:
1.本实用新型涉及一种猪场液态发酵饲料自动饲喂系统。
背景技术:
2.近年来,非洲猪瘟无情肆虐,给养猪行业带来了巨大的灾难,导致猪瘟的因素很多,其中,猪舍环境和饲料就是非常重要的两个方面。目前大部分猪场一般采用的防止非洲猪瘟的方法,就是消毒,猪舍环境消毒,场区消毒,车辆消毒,甚至进出人员都多次洗澡消毒,但是这些方法收效甚微,几乎可以说基本没有效果,还是有大量的养殖场感染了非洲猪瘟,以至于现在到了谈非色变的地步。另一方面频繁的消毒,也影响了猪群呼吸道健康,从而导致猪群更易得病。
3.根据国内近几年对非洲猪瘟病毒的研究,病毒在高温、强酸、强碱条件下难以存活,发酵后的饲料正是酸性的,不仅能保护猪群肠道健康,也能有效抑制非洲猪瘟病毒的发病率。在实际养殖过程中,人们还发现将饲料进行发酵后可以延长饲料的存放时间,既使在夏天高温天气下,饲料也不会轻易变质,这在一定程度上大大节省了养殖成本。
4.2021年以来猪价的持续走低,养殖越来越关注养殖成本,如何最大程度降低养殖成本已成为亟需解决的技术难题,目前有一种方法是加入工业废料、过期食品或是高营养价值的食品残渣。据我们了解每个城市都有独有的工业废料,如山东禹城市,每天能产生豆渣1000吨,豆渣的价格也是非常低,只有几百元一吨,按每头猪每天消耗1公斤计划,100万头才能消耗完。豆渣中含有丰富的蛋白质,只要与饲喂配比合适,完全可以替代一部分全价饲料,这样在目前6元/斤的情况下,可以使养殖场有利可图。但是,如何能保证这些工业废料的生物安全,现在还没有很完善的设备可将工业废料、全价饲料、水以及益生菌等物质进行混合搅拌,最后供给猪场,制约了养猪行业的发展。
5.因此,养猪行业内的上述问题,已成为行业内亟需解决的技术难题。
技术实现要素:
6.本实用新型为了弥补现有技术的不足,提供了一种猪场液态发酵饲料自动饲喂系统,解决了工业废料的发酵问题,解决了工业废料、全价饲料、水以及益生菌等物质的混合搅拌问题,解决了液态发酵饲料向猪场的自动化输送问题。
7.本实用新型为解决上述技术问题所采用的技术方案是:
8.一种猪场液态发酵饲料自动饲喂系统,包括:
9.料塔,所述料塔内用于储存全价饲料;
10.清水罐,所述清水罐内用于储存地下水,所述清水罐底部连接有清水泵;
11.扩繁罐,所述扩繁罐内用于储存益生菌液,所述扩繁罐顶部通过管路与清水泵相连,所述扩繁罐底部连接有益生菌液输送泵;
12.发酵罐,所述发酵罐用于发酵工业废料,所述发酵罐内设有搅拌装置,所述发酵罐顶部通过管路与清水泵相连,所述发酵罐底部连接有发酵料输送泵;
13.搅拌罐,所述搅拌罐顶部通过管路与清水泵相连,所述搅拌罐通过管路与发酵料输送泵相连,所述搅拌罐通过管路与益生菌液输送泵相连,所述搅拌罐顶部通过提升绞龙与料塔的出料口相连,所述搅拌罐内设有搅拌装置,所述搅拌罐底部连接有混合料输送泵,所述混合料输送泵通过管路与猪场的进料口相连,猪场的出料口通过管路与回料罐相连,所述回料罐底部连接有循环泵,所述循环泵通过管路与搅拌罐相连。
14.所述清水罐前侧通过管路连接有加温设备,用于对地下水进行加热。
15.所述扩繁罐数量为两个,两个扩繁罐之间设有三通相连,通过气动球阀控制通断。
16.所述发酵罐的一侧设有辅料存放区,所述辅料存放区的工业废料经辅料输送机输送至发酵罐内。
17.所述发酵罐数量为两个,两个发酵罐之间设有三通相连,通过气动球阀控制通断。
18.所述搅拌罐底部设有称重装置。
19.所述搅拌装置包括搅拌电机和搅拌叶片。
20.所述称重装置用于控制饲料的精准投放。
21.本实用新型采用上述方案,具有以下优点:
22.通过设置发酵罐,可对辅料存放区的工业废料进行发酵,并通过发酵料输送泵将发酵料输送至搅拌罐,通过设置扩繁罐,通过其底部的益生菌液输送泵将益生菌液输送至搅拌罐,通过设置清水罐和清水泵,可向搅拌罐、发酵罐和扩繁罐输送清水,料塔内的全价饲料经提升绞龙输送至搅拌罐,最后在搅拌罐内对发酵料、益生菌液、全价饲料和清水进行搅拌,形成最后的混合料,经混合料输送泵输送至猪场食用。本实用新型自动化程度高,制造成本低,能耗低,可实现工业废料的发酵再利用,降低饲养成本,提高饲料适口性,提高动物抗病力,提高饲料利用率,有效抑制猪群呼吸道的疾病以及其他传染疾病的发生。
附图说明:
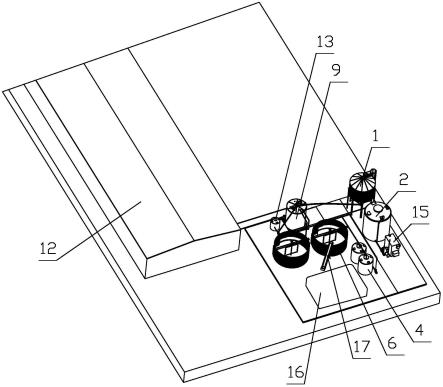
23.图1为本实用新型的立体结构示意图。
24.图2为本实用新型的俯视结构示意图。
25.图3为本实用新型的局部放大结构示意图。
26.图中,1、料塔,2、清水罐,3、清水泵,4、扩繁罐,5、益生菌液输送泵,6、发酵罐,7、搅拌装置,8、发酵料输送泵,9、搅拌罐,10、提升绞龙,11、混合料输送泵,12、猪场,13、回料罐,14、循环泵,15、加温设备,16、辅料存放区,17、辅料输送机。
具体实施方式:
27.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本实用新型进行详细阐述。
28.如图1-3所示,一种猪场液态发酵饲料自动饲喂系统,包括:
29.料塔1,所述料塔1内用于储存全价饲料;
30.清水罐2,所述清水罐2内用于储存地下水,所述清水罐2底部连接有清水泵3;
31.扩繁罐4,所述扩繁罐4内用于储存益生菌液,所述扩繁罐4顶部通过管路与清水泵3相连,所述扩繁罐4底部连接有益生菌液输送泵5;
32.发酵罐6,所述发酵罐6用于发酵工业废料,所述发酵罐6内设有搅拌装置7,所述发
酵罐6顶部通过管路与清水泵2相连,所述发酵罐6底部连接有发酵料输送泵8;
33.搅拌罐9,所述搅拌罐9顶部通过管路与清水泵3相连,所述搅拌罐9通过管路与发酵料输送泵8相连,所述搅拌罐9通过管路与益生菌液输送泵5相连,所述搅拌罐9顶部通过提升绞龙10与料塔1的出料口相连,所述搅拌罐9内设有搅拌装置7,所述搅拌罐9底部连接有混合料输送泵11,所述混合料输送泵11通过管路与猪场12的进料口相连,猪场12的出料口通过管路与回料罐13相连,所述回料罐13底部连接有循环泵14,所述循环泵14通过管路与搅拌罐9相连。
34.所述清水罐2前侧通过管路连接有加温设备15,用于对地下水进行加热。加温设备15用于给清水罐2、发酵罐6和扩繁罐4、搅拌罐9进行加温,只有冬天或北方比较冷的地方才能用到,清水罐2温度控制在55℃,发酵罐6和扩繁罐4温度控制在35℃左右,温度太高会影响发酵的效果。
35.所述扩繁罐4数量为两个,两个扩繁罐4之间设有三通相连,通过气动球阀控制通断。
36.所述发酵罐6的一侧设有辅料存放区16,所述辅料存放区16的工业废料经辅料输送机17输送至发酵罐6内。
37.所述发酵罐6数量为两个,两个发酵罐6之间设有三通相连,通过气动球阀控制通断。
38.所述搅拌罐9底部设有称重装置。所述称重装置用于控制饲料的精准投放。
39.所述搅拌装置7包括搅拌电机和搅拌叶片,对搅拌罐和发酵罐内进行搅拌。
40.工作原理:
41.工业废料到了猪场后,会放置在辅料存放区16,然后用辅料输送机17输送到发酵罐6内,发酵罐6内事先加入一定比例的水和发酵菌种,发酵菌和益生菌的选择,可以从猪的肠道中,选择有益于猪的肠道健康的有益菌,不仅能延长饲料的保质期,也能增加饲料的消化吸收率,待工业废料开始向发酵罐6输送时,就开启搅拌装置7进行搅拌,等输送完成后再停止搅拌,然后静止等待,在发酵罐6内将进行24到48小时的发酵,直到用ph测试笔测试到ph值达到4.0以下才确定发酵完成,才能给猪饲喂,否则不可以饲喂。经科学验证在此ph值下非洲猪瘟病毒无法存活,因此能保证发酵料的生物安全。发酵完成后,在饲喂前首先根据需要饲喂的猪场每个猪舍猪的头数、水料比、全价饲料和发酵料比例、益生菌比例等参数,计算出所用水量、饲料量、发酵料量、益生菌量,然后按计算所得开始通过清水泵3向搅拌罐9内加水,当称重装置检测达到设定值后,再通过益生菌液输送泵5向搅拌罐9内加入益生菌,然后通过提升绞龙10向搅拌罐9内加入全价饲料,在开始加入全价饲料时开启搅拌装置7,全价饲料加入完成后,再通过发酵料输送泵8向搅拌罐9内加入发酵料,发酵料加入完成后再搅拌几分钟就可以开始进行饲喂了。饲喂时,通过混合料输送泵11将混合料输入猪场12进料口,在猪场12内食用后,从猪场12出料口返回的混合料再进入回料罐13,再经循环泵14输送至搅拌罐9达到再次利用的目的。
42.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
43.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
