1.本技术属于航空发动机及燃气轮机设计领域,特别涉及一种陶瓷基复材流道结构。
背景技术:
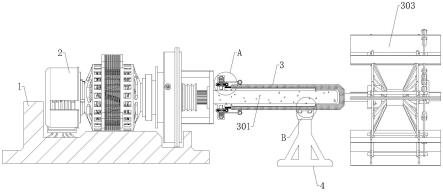
2.如图1-3所示,在现代航空发动机和燃气轮机的涡轮后流道机匣设计中,一般采用高温合金材料的流道板结构,并需要引入冷却气(通常为压气机引气或外涵道引低温气)进行冷却。
3.现有结构为金属材料结构,其耐温能力较低,最高使用温度约1250k,限制了发动机使用状态;现有结构为金属材料结构,需要大量使用压气机或外涵道引气,造成了发动机循环效率的降低;随着航空发动机涡轮前温度的提高,金属材料结构逐渐暴露出局部超温、热变形不协调等问题。
4.因此,希望有一种技术方案来克服或至少减轻现有技术的至少一个上述缺陷。
技术实现要素:
5.本技术的目的是提供了一种陶瓷基复材流道结构,以解决现有技术存在的至少一个问题。
6.本技术的技术方案是:
7.一种陶瓷基复材流道结构,所述陶瓷基复材流道结构包括:
8.整环流道主体,所述整环流道主体外壁面上开设有径向插接槽,通过设置在所述径向插接槽中的径向插接件限制所述整环流道主体的轴向位移;
9.前安装边,所述前安装边设置在所述整环流道主体的前端,所述前安装边上设置有异形螺母放置槽,所述前安装边通过异形螺母以及内六角螺栓与其他陶瓷基复材流道结构连接;
10.后安装边,所述后安装边设置在所述整环流道主体的后端,靠近所述后安装边处的所述整环流道主体上沿周向均匀开设有跑道型径向销槽,所述后安装边配合螺栓定位销与机匣安装支撑环连接。
11.在本技术的至少一个实施例中,所述陶瓷基复材流道结构为sic陶瓷基复合材料。
12.在本技术的至少一个实施例中,所述异形螺母放置槽为阶梯槽。
13.在本技术的至少一个实施例中,所述异形螺母包括位于两端的圆柱段以及中部的异形段,在装配时,其中一端的圆柱段以及中部的异形段容纳在所述异形螺母放置槽中。
14.在本技术的至少一个实施例中,所述异形段呈长方形。
15.在本技术的至少一个实施例中,所述机匣安装支撑环具有与所述后安装边相适配的卡接部,以及开设有径向螺栓孔的连接部,所述机匣安装支撑环通过卡接部卡接在所述后安装边上,通过所述螺栓定位销将所述机匣安装支撑环的连接部与所述整环流道主体上的跑道型径向销槽连接。
16.发明至少存在以下有益技术效果:
17.本技术的陶瓷基复材流道结构,。
附图说明
18.图1是现有技术中的涡轮后流道结构示意图;
19.图2是图1的a向视图;
20.图3是图2的b-b视图;
21.图4是本技术一个实施方式的陶瓷基复材流道结构整体装配示意图;
22.图5是本技术一个实施方式的陶瓷基复材流道结构示意图;
23.图6是本技术一个实施方式的其他陶瓷基复材流道结构示意图;
24.图7是本技术一个实施方式的异形螺母示意图;
25.图8是图7的侧视图;
26.图9是本技术一个实施方式的内六角螺栓示意图;
27.图10是图9的侧视图;
28.图11是本技术一个实施方式的机匣安装支撑环示意图;
29.图12是图11的侧视图;
30.图13是本技术一个实施方式的螺栓定位销示意图。
31.其中:
32.1-陶瓷基复材流道结构;2-其他陶瓷基复材流道结构;3-机匣安装支撑环;4-异形螺母;5-内六角螺栓;6-螺栓定位销。
具体实施方式
33.为使本技术实施的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本技术一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。下面结合附图对本技术的实施例进行详细说明。
34.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制。
35.下面结合附图4至图13对本技术做进一步详细说明。
36.本技术提供了一种陶瓷基复材流道结构,该陶瓷基复材流道结构1 包括:整环流道主体、前安装边以及后安装边。
37.如图4-5所示,陶瓷基复材流道结构1为整环机匣结构,整环流道主体外壁面上开设有径向插接槽,通过设置在径向插接槽中的径向插接件可以限制整环流道主体的轴向位
移;前安装边设置在整环流道主体的前端,前安装边上设置有异形螺母放置槽,前安装边通过异形螺母4以及内六角螺栓5可以与其他陶瓷基复材流道结构2连接;后安装边设置在整环流道主体的后端,靠近后安装边处的整环流道主体上沿周向均匀开设有跑道型径向销槽,后安装边配合螺栓定位销6与机匣安装支撑环3连接。
38.在本技术的优选实施方案中,陶瓷基复材流道结构1为sic陶瓷基复合材料,增加了流道耐温能力和封严能力。机匣安装支撑环3、异形螺母4、内六角螺栓5、螺栓定位销6均为金属材质。
39.如图6所示,其他陶瓷基复材流道结构2其上设置有螺栓孔,用于与其他陶瓷基复材流道结构1连接。
40.在本技术的优选实施例中,异形螺母放置槽为阶梯槽。如图7-8所示,异形螺母4设置有内螺纹,异形螺母4包括位于两端的圆柱段41以及中部的异形段42,在装配时,其中一端的圆柱段41以及中部的异形段42 容纳在异形螺母放置槽中。异形螺母4中部的异形段42呈长方形或其他适当的形状,其具有大承载面积。
41.在本技术的优选实施例中,内六角螺栓5如图9-10所示,其具有较大的承载面积,用于与异形螺母4连接,紧固陶瓷基复材机匣。通过异形螺母4与内六角螺栓5配合,可实现陶瓷基复合材料机匣间的连接,具有大承载面积螺栓连接结构,且异形螺母4具有自限位功能。
42.在本技术的优选实施例中,机匣安装支撑环3的结构如图11-12所示,其为周向均布的分段结构,机匣安装支撑环3具有与后安装边相适配的卡接部,以及开设有径向螺栓孔的连接部,机匣安装支撑环3通过卡接部径向向内卡接在后安装边上,通过螺栓定位销6将机匣安装支撑环3 的连接部与整环流道主体上的跑道型径向销槽连接,可实现陶瓷基复合材料机匣与金属机匣的连接,增强不同材料流道的热变形协调能力。
43.本实施例中,螺栓定位销6结构如图13所示,其螺杆部分设置有螺纹段和销钉段,螺纹段用于与机匣安装支撑环3的连接部的径向螺栓孔连接,销钉段用于与整环流道主体的跑道型径向销槽连接。
44.本技术的陶瓷基复材流道结构,在工作时,由sic陶瓷基复合材料的陶瓷基复材流道结构1直接接触高温燃气,可使用于1700k以上工作环境,大大提高了流道结构能力;sic陶瓷基复合材料的流道间使用大承载面积的异形螺母4和内六角螺栓5,增大了机匣安装面实际承载面积,降低了复材流道安装面的实际应力,增加了安全性,提高了使用寿命;当流道结构与安装机匣发生相对变形时,跑道型径向销槽与螺栓定位销6 结构可实现径向和轴向的相对滑动运动,缓解高温流道和低温安装支撑环的热变形不协调问题。
45.本技术的陶瓷基复材流道结构,流道结构由金属结构改为陶瓷基复合材料,结构耐温能力提升了400k以上;减少了冷却气,减少了压气机与外涵气用于冷却带来的损失;结构中设置有螺栓定位销,跑道型径向销槽等结构,能够适应陶瓷基与金属的热变形不协调问题,提升了结构安全性。
46.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。