1.本发明涉及一种模拟移动床同时分离汽柴油组分的方法。
背景技术:
2.在我国经济增速放缓和替代能源快速发展的双重压力下,成品油需求增速放缓,柴油消费量基本达到峰值,预计汽油消费量在2025年前后达到峰值。与成品油市场不同,烯烃、芳烃等基础化学品需求旺盛,国内产能不足,仍需大量进口。现阶段,我国汽柴油质量不断升级,汽油中芳烃和烯烃含量要求逐渐下降,柴油中多环芳烃含量要求逐渐下降,这将给传统炼油企业转型升级带来挑战。
3.汽油和柴油作为用量最大的轻质石油产品之一,主要由原油蒸馏、催化裂化、焦化及加氢裂化等过程生产;其中直馏汽油是蒸汽裂解和催化重整相互竞争的原料,直馏柴油、催化汽柴油和焦化汽柴油的硫氮、烯烃和芳烃含量较高需要经过传统的加氢技术处理。加氢技术虽然可以实现深度脱硫氮、脱烯烃的目的;但一方面存在辛烷值损失率高,氢耗高,操作费用高,产品难以达到成品油质量要求等问题。另一方面,采用传统汽柴油加工技术,汽柴油中大量的饱和烃、烯烃和芳烃资源未能利用,造成了严重的资源浪费。
4.通过吸附分离方法将汽柴油中各组分进行分离,得到高纯度的汽油非芳烃组分(饱和烃 烯烃或饱和烃)、柴油非芳烃组分(链烷烃 环烷烃)、汽油芳烃组分和柴油芳烃组分。其中分离出的汽油非芳烃是催化裂化的优质原料或乙烯裂解的优质原料;分离出的汽油轻芳烃作为芳烃联合装置原料,可以解决催化重整和乙烯裂解石脑油短缺的问题;分离出的汽油重芳烃可以作为选择性加氢裂解的优质原料,增产btx。分离出的柴油非芳烃可以作为催化裂解的优质原料,增产低碳烯烃,或者作为高十六烷值柴油直接销售;分离出的柴油芳烃组分可以作为高沸点芳烃溶剂直接销售。
5.该技术实现了汽柴油组分分类管理的目标;这不仅达到了汽柴油深度处理的目的,而且提高了企业的经济效益和社会效益。
6.cn103059967a公开了一种催化汽油与焦化柴油混合加氢方法。催化汽油进入预分馏塔分馏为轻汽油和重汽油;重汽油与焦化柴油混合后进行加氢脱硫,分离脱硫产物得到加氢重汽油与处理后的焦化柴油,加氢重汽油与轻汽油调和得到清洁汽油产品。该方法中焦化柴油与重汽油混合加氢时,由焦化柴油带入的氮化物,将在催化剂的加氢中心上竞争吸附,造成加氢中心的中毒,从而可以降低烯烃的加氢选择性,减少加氢的辛烷值损失;另一方面,混合进料流经换热器及加热炉时,在加热炉及换热器内处于气液混相,能够溶解及带走结焦物,避免换热器及加热炉内发生结焦,延长装置的运作周期。
7.cn105542849b公开了一种由劣质柴油生产清洁柴油和轻质芳烃的方法,该方法包括如下步骤:(1)将劣质柴油中低压加氢脱除硫氮化合物,烯烃以及胶质,得到加氢精制柴油;(2)精制柴油经过模拟移动床吸附分离脱除芳烃和硫化物,得到清洁柴油和重芳烃;(3)重芳烃进入轻质化反应器,在中低压下加氢反应生成btx轻质芳烃,汽油组分以及少量的轻烃。该方法生产清洁柴油和汽油组分能够满足国
ⅴ
标准,同时副产btx轻质芳烃。
8.cn1782034 a公开了一种同时降低汽油硫,烯烃含量的方法。汽油原料,氢气与加氢异构催化剂接触,进行加氢脱硫,烯烃饱和,烯烃异构,烯烃裂化反应,分离加氢生成油得到轻烃和汽油馏分,富氢气体循环使用;所述汽油馏分与吸附催化剂接触,进行吸附脱硫后得到低硫,烯烃含量的汽油产品。该方法生产出硫,烯烃含量均满足《世界燃油规范》ⅲ类汽油指标规格的优质汽油,同时保证汽油的辛烷值损失最小。
9.cn101935544b公开了一种催化裂化汽油的加工方法,包括将催化裂化汽油吸附分离为组分i和组分ii,其中组分i中硫的含量不超过0.015wt%,芳烃含量不超过15vol%,组分ii中烯烃的含量不超过15vol%。本发明提供的方法还可进一步包括将组分i催化裂化或芳构化,将组分2加氢脱硫。该方法提供的裂化汽油加工方法,开辟了新的加工高烯烃,高硫和高芳烃催化裂化汽油的途径。
10.上述对于汽柴油提质的加工方法,无论是加氢处理还是吸附分离技术,都存在烯烃或芳烃资源浪费、能耗高、工艺流程复杂、设备投资大等问题。
技术实现要素:
11.本发明的目的是解决现有汽柴油加工利用技术的不足,在模拟移动床吸附装置中,同时将汽油和柴油进行吸附分离。该方法能够有效地将汽油和柴油组分分离成汽油非芳烃组分(饱和烃 烯烃或饱和烃)、柴油非芳烃组分(链烷烃 环烷烃)、汽油芳烃组分和柴油芳烃组分。
12.本发明提供一种模拟移动床同时分离汽柴油组分的方法,包含以下步骤:
13.汽油和柴油原料首先经过加氢和预吸附处理,除去杂质的汽油和柴油原料进入模拟移动床吸附装置进行吸附分离,模拟移动床吸附装置主要包括吸附区、隔离区、解吸区和精制区,每个区域至少分配1个吸附柱;其中吸附区通过芳烃吸附剂吸附汽油和柴油中的芳烃,得到非芳烃组分,解吸区则通过解吸剂将芳烃解吸,得到芳烃组分,最终实现汽柴油中非芳烃和芳烃的分离;
14.根据汽油和柴油中各组分对吸附剂吸附选择性的差异,将汽柴油混合原料分为汽油原料和柴油原料的两股注入所述吸附区的不同吸附床层,将抽余液也分为两股采出所述吸附区的不同吸附床层,两种情况具体步骤为:(1)在吸附区顶部床层处注入汽油原料,在经过部分吸附区床层处采出部分抽余液作为主要含有汽油非芳烃的第一抽余液,在采出第一抽余液后的吸附床层处注入柴油原料,在吸附区底部床层处采出剩余抽余液作为主要含有柴油非芳烃的第二抽余液。(2)在吸附区顶部床层处注入柴油原料,在经过部分吸附区床层处采出部分抽余液作为主要含有柴油非芳烃的第一抽余液,在采出第一抽余液后的吸附床层处注入汽油原料在吸附区底部床层处采出剩余抽余液作为主要含有汽油非芳烃的第二抽余液;
15.根据汽油和柴油中非芳烃组分对吸附剂吸附选择性的差异,将抽余液分为两股采出所述吸附区的不同吸附床层,分离的具体步骤为:在吸附区顶部床层处注入汽柴油混合原料,在经过部分吸附区床层处采出部分抽余液作为主要含有柴油非芳烃的第一抽余液,在吸附区底部床层处采出剩余抽余液作为主要含有汽油非芳烃的第二抽余液;
16.所述预处理吸附剂为硅胶或活性炭中的一种;
17.所述芳烃吸附剂为由分子筛和无定型硅铝组成的复合型多孔硅铝材料,其中分子
筛与无定型硅铝的质量比与原料中汽油与柴油的质量比正相关;原料中汽油比例越高,芳烃吸附剂中分子筛比例越高;原料中柴油比例越高,芳烃吸附剂中无定型硅铝比例越高;
18.所述解吸剂为甲基环戊烷、环己烷和苯中一种或几种。
19.本发明所述模拟移动床同时分离汽柴油组分的方法,其中根据汽油原料和柴油原料混合比例的不同,优选模拟移动床的吸附床层数量为6~24,其中所述吸附区的吸附床层数量为2~9,所述精制区的吸附床层数量为2~7,所述解吸区的吸附床层数量为1~5,所述隔离区的吸附床层数量为1~3。
20.优选所述的预处理吸附塔吸附剂床层温度为40~100℃,质量空速为0.5~3.0h-1
,吸附压力为0.5~3.0mpa;所述的预处理吸附剂为硅胶或活性炭中的一种。
21.所述的模拟移动床吸附装置优选各吸附柱温度为20~150℃,吸附压力为0.5-5.0mpa,切换时间为50~5000s,原料与解吸剂体积流速比例为1:0.5~1:5。
22.根据汽油和柴油中各组分对吸附剂吸附选择性的差异,将汽柴油混合原料分为汽油原料和柴油原料的两股注入所述吸附区的不同吸附床层,两种情况具体步骤为:(1)在吸附区顶部床层处注入汽油原料,在经过部分吸附区床层处注入柴油原料,在吸附区底部床层处采出全部抽余液;(2)在吸附区顶部床层处注入柴油原料,在经过部分吸附区床层处注入汽油原料,在吸附区底部床层处采出全部抽余液。
23.所述复合型多孔硅铝材料中分子筛优选为nax、nay和nazsm-5分子筛中的一种或几种。
24.所述复合型多孔硅铝材料中无定型硅铝优选比表面积>350m2/g,孔容>0.5cm3/g。
25.所述预处理吸附剂优选比表面积>600m2/g、孔容>0.6cm3/g的硅胶或活性炭中的一种。
26.所述的预处理吸附剂的极性杂质饱和吸附容量为1.0%~20%;所述芳烃吸附剂的芳烃饱和吸附容量为5%~25%。
27.与目前已有的汽柴油加工技术相比,本工艺具有以下优点:
28.1)本发明采用模拟移动床工艺属于一种绿色高效的分离技术,可以同时实现汽油和柴油的高效转化,达到各组分分类管理的目的;
29.2)本发明采用单进料口、双进料口、单抽余液口或双抽余液口的不同分离工艺,根据产品性质的要求进行随机切换,能够实现汽油和柴油相互提纯的目的,具有解吸剂用量低、能耗低、投资成本低、分离过程易控制等特点;
30.3)本发明以较低的成本和简单的工艺实现汽柴油组分的高效分离,分离纯度高,汽油非芳烃组分非芳烃含量95%以上,汽油芳烃组分中芳烃含量95%以上;柴油非芳烃组分中非芳烃含量95%以上,柴油芳烃组分中芳烃含量95%以上;
31.4)本发明分离出的汽油非芳烃是催化裂化的优质原料;分离出的汽油轻芳烃作为芳烃联合装置原料,可以解决催化重整和乙烯裂解石脑油短缺的问题;汽油重芳烃可以作为选择性加氢裂解的优质原料,增产btx。分离出的柴油非芳烃可以作为催化裂解的优质原料,增产低碳烯烃,或者作为高十六烷值柴油直接销售;分离出的柴油芳烃组分可以作为高沸点芳烃溶剂直接销售。
附图说明
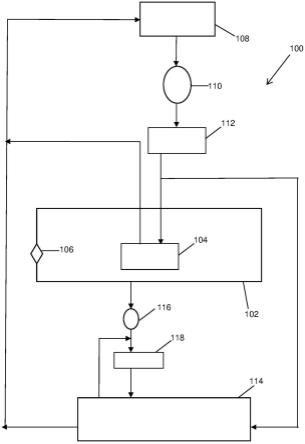
32.图1为本发明一种模拟移动床同时分离汽柴油组分的方法操作示意图;
33.图1中:f1-经过部分吸附区床层进料;f2-吸附区顶部床层进料;r1-吸附区底部床层抽余液;r2-经过部分吸附区床层抽余液;u-反洗液;e-抽出液;d-解吸剂。
具体实施方式
34.下面结合说明书附图及具体实施例对本发明方法的技术方案及技术效果作进一步说明。
35.芳烃收率=产品芳烃质量/进料汽柴油中芳烃质量
×
100%
36.汽柴油芳烃含量=芳烃组分芳烃含量/芳烃组分总质量
×
100%
37.汽油芳烃含量=汽油芳烃组分芳烃含量/汽油芳烃组分总质量
×
100%
38.柴油芳烃含量=柴油芳烃组分芳烃含量/柴油芳烃组分总质量
×
100%
39.汽柴油非芳烃含量=非芳烃组分非芳烃含量/非芳烃组分总质量
×
100%
40.汽油非芳烃含量=汽油非芳烃组分非芳烃含量/汽油非芳烃组分总质量
×
100%
41.柴油非芳烃含量=柴油非芳烃组分非芳烃含量/柴油非芳烃组分总质量
×
100%
42.实施例1
43.参见附图,吸附塔按液体流动方向分为12个床层,每个床层连接5股物料进出管线,包括汽柴油混合原料f2、解吸剂d、抽余液r1、抽出液e、冲洗液u,整个吸附塔被分为四个区,吸附区、精制区、解吸区和隔离区按3-4-3-2床层数设置。汽柴油混合原料f2首先在吸附区顶部床层注入,在物料向下经过芳烃吸附剂后,汽柴油芳烃组分被吸附在吸附剂上,得到高纯度汽柴油非芳烃组分从吸附区底部床层采出为抽余液r1(非芳烃组分);经吸附后的芳烃吸附剂进入精制区,精制区利用汽柴油芳烃和解吸剂混合液将芳烃吸附剂上的非芳烃组分进行置换,使吸附剂上的汽柴油芳烃得到提纯;经提纯后的芳烃吸附剂进入解吸区,解吸剂d在解吸区顶部床层注入,将吸附于芳烃吸附剂上的汽柴油芳烃组分进行置换,得到高纯度汽柴油芳烃组分和解吸剂,从解吸区底部床层采出为抽出液e(芳烃组分);隔离区位于解吸区和吸附区之间,以防止吸附区的非芳烃组分进入到解吸区,进而影响抽出液芳烃组分的纯度。冲洗液将公用管线中的残留物进行清洗,防止进出物料相互受到污染,冲洗液u注入的位置为精制区顶部床层。
44.(1)预处理吸附剂采用硅胶,其中比表面积650m2/g,孔容为1.5cm3/g,平均孔径为3.5nm;
45.芳烃吸附剂为复合型多孔硅铝材料,其中分子筛与无定型硅铝以1:1的质量比进行混合。分子筛为na-13x分子筛,其中sio2/al2o3=2.5,na2o含量为15.2wt%,比表面积540m2/g,孔容为0.32cm3/g,平均孔径为2.4nm,相对结晶度≥90%。无定型硅铝的sio2/al2o3=188,比表面积480m2/g,孔容为0.65cm3/g,平均孔径为3.8nm。
46.解吸剂d采用30wt%苯和70wt%环己烷。
47.(2)原料与解吸剂体积流速比例为1:0.6,原料与循环量的体积流速比例为1:4.0。
48.(3)汽柴油混合原料按催化汽油和催化柴油质量比1:1,组成分析见表1中催化汽柴油,预处理吸附塔工艺条件见表2。
49.表1催化汽油和柴油原料组成
[0050][0051][0052]
表2预处理吸附塔吸附分离工艺条件
[0053][0054]
本实施例模拟移动床吸附分离工艺条件和评价结果如下表所示:
[0055]
工艺条件参数吸附分区3-4-3-2温度,℃120压力,mpa2.0-3.0切换时间,s500-800评价结果数据芳烃收率,%60.21汽柴油芳烃含量,%95.41汽柴油非芳烃含量,%98.45
[0056]
实施例2
[0057]
参见附图,吸附塔按液体流动方向分为12个床层,每个床层连接6股物料进出管线,包括柴油原料f1、汽油原料f2、解吸剂d、抽余液r1、抽出液e、冲洗液u,整个吸附塔被分为五个区,吸附ⅰ区、吸附ⅱ区、精制区、解吸区和隔离区按3-3-1-3-2床层数设置。柴油原料f1和汽油原料f2首先分别在吸附ⅰ区顶部床层和吸附ⅱ区顶部床层注入,在物料向下经过芳烃吸附剂后,汽油和柴油芳烃组分被吸附于吸附剂上,其中汽油非芳烃组分将芳烃吸附
剂上的柴油非芳烃组分进行置换,得到高纯度汽油和柴油非芳烃组分从吸附区底部床层采出为抽余液r1(非芳烃组分);经汽油非芳烃组分提纯的芳烃吸附剂进入精制区仅需要1个床层,就能够达到提纯的目的;经提纯后的芳烃吸附剂进入解吸区,解吸剂d在解吸区顶部床层注入,将吸附于芳烃吸附剂上的汽柴油芳烃组分进行置换,得到高纯度汽柴油芳烃组分和解吸剂,从解吸区底部床层采出为抽出液e(芳烃组分);其中隔离区和冲洗液与实施例1中相同。
[0058]
(1)预处理吸附剂采用硅胶,其中比表面积720m2/g,孔容为1.2cm3/g,平均孔径为2.5nm;
[0059]
芳烃吸附剂为复合型多孔硅铝材料,其中分子筛与无定型硅铝以相同质量进行混合。分子筛为nay分子筛,其中sio2/al2o3=4.8,na2o含量为13.3wt%,比表面积575m2/g,孔容为0.3cm3/g,平均孔径为2.1nm,相对结晶度≥90%。无定型硅铝的sio2/al2o3=175,比表面积450m2/g,孔容为0.6cm3/g,平均孔径为4.0nm。
[0060]
解吸剂d采用50wt%苯和50wt%环己烷。
[0061]
(2)原料与解吸剂体积流速比例为1:1,原料与循环量的体积流速比例为1:4.5。
[0062]
(3)原料组成分析见表1中催化汽油和催化柴油(进料量为质量比1:1),总进料量与实施例1中汽柴油混合原料相同,预处理吸附塔工艺条件见表2。
[0063]
本实施例模拟移动床吸附分离工艺条件和评价结果如下表所示:
[0064]
工艺条件参数吸附分区3-3-1-3-2温度,℃110压力,mpa2.0-3.0切换时间,s500-800评价结果数据芳烃收率,%59.09汽柴油芳烃含量,%95.75汽柴油非芳烃含量,%96.95
[0065]
实施例3
[0066]
参见附图,吸附塔按液体流动方向分为12个床层,每个床层连接6股物料进出管线,包括汽油原料f1、柴油原料f2、解吸剂d、抽余液r1、抽出液e、冲洗液u,整个吸附塔被分为五个区,吸附ⅰ区、吸附ⅱ区、精制区、解吸区和隔离区按3-3-1-3-2床层数设置。汽油原料f1和柴油原料f2首先分别在吸附ⅰ区顶部床层和吸附ⅱ区顶部床层注入,在物料向下经过芳烃吸附剂后,柴油和汽油芳烃组分被吸附于吸附剂上,其中柴油非芳烃组分将芳烃吸附剂上的汽油非芳烃组分进行置换,高纯度柴油和汽油非芳烃组分从吸附ⅰ区底部床层采出为r1抽余液(非芳烃组分);经柴油非芳烃组分提纯的芳烃吸附剂进入精制区仅需要1个床层,就能够达到提纯的目的。其中解吸区与实施例2中相同,隔离区和冲洗液与实施例1中相同。
[0067]
(1)预处理吸附剂采用硅胶,其中比表面积780m2/g,孔容为1.1cm3/g,平均孔径为2.0nm;
[0068]
芳烃吸附剂为复合型多孔硅铝材料,其中分子筛与无定型硅铝以相同质量进行混
合。分子筛为nazsm-5分子筛,其中sio2/al2o3=120,na2o含量为0.5wt%,比表面积350m2/g,孔容为0.22cm3/g,平均孔径为2.8nm,相对结晶度≥90%。无定型硅铝的sio2/al2o3=160,比表面积400m2/g,孔容为0.55cm3/g,平均孔径为4.5nm。
[0069]
解吸剂d采用30wt%苯和70wt%甲基环戊烷。
[0070]
(2)原料与解吸剂体积流速比例为1:1.2,原料与循环量的体积流速比例为1:5.0。
[0071]
(3)原料组成分析见表1中催化汽油和催化柴油(进料量为质量比1:1),总进料量与实施例1中汽柴油混合原料相同,预处理吸附塔工艺条件见表2。
[0072]
本实施例模拟移动床吸附分离工艺条件和评价结果如下表所示:
[0073]
工艺条件参数吸附分区3-3-1-3-2温度,℃100压力,mpa1.0-1.5切换时间,s500-800评价结果数据芳烃收率,%58.65汽柴油芳烃含量,%96.36汽柴油非芳烃含量,%96.82
[0074]
实施例4
[0075]
参见附图,吸附塔按液体流动方向分为12个床层,每个床层连接7股物料进出管线,包括柴油原料f1、汽油原料f2、解吸剂d、抽余液r1、抽余液r2、抽出液e、冲洗液u,整个吸附塔被分为六个区,吸附ⅰ区、精制ⅰ区、吸附ⅱ区、精制ⅱ区、解吸区和隔离区按2-1-3-1-3-2床层数设置。柴油原料f1在吸附ⅰ区顶部床层注入,在物料向下经过芳烃吸附剂后,柴油芳烃组分被吸附在吸附剂上,得到高纯度柴油非芳烃组分从吸附ⅰ区底部床层采出为抽余液r1;经吸附后的柴油芳烃吸附剂进入精制ⅰ区,精制ⅰ区利用汽油芳烃将吸附剂上的非芳烃组分进行置换,使吸附剂上的柴油芳烃得到提纯;汽油原料f2在吸附ⅱ区顶部床层注入,在物料向下经过芳烃吸附剂后,汽油芳烃组分被吸附在吸附剂上,得到高纯度汽油非芳烃组分从吸附ⅱ区第二个床层采出为抽余液r2;经吸附后的汽柴油芳烃吸附剂进入精制ⅱ区,精制ⅱ区利用汽柴油芳烃和解吸剂混合液将芳烃吸附剂上的非芳烃组分进行置换,使吸附剂上的汽柴油芳烃得到提纯。其中解吸区与实施例2中相同,隔离区和冲洗液与实施例1中相同。
[0076]
(1)预处理吸附剂采用活性炭,其中比表面积900m2/g,孔容为1.2cm3/g,平均孔径为3.5nm;
[0077]
芳烃吸附剂与实施例2相同;
[0078]
解吸剂d采用50wt%苯和50wt%甲基环戊烷。
[0079]
(2)原料与解吸剂体积流速比例为1:1.5,原料与循环量的体积流速比例为1:5.0。
[0080]
(3)原料组成分析见表1中催化汽油和催化柴油(进料量为质量比1:1),总进料量与实施例1中汽柴油混合原料相同,预处理吸附塔工艺条件见表2。
[0081]
本实施例模拟移动床吸附分离工艺条件和评价结果如下表所示:
[0082]
工艺条件参数
吸附分区2-1-3-1-3-2温度,℃90压力,mpa1.0-1.5切换时间,s500-800评价结果数据芳烃收率,%57.95汽柴油芳烃含量,%96.95汽油非芳烃组分非芳烃含量,%97.25柴油非芳烃组分非芳烃含量,%95.15
[0083]
实施例5
[0084]
参见附图,吸附塔按液体流动方向分为12个床层,每个床层连接7股物料进出管线,包括汽油原料f1、柴油原料f2、解吸剂d、抽余液r1、抽余液r2、抽出液e、冲洗液u,整个吸附塔被分为六个区,吸附ⅰ区、精制ⅰ区、吸附ⅱ区、精制ⅱ区、解吸区和隔离区按2-1-3-1-3-2床层数设置。汽油原料f1在吸附ⅰ区顶部床层注入,在物料向下经过芳烃吸附剂后,汽油芳烃组分被吸附在吸附剂上,得到高纯度汽油非芳烃组分从吸附ⅰ区底部床层采出为抽余液r1;经吸附后的汽油芳烃吸附剂进入精制ⅰ区,精制ⅰ区利用柴油芳烃将吸附剂上的非芳烃组分进行置换,使吸附剂上的汽油芳烃得到提纯;柴油原料f2在吸附ⅱ区顶部床层注入,在物料向下经过芳烃吸附剂后,柴油芳烃组分被吸附在吸附剂上,得到高纯度柴油非芳烃组分从吸附ⅱ区第二个床层采出为抽余液r2;经吸附后的汽柴油芳烃吸附剂进入精制ⅱ区,精制ⅱ区利用汽柴油芳烃和解吸剂混合液将芳烃吸附剂上的非芳烃组分进行置换,使吸附剂上的汽柴油芳烃得到提纯。其中解吸区与实施例2中相同,隔离区和冲洗液与实施例1中相同。
[0085]
(1)预处理吸附剂采用活性炭,其中比表面积1200m2/g,孔容为1.0cm3/g,平均孔径为2.0nm;
[0086]
芳烃吸附剂、解吸剂d与实施例3中相同。
[0087]
(2)原料与解吸剂体积流速比例为1:1.5,原料与循环量的体积流速比例为1:5.0。
[0088]
(3)原料组成分析见表1中催化汽油和催化柴油(进料量为质量比1:1),总进料量与实施例1中汽柴油混合原料相同,预处理吸附塔工艺条件见表2。
[0089]
本实施例模拟移动床吸附分离工艺条件和评价结果如下表所示:
[0090][0091][0092]
实施例6
[0093]
参见附图,吸附塔按液体流动方向分为12个床层,每个床层连接6股物料进出管线,包括汽柴油混合原料f2、解吸剂d、抽余液r1、抽余液r2、抽出液e、冲洗液u,整个吸附塔被分为五个区,吸附ⅰ区、吸附ⅱ区、精制区、解吸区和隔离区按3-3-1-3-2床层数设置。汽柴油混合原料f2首先在吸附区顶部床层注入,在物料向下经过芳烃吸附剂后,在吸附ⅱ区柴油芳烃组分被优先吸附在吸附剂上,得到高纯度的柴油非芳烃组分为抽余液r2;在吸附ⅰ区汽油芳烃组分被吸附在吸附剂上,得到高纯度的汽油非芳烃组分为抽余液r1;经吸附后的汽柴油芳烃吸附剂进入精制ⅱ区,精制ⅱ区利用汽柴油芳烃和解吸剂混合液将芳烃吸附剂上的非芳烃组分进行置换,使吸附剂上的汽柴油芳烃得到提纯。其中解吸区与实施例2中相同,隔离区和冲洗液与实施例1中相同。
[0094]
(1)预处理吸附剂、芳烃吸附剂与实施例1中相同;解吸剂d与实施例4中相同。
[0095]
(2)原料与解吸剂体积流速比例为1:1.5,原料与循环量的体积流速比例为1:5.0。
[0096]
(3)汽柴油混合原料按催化汽油和催化柴油质量比1:1,组成分析见表1中催化汽柴油,预处理吸附塔工艺条件见表2。
[0097]
本实施例模拟移动床吸附分离工艺条件和评价结果如下表所示:
[0098]
工艺条件参数吸附分区3-3-1-3-2温度,℃70压力,mpa0.5-1.0切换时间,s500-800评价结果数据芳烃收率,%59.02汽柴油芳烃含量,%95.26汽油非芳烃组分非芳烃含量,%95.23柴油非芳烃组分非芳烃含量,%97.45
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。