阻隔pet芯层11和20微米厚的增粘pet表层12。增粘pet表层12通过三层共挤工艺一体形成于改性高阻隔pet芯层11上下表面。
35.改性高阻隔pet芯层11是由以下重量份的原料制备而成:100份的pet树脂10份的evoh树脂2份的聚酯橡胶tpee-55263份的粒度控制在0.5-2微米的纳米二氧化硅0.8份的抗氧化剂10100.6份的抗氧化剂6260.6份的抗氧化剂2246a2份的紫外光吸收剂uv-91份的光稳定剂uv-944。
36.增粘pet表层12是由100份的pet树脂、5份的马来酸酐接枝聚乙烯树脂制备而成。
37.pet树脂:nairui耐睿pet,薄膜级pet型号:nrua0364,白色定制。
38.evoh树脂:evoh(乙烯-乙烯醇塑料#)/f171b/日本可乐丽,熔体流动速率:1.8g/10min。
39.聚酯橡胶tpee:杜邦tpee-5526。
40.马来酸酐接枝聚乙烯树脂:马来酸酐接枝线性低密度聚乙烯(lldpe)树脂,品牌美国杜邦(科幕),牌号41e710,熔指(190℃/2.16kg):3.0g/10min测试方法astm d1238。
41.粘结膜层2是由以下质量百分数的原料制备而成:1.0%的γ-缩水甘油醚氧丙基三甲氧基硅烷、0.2%的异丙基三(二辛基焦磷酸酰氧基)钛酸酯、0.6%的交联剂tbec0.8%的助交联剂taic0.125%的抗氧化剂10100.10%的抗氧化剂6260.025%的抗氧化剂2246a0.20%的uv-90.1%的uv-9445%的纳米氧化铝余量为eva树脂。
42.eva树脂采购于新加坡聚烯烃私营有限公司,va含量为28%,熔融指数mi为20g/10min。
43.一种太阳能防火复合背板的制备方法,包括以下步骤:s1,pet复合芯膜1的制备、耐候改性eva胶膜的制备和碳氟膜3的预处理:pet复合芯膜1的制备:改性高阻隔pet芯层11材料的准备,pet树脂干燥备用,evoh树脂干燥备用,聚酯橡胶tpee干燥备用,将完成干燥的pet树脂、evoh树脂、聚酯橡胶tpee与计量准确的纳米二氧化硅、抗氧化剂1010、抗氧化剂626、抗氧化剂2246a、紫外光吸收剂uv-9和光稳定剂uv-944混合均匀,得改性高阻隔pet芯层11材料;增粘pet表层12材料的准备:pet树脂干燥备用,将完成干燥的pet树脂与马来酸酐接枝聚乙烯树脂混合均匀,得增粘pet表层12材料;将高阻隔pet芯层12材料加入单螺杆挤出机a进行挤压、混炼、塑化,加工温度220-235℃,模具温度140℃,所得树脂熔体a经过连接管到模头分配器,平均分到模头分配器的中间流道;同时将增粘pet表层12材料加入单螺杆挤出机b进行挤压、混炼、塑化,加工温度260-275℃,模具温度140℃,所得树脂熔体b经过连接管到模头分配器,平均分到模头分配器的上、下流道,三层熔体通过模头复合共挤依次流延到压辊、铸片辊、剥离辊,压辊、铸片辊、剥离辊的转速比为1:1:1,压辊、铸片辊、剥离辊的温度分别为:100℃,120℃,40℃,经剥离辊的薄膜进行剥离,牵引风箱进行自然冷却定型,测量膜厚,收卷得半成品膜;半成品膜热处理,以1℃/min加热至60℃,保温5min后以2.0℃/min加热至85℃,保温2min后以2.0℃/min降温至50℃,自然冷却,收卷得成品pet复合芯膜1;耐候改性eva胶膜的制备:纳米氧化铝与γ-缩水甘油醚氧丙基三甲氧基硅烷、异丙基三(二辛基焦磷酸酰氧基)钛酸酯混合均匀后加入交联剂tbec、助交联剂taic、抗氧化剂1010、抗氧化剂626、抗氧化剂2246a、uv-9、uv-944、eva树脂,通入惰性气体,混合分散均匀,得改性薄膜制备料;将改性薄膜制备料加入双螺杆挤出机进行挤压、混炼、塑化,机筒温度60-80℃,机头温度85℃,模头温度95℃,所得树脂熔体进行依次流延到压辊、铸片辊、剥离辊,调节模唇间隙和铸片辊的速度,使得流延的片材厚度在490-510微米,模头温度85℃,压辊的温度为60℃,铸片辊为温度为80℃,剥离辊温度为40℃,压辊、铸片辊、剥离辊之间的速度比例是1:1:1,剥离,经剥离辊的薄膜进行剥离,牵引风箱进行自然冷却定型,测量膜厚,收卷得半成品膜;碳氟膜3的预处理,碳氟膜3在处理气氛为氮气与氩体积比为1:4的氮氩混合气、放电功率为75w、工作压力为50pa的条件下进行4min的低温等离子处理;s2,pet复合芯膜1上下表面粘附粘结膜层2后将碳氟膜3复合于粘结膜层2,使得pet复合芯膜1、粘结膜层2位于两层碳氟膜3之间;s3,层压处理,s2中的复合膜先经过80℃的压合辊热压,然后采用太阳能电池层压机进行热压处理,于100℃,压力20pa下热压处理5min,再于140℃下热压处理10min,得太阳能防火复合背板。
44.实施例2实施例2与实施例1的区别在:
参照图2,pet复合芯膜1包括改性高阻隔pet芯层11、增粘pet表层12和镀铝pet层13,镀铝pet层13的厚度是50
±
1.0微米。镀铝pet层13的镀铝表面热压复合于增粘pet表层12。改性高阻隔pet芯层11、增粘pet表层12、镀铝pet层13的厚度比为80:20:50。
45.实施例2与实施例1的区别在:pet复合芯膜1的制备:改性高阻隔pet芯层11材料的准备,pet树脂干燥备用,evoh树脂干燥备用,聚酯橡胶tpee干燥备用,将完成干燥的pet树脂、evoh树脂、聚酯橡胶tpee与计量准确的纳米二氧化硅、抗氧化剂1010、抗氧化剂626、抗氧化剂2246a、紫外光吸收剂uv-9和光稳定剂uv-944混合均匀,得改性高阻隔pet芯层11材料;增粘pet表层12材料的准备:pet树脂干燥备用,将完成干燥的pet树脂与马来酸酐接枝聚乙烯树脂混合均匀,得增粘pet表层12材料;将高阻隔pet芯层12材料加入单螺杆挤出机a进行挤压、混炼、塑化,加工温度220-235℃,模具温度140℃,所得树脂熔体a经过连接管到模头分配器,平均分到模头分配器的中间流道;同时将增粘pet表层12材料加入单螺杆挤出机b进行挤压、混炼、塑化,加工温度260-275℃,模具温度140℃,所得树脂熔体b经过连接管到模头分配器,平均分到模头分配器的上、下流道,三层熔体通过模头复合共挤依次流延到压辊、铸片辊、剥离辊,压辊、铸片辊、剥离辊的转速比为1:1:1,压辊、铸片辊、剥离辊的温度分别为:100℃,120℃,40℃,经剥离辊的薄膜进行剥离,牵引风箱进行自然冷却定型,测量膜厚,收卷得半成品膜;半成品膜与镀铝pet层进行热压粘结,热压温度为100℃,,压力200n,热压时间为8s,裁切,热处理,以1℃/min加热至60℃,保温5min后以2.0℃/min加热至85℃,保温2min后以2.0℃/min降温至50℃,自然冷却,收卷得成品pet复合芯膜1。
46.实施例3实施例3与实施例1的区别在:改性高阻隔pet芯层11主要是由以下重量份的原料制备而成:100份的pet树脂、15份的evoh树脂、2份的聚酯橡胶tpee;3份的纳米二氧化硅、0.8份的抗氧化剂1010、0.6份的抗氧化剂626、0.6份的抗氧化剂2246a、2份的紫外光吸收剂uv-9和1份的光稳定剂uv-944。
47.实施例4实施例4与实施例1的区别在:改性高阻隔pet芯层11主要是由以下重量份的原料制备而成:100份的pet树脂、20份的evoh树脂、2份的聚酯橡胶tpee;3份的纳米二氧化硅、0.8份的抗氧化剂1010、0.6份的抗氧化剂626、0.6份的抗氧化剂2246a、2份的紫外光吸收剂uv-9和1份的光稳定剂uv-944。
48.实施例5实施例5与实施例1的区别在:增粘pet表层12是由100份的pet树脂、2份的马来酸酐接枝聚乙烯树脂。
49.实施例6实施例6与实施例1的区别在:增粘pet表层12是由100份的pet树脂、8份的马来酸酐接枝聚乙烯树脂。
50.实施例7实施例7与实施例1的区别在:改性高阻隔pet芯层11主要是由以下重量份的原料
制备而成:100份的pet树脂、10份的evoh树脂、2份的聚酯橡胶tpee;3份的粒度控制在0.5-2微米的纳米二氧化硅、2份的抗氧化剂1010、3份的紫外光吸收剂uv-9。
51.对比例对比例1对比例1与实施例1的区别在于:增粘pet表层是由纯pet树脂制备。
52.对比例2对比例2与实施例1的区别在于:增粘pet表层是由100份的pet树脂、1份的马来酸酐接枝聚乙烯树脂。
53.对比例3对比例3与实施例1的区别在于:增粘pet表层是由100份的pet树脂、12份的马来酸酐接枝聚乙烯树脂。
54.对比例4对比例4与实施例1的区别在于:改性高阻隔pet芯层11主要是由以下重量份的原料制备而成:100份的pet树脂、5份的evoh树脂、2份的聚酯橡胶tpee;3份的纳米二氧化硅、0.8份的抗氧化剂1010、0.6份的抗氧化剂626、0.6份的抗氧化剂2246a、2份的紫外光吸收剂uv-9和1份的光稳定剂uv-944。
55.对比例5对比例5与实施例1的区别在于:改性高阻隔pet芯层11主要是由以下重量份的原料制备而成:100份的pet树脂、25份的evoh树脂、2份的聚酯橡胶tpee;3份的纳米二氧化硅、0.8份的抗氧化剂1010、0.6份的抗氧化剂626、0.6份的抗氧化剂2246a、2份的紫外光吸收剂uv-9和1份的光稳定剂uv-944。
56.对比例6对比例6与实施例1的区别在于:改性高阻隔pet芯层11主要是由以下重量份的原料制备而成:100份的pet树脂、2份的聚酯橡胶tpee、3份的纳米二氧化硅、0.8份的抗氧化剂1010、0.6份的抗氧化剂626、0.6份的抗氧化剂2246a、2份的紫外光吸收剂uv-9和1份的光稳定剂uv-944。
57.对比例7对比例7与实施例1的区别在于:耐候改性eva胶膜替换为普通市售eva膜,杜邦eva膜,热熔级eva-美国杜邦eva-210-薄膜级。
58.对比例8对比例8与实施例1的区别在于:碳氟膜未进行预处理。
59.对比例9对比例9与实施例1的区别在于:未复合碳氟膜。
60.性能检测试验检测方法/试验方法1、水蒸气透过量测试:按照iso 2528-1995《薄页材料水蒸气透湿度的测定重量法标准》测试。
61.2、氧气透过量测试:按照gb/t 19789-005《包装材料透过性试验塑料薄膜和薄片氧气库仑计检测法》测试。
62.3、湿热老化测试:试片制作,分别取10cm*10cm*0.32cm钢化玻璃,胶膜,11.0cm*11.0cmtpt背板若干,按照玻璃-eva胶膜-tpt背板的次序叠放后置入层压机中,在140c下层压10min,取出,试样冷却至室温并切除冗长的胶膜边。测试:老化箱设置:温度85℃,湿度85%,持续鼓风输氧;将试样置于老化箱(高低温湿热老化箱,型号ysgjs)中老化1000h,每隔一段时间取出测试其拉伸强度。
63.4、剥离强度测试:eva胶膜与碳氟膜之间的剥离强度按测试标准cb/t 2791-1995胶黏剂t剥离强度实验方法-挠性材料对挠性材料进行测试。
64.5、防火测试:对实施例1-7和对比例1-9中的成品水汽阻隔防火柔性背板进行防火测试。测试条件:温度25℃,南风1级,湿度36%。组件放置方式:水平放置在铁架上,背面悬空。燃烧块预处理:干燥燃块在酒精中浸泡2min。燃块大小:100*200mm。燃烧时间:30min。燃烧区域:成品水汽阻隔防火柔性背板背向电池侧的表面。
65.数据分析表1是实施例1-7和对比例1-9的测试参数9的测试参数表2是实施例1-2和对比例9的防火测试参数
结合实施例1-7和对比例1-9并结合表1可以看出,实施例1与实施例2对比可知:实施例2的阻隔性能优于实施例1的阻隔性能,且实施例2的耐湿热老化性能稍优于实施例1的耐湿热老化性能,因此,pet复合芯膜中复合镀铝pet层,可起到改善防水气密性作用,可隔绝氧气提升整体使用寿命。
66.结合实施例1-7和对比例1-9并结合表1可以看出,实施例1的阻隔性能优于对比例1的阻隔性能且实施例1的耐湿热老化性能也优于对比例1的耐湿热老化性能,因此,采用本技术中制备的pet复合芯膜,可改整体的气体阻隔性能和抗老化性能。
67.结合实施例1-7和对比例1-9并结合表1可以看出,实施例1、3-4的阻隔性能优于对比例4的阻隔性能,但稍低于对比例5的阻隔性能,因此,evoh树脂的添加量控制在10-20份较为适宜。
68.结合实施例1-7和对比例1-9并结合表1可以看出,实施例1、5-8的阻隔性能与对比例2-3的阻隔性能相差不大,实施例1、5-8的耐湿热老化性能优于对比例2-3的耐湿热老化性能,因此,马来酸酐接枝聚乙烯树脂的添加量控制在2-8份较为适宜,增粘pet表层可改善整体的粘结稳定性,进而改善整体的抗老化性能。
69.结合实施例1-7和对比例1-9并结合表1可以看出,实施例1与实施例7对比可知,抗氧化剂的复配使用,紫外光吸收剂和光稳定剂的复配使用可改善整体的耐湿热老化性能。
70.结合实施例1-7和对比例1-9并结合表1可以看出,实施例1的耐候改性eva胶膜的耐湿热老化性能优于普通eva胶膜,因此,采用本技术中的耐候改性eva胶膜可改善整体的粘结稳定性和耐湿热老化性能,进而改善整体的使用寿命。
71.结合实施例1-7和对比例1-9并结合表1可以看出,实施例1的耐湿热老化性能优于对比例8的耐湿热老化性能,因此,对碳氟膜薄膜进行低温等离子处理可改善本技术的粘结稳定性,进而改善整体的使用寿命。
72.结合实施例1-2和对比例9并结合表2可以看出,本技术具有较好的防火阻燃性能。结合图1,pet复合芯膜中复合镀铝pet层可改善阻燃性和气体阻隔性能,进而提升本技术的使用寿命。
73.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。