1.本实用新型涉及汽车中冷器制造技术领域,尤其是涉及一种汽车中冷器芯体的机械手捆扎机。
背景技术:
2.中冷器是汽车的一个重要部件,在中冷器的生产制作过程中,芯体装配完成后需要使用铁丝捆扎芯体。但是,目前汽车中冷器的芯体主要采用手工捆扎,有如下不足:
3.1、人工劳动强度大:每天员工捆扎芯体,手及手臂酸痛、胀痛、疲劳。
4.2、捆扎芯体质量不高:捆扎铁丝有松有紧,影响钎焊质量。
5.3、由于手工捆扎使用的芯体捆扎台(工装)规格多、数量多,大约200多个芯体捆扎模板管理困难。
6.4、每年随着新产品的不断开发,每年增加的捆扎模板费用3-4万左右。
7.为了解决上述问题,中国专利cn202010761623.6中公开了一种汽车中冷器芯体半自动捆扎机,能够对待捆扎的芯体进行捆扎,捆扎机包括机架、捆扎铁丝以及分别安装在机架上的铁丝捆扎模块、芯体固定模块和控制模块;芯体固定模块与待捆扎芯体相连;铁丝捆扎模块与捆扎铁丝相连;控制模块与铁丝捆扎模块相连。通过应用半自动捆扎机提高了生产效率,但是,该捆扎机的铁丝捆扎模块结构复杂,而且捆扎质量和捆扎效率有待继续提升。
技术实现要素:
8.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种汽车中冷器芯体的机械手捆扎机,由原来的半自动捆扎180-230只/每天,提高至240-300只/每天,大大提高了芯体的捆扎效率;由机械手自动捆扎代替人工捆扎和半人工捆扎,自动化水平大大提升,降低了工作人员的劳动强度,缩减了人力成本。
9.本实用新型的目的可以通过以下技术方案来实现:
10.一种汽车中冷器芯体的机械手捆扎机,包括机架、芯体放置单元、机械手捆扎单元、机械手运动单元、铁线预拉单元和控制单元;
11.芯体放置单元设置在机架上,中冷器芯体固定在芯体放置单元上;
12.机械手捆扎单元连接铁线,机械手捆扎单元由伺服电机驱动进行扭转,所述铁线随机械手捆扎单元的扭转而捆紧在中冷器芯体上;
13.所述机械手运动单元与机械手捆扎单元连接,所述机械手运动单元的运动带动机械手捆扎单元上下运动、前后移动和左右移动;
14.所述铁线预拉单元设于机架上,用于预拉紧铁线;
15.所述控制单元设于机架上,用于实现机械手捆扎机中元件的动作控制。
16.进一步的,所述机械手捆扎单元包括夹紧爪组件、夹紧缸和伺服电机等元件,组合实现铁线扭转捆扎功能。
17.进一步的,所述机械手运动单元包括机械手平台升降单元、浮动台单元和机械手侧滑单元;所述机械手平台升降单元设于机架上,与机械手捆扎单元连接,所述机械手平台升降单元的运动带动机械手捆扎单元上下运动;所述浮动台单元设于机械手捆扎单元下方,所述浮动台单元的运动带动机械手捆扎单元相对于中冷器芯体前后移动;所述机械手侧滑单元设于浮动台单元下方,所述机械手侧滑单元的运动带动机械手捆扎单元相对于中冷器芯体左右移动。
18.进一步的,所述铁线预拉单元包括预拉滑台单元和定向导轨单元;所述定向导轨单元设于机架上,所述预拉滑台单元在定向导轨单元上滑动,预拉滑台单元连接铁线,所述预拉滑台单元运动以预拉紧铁线。
19.进一步的,所述控制单元包括气动系统单元、电气操控单元和伺服系统控制单元;所述气动系统单元布置在机架上,用于实现机械手捆扎机中的气控执行元件的动作;所述电气操控单元布置在机架上,用于实现机械手捆扎机中的电控动作;所述伺服系统控制单元布置在机架上,与机械手捆扎单元连接,用于实现机械手捆扎单元中伺服电机的控制。
20.更进一步的,所述电气操控单元包括触摸屏、按钮开关、急停开关和电源指示灯等。
21.更进一步的,所述伺服系统控制单元由伺服控制器及各种控制线信号线组成,控制伺服电机以使得机械手捆扎单元捆扎铁线。
22.更进一步的,所述控制单元还包括plc控制单元,plc控制单元布置在机架上,所述plc控制单元与电气操控单元和伺服系统控制单元连接,包括可编程控制器、中继电器、断路器、多股铜芯线缆、通信电缆和直流开关电源等。
23.进一步的,所述芯体放置单元包括夹紧机构和主片定位机构,夹紧机构和主片定位机构均与中冷器芯体相连,夹紧机构与主片定位机构相配合以固定中冷器芯体。
24.更进一步的,所述主片定位机构由多个活动添块拼接而成,活动添块固定安装在机架上,可以通过螺栓安装在机架上,以防捆扎过程中活动添块被撬起,所述活动添块的数量与中冷器芯体的长度相配,活动添块设有沟槽,铁线通过所述沟槽绕制在中冷器芯体的四周。
25.更进一步的,所述夹紧机构包括夹紧方钢、夹紧压板和夹紧推杆,所述夹紧压板设置于中冷器芯体的两侧,所述夹紧方钢安装在夹紧压板与中冷器芯体之间,所述夹紧推杆与夹紧压板相连,且相连位置位于夹紧压板的中心处。
26.进一步的,所述机械手捆扎机还包括方钢承托单元,所述方钢承托单元设置在机架上,用于承托夹紧方钢。
27.与现有技术相比,本实用新型具有以下有益效果:
28.(1)捆扎效率提高:由原来的半自动捆扎180-230只/每天,提高至240-300只/每天,大大提高了芯体的捆扎效率。
29.(2)自动化程度高:由机械手自动捆扎代替人工捆扎和半人工捆扎,自动化水平大大提升,降低了工作人员的劳动强度,缩减了人力成本。
30.(3)保证了捆扎质量:机械手自动捆扎的可靠性更高,捆扎质量良好且统一,在保证捆扎速度的同时保证了捆扎质量,不会出现稂莠不齐的现象。
31.(4)适用范围广:本技术提供的机械手捆扎机可以捆扎多品种多规格的芯体,解决
并满足一机多用问题,适用范围更高,实用性得到了提升。
32.(5)捆扎模板由过去几百种规格管理变成现在几台设备管理,管理成本大大降低,管理难度降低,每年节约捆扎模板4-5万元的投入。
附图说明
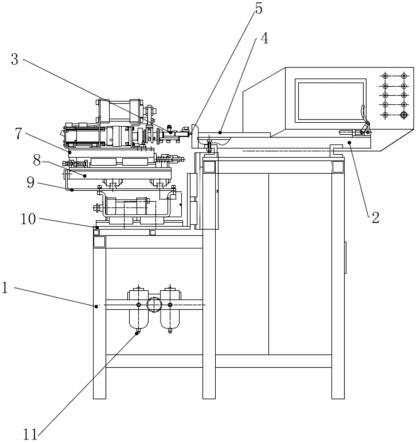
33.图1为本实用新型的结构示意图;
34.图2为本实用新型的结构示意图;
35.附图标记:1、机架,2、芯体放置单元,3、机械手捆扎单元,4、中冷器芯体,5、铁线,6、机械手升降平台单元,7、浮动台单元,8、机械手侧滑单元,9、预拉滑台单元,10、定向导轨单元,11、气动系统单元,12、电气操控单元,13、伺服系统控制单元,14、plc控制单元,15、方钢承托单元。
具体实施方式
36.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
37.实施例1:
38.一种汽车中冷器芯体的机械手捆扎机,如图1和图2所示,包括机架1、芯体放置单元2、机械手捆扎单元3、机械手运动单元、铁线预拉单元和控制单元;
39.芯体放置单元1设置在机架1上,中冷器芯体4固定在芯体放置单元1上;机械手捆扎单元3连接铁线5,机械手捆扎单元3由伺服电机驱动进行扭转,铁线5随机械手捆扎单元3的扭转而捆紧在中冷器芯体4上;机械手运动单元与机械手捆扎单元3连接,机械手运动单元的运动带动机械手捆扎单元3上下运动、前后移动和左右移动;铁线预拉单元设于机架1上,用于预拉紧铁线5;控制单元设于机架1上,用于实现机械手捆扎机中元件的动作控制。
40.其中,芯体放置单元1包括夹紧机构和主片定位机构,夹紧机构和主片定位机构均与中冷器芯体4相连,夹紧机构与主片定位机构相配合以固定中冷器芯体4。
41.主片定位机构由多个活动添块拼接而成,活动添块固定安装在机架1上,可以通过螺栓安装在机架1上,以防捆扎过程中活动添块被撬起,活动添块的数量与中冷器芯体4的长度相配,活动添块设有沟槽,铁线5通过沟槽绕制在中冷器芯体4的四周。
42.夹紧机构包括夹紧方钢、夹紧压板和夹紧推杆,夹紧压板设置于中冷器芯体4的两侧,夹紧方钢安装在夹紧压板与中冷器芯体4之间,夹紧推杆与夹紧压板相连,且相连位置位于夹紧压板的中心处。
43.机械手捆扎机还包括方钢承托单元15,方钢承托单元15设置在机架1上,用于承托夹紧方钢、铁线5、芯体翅片拍板、钳子、锤子等工具和零件。
44.机械手捆扎单元1包括夹紧爪组件、夹紧缸和伺服电机等元件,组合实现铁线5扭转捆扎功能。
45.机械手运动单元包括机械手平台升降单元6、浮动台单元7和机械手侧滑单元8;机械手平台升降单元6设于机架1上,与机械手捆扎单元3连接,机械手平台升降单元6的运动带动机械手捆扎单元3上下运动;浮动台单元7设于机械手捆扎单元下方,浮动台单元7的运
动带动机械手捆扎单元3相对于中冷器芯体4前后移动;机械手侧滑单元8设于浮动台单元7下方,机械手侧滑单元8的运动带动机械手捆扎单元3相对于中冷器芯体4左右移动。
46.铁线预拉单元包括预拉滑台单元9和定向导轨单元10;定向导轨单元10设于机架1上,预拉滑台单元9在定向导轨单元10上滑动,预拉滑台单元9连接铁线5,预拉滑台单元9运动以预拉紧铁线5。
47.控制单元包括气动系统单元11、电气操控单元12和伺服系统控制单元13;气动系统单元11布置在机架1上,用于实现机械手捆扎机中的气控执行元件的动作;电气操控单元12布置在机架1上,用于实现机械手捆扎机中的电控动作;伺服系统控制单元13布置在机架1上,与机械手捆扎单元3连接,用于实现机械手捆扎单元3中伺服电机的控制。
48.电气操控单元12包括触摸屏、按钮开关、急停开关和电源指示灯等。伺服系统控制单元13由伺服控制器及各种控制线信号线组成,控制伺服电机以使得机械手捆扎单元3捆扎铁线。控制单元还包括plc控制单元14,plc控制单元14布置在机架1上,plc控制单元14与电气操控单元12和伺服系统控制单元13连接,包括可编程控制器、中继电器、断路器、多股铜芯线缆、通信电缆和直流开关电源等。
49.在具体实施时,机架1是机械手捆扎机的主体,作为其他部件单元的支撑面、承重面和承放平台;
50.芯体放置单元2置于机架1的上端,用于放置中冷器芯体4,通过增减活动添块可以使得芯体放置单元2与中冷器芯体4的长度相适应,实现不同芯高的中冷器芯体4的主片端部定位;
51.机械手捆扎单元3置于机械手捆扎机的前上部,功能是夹紧中冷器芯体4上的铁线5并在plc程序的控制下实现铁线5扭转捆紧;
52.机械手升降平台单元6置于机架1左右中部下端,通过机械手升降平台单元6调整机械手捆扎单元3,使其处于与中冷器芯体4水平的高度,有利于穿铁线5;
53.浮动台单元7置于机械手捆扎机前端的中上部位置,能够在机械手捆扎单元3夹紧铁线5快速扭转时防止扭断铁线5,浮动台单元7可向前作少许移动,使铁线5扭转捆扎持续实现;
54.机械手侧滑单元8置于机械手捆扎机前端的中部位置,功能是满足中冷器芯体4不同宽度的捆扎要求,左右移动机械手侧滑单元8可以实现中冷器芯体4不同长度铁线5不同宽度的捆扎;
55.预拉滑台单元9置于机架1上,能够实现铁线5的预拉紧,使得机械手捆扎单元3扭转向趋于扭紧铁线5;
56.定向滑轨单元10置于机架1前端的中下部,为预拉滑台单元9提供滑道和动力,预拉滑台单元9在定向滑轨单元10上滑动以拉紧铁线5;
57.气动系统单元11布置在机架的下端,用于实现气控等执行元件的动作功能;
58.电气操控单元12置于机架1的侧方,操作人员通过触摸屏设定工作命令,plc控制单元14接收触摸屏的指令,按照预先编制的程序控制伺服系统控制单元13,使伺服电机精准定位扭转铁线5,以捆紧中冷器芯体4;
59.方钢承托单元15设置在机械手捆扎机的左端,用于置物,如承托夹紧方钢、铁线5、芯体翅片拍板、钳子、锤子等工具和零件。
60.在进行中冷器芯体4的捆扎时,需要注意以下要点:
61.(1)待捆扎的中冷器芯体4放置在芯体放置单元2上面,中冷器芯体4两侧放置夹紧方钢等将中冷器芯体4固定,待捆扎的铁线5由人工辅助穿过中冷器芯体4,调整机械手升降平台单元6,使机械手捆扎单元3水平对准中冷器芯体4的中间位置;
62.(2)调整机械手升降平台单元6使中冷器芯体4芯厚趋于中间位置;
63.(3)增减芯体放置单元2里的活动添块数量,适应不同芯高的中冷器芯体4主片挡端定位;
64.(4)本实施例中,机械手捆扎单元3共计有5组,通过借助机械手侧滑单元8移动机械手捆扎单元3可实现不同长短的中冷器芯体4、两道铁线5、三道铁线5、四道铁线、五道铁线5的捆扎;
65.(5)气动系统单元11与电气操控单元12、伺服系统控制单元13和plc控制单元14协调完成捆扎过程需要的工艺步序工作,在捆扎过程的工艺步序中,各步序所涉及的部件如下:
66.①
芯体铁线夹紧步序
→
完成该动作的执行部件是机械手捆扎单元3;
67.②
芯体铁线预拉紧步序
→
完成该动作执行部件是机械手捆扎单元3、浮动台单元7、预拉滑台单元9、定向导轨单元10;
68.③
铁线扭转扭紧步序(简称:旋紧步序)
→
完成该动作执行部件是机械手捆扎单元3、气动系统单元11、电器操控单元12、伺服系统控制单元13、plc控制单元14;
69.④
芯体回退松夹步序
→
完成该动作执行部件是机械手捆扎单元3、气动系统单元11、电器操控单元12、伺服系统控制单元13、plc控制单元14、定向导轨单元10;
70.(6)芯体放置单元2由活动添块、夹紧方钢等零件组成,活动添块在结构上有钩槽,便于铁线3穿过钩槽穿过并挂机械手捆扎单元3的夹紧爪组件上,等待下一步预拉紧和扭转铁线。
71.本实施例中的捆扎机具有以下效果:
72.1:芯体捆扎效率提高,由原来的半自动捆扎180-230只/每天(8小时),提高至240-300只/每天(8小时);
73.2:使用机械手捆扎单元3扭转铁线5捆扎芯体,代替了人工捆扎和半自动捆扎,生产效率大大提高,降低了工作人员捆扎的劳动强度;
74.3:由于捆扎是机械手的捆扎,捆扎质量有保证,不会出现稂莠不齐的情况;
75.4:机械手捆扎机可以捆扎公司多品种多规格的芯体,解决并满足一机多用问题;
76.5:捆扎模板由过去几百种规格管理变成现在几台设备管理,管理成本大大降低,管理难度降低,由捆扎机代替了捆扎模板,每年节约捆扎模板4-5万元的投入。
77.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。