1.本发明主要涉及折叠机的技术领域,具体为一种5600mm大幅宽的面巾纸全自动折叠机。
背景技术:
2.生活用纸行业,针对抽纸折叠机,目前市场上非常普遍,但针对大幅宽的纸的折叠加工仍然存在产能消耗大、加工时间长、纸张质量低等问题。
3.根据申请号为cn201420824305.x的专利文献所提供的用于抽式面巾纸机的互扣式折叠机构可知,该结构包括第一折叠辊与第二折叠辊,所述第一折叠辊表面设有凸出的第一折叠刀与第一凹槽,所述第二折叠辊表面设有凸出的第二折叠刀与第二凹槽,在第一折叠辊与第二折叠辊的转动过程中,所述第一折叠辊表面上的第一折叠刀或第一凹槽与所述第二折叠辊表面上的第二凹槽或第二折叠刀互扣式配合。该结构中的第一折叠辊与第二折叠辊在转动时能迅速完成折叠面巾纸的操作,且折叠辊的吸附效果好,安全可靠,效率高。
4.上述专利中的产品便于面巾纸快速折叠且安装可靠,但不便于保持纸张传输时的张力,不便于降低纸张损伤的可能,不便于纸张的高效折叠与卸出。
技术实现要素:
5.本发明主要提供了一种5600mm大幅宽的面巾纸全自动折叠机,用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:
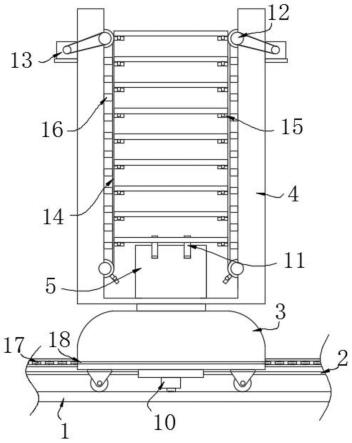
7.一种5600mm大幅宽的面巾纸全自动折叠机,包括机架,所述机架内对称设有第一进料装置以及第二进料装置,所述机架内且位于所述第二进料装置底部设有折叠装置,所述机架底部设有顶端延伸至所述机架内的叠纸缓压卸料装置,所述叠纸缓压卸料装置用于承接所述折叠装置排出的叠纸;
8.所述第二进料装置包括两端分别转动连接机架两端且自上而下依序设置的压线辊、钢辊以及底刀辊,所述第一进料装置与所述第二进料装置结构相同,所述底刀辊外壁设有纸分切部件,所述底刀辊内设有连通所述底刀辊外壁的负压流道,所述机架一端外壁设有一端延伸至负压流道内的定点密封负压部件,所述定点密封负压部件用于对与底刀辊外壁纸切换传输点位置对应处的负压流道进行密封;
9.所述折叠装置包括对称设置且两端分别转动连接机架两端的两个折叠辊,嵌设于所述折叠辊外壁的负吸叠纸部件,嵌设于所述折叠辊外壁的多个环形凹槽,设于所述机架内壁且用于将纸剥离折叠辊表面的摆动拨叉,以及设于所述摆动拨叉侧壁的气流剥离部件,所述摆动拨叉抵接环形凹槽内壁,其中一个所述折叠辊位于所述第二进料装置中底刀辊的下部;
10.所述机架远离所述定点密封负压部件的一端设有用于驱动压线辊以及钢辊转动
的第一协调驱动装置、用于驱动两个底刀辊转动的第二协调驱动装置,以及用于驱动两个折叠辊转动的第三协调驱动装置,所述第一协调驱动装置包括设于所述机架外壁且执行连接压线辊以及钢辊的驱动部件,以及设于所述机架外壁且用于监测所述压线辊转速的转速监测部件,所述第一协调驱动装置、第二协调驱动装置以及第三协调驱动装置结构相同。
11.优选的,所述纸分切部件包括嵌设于所述底刀辊外壁且交错分布的多个底刀以及配刀槽,以及两端分别连接机架两端且与所述底刀配合的面刀。在本优选的实施例中,通过纸分切部件实现面巾纸的等距切断。
12.优选的,所述负压流道包括设于所述底刀辊内且位于所述底刀辊远离所述第一协调驱动装置一端的气柱流道,设于所述底刀辊内且一端连通所述气柱流道的多个气管流道,一端连通所述底刀辊外壁、另一端连通所述气管流道的多个贯通孔,以及一端连通所述气柱流道、另一端转动连接机架端部的流道管。在本优选的实施例中,通过负压流道便于底刀辊吸附面巾纸。
13.优选的,所述定点密封负压部件包括一端通过定位架固设于所述机架外壁,另一端贯穿流道管并延伸至气柱流道内的负压源管,以及设于所述负压源管端部且用于密封气管流道的密封块。在本优选的实施例中,通过定点密封负压部件便于取消底刀辊上面巾纸切换传输点位置的吸附力,以便于面巾纸的稳定传输,以防止面巾纸加工时受损。
14.优选的,所述负吸叠纸部件包括嵌设于所述折叠辊外壁且交错分布的打折器以及负吸凹槽,设于所述折叠辊内且连通所述打折器以及负吸凹槽的抽吸流道,以及一端连通所述抽吸流道、另一端转动连接机架端部的抽吸管。在本优选的实施例中,通过负吸叠纸部件实现面巾纸的快速、稳定折叠。
15.优选的,所述摆动拨叉远离所述折叠辊的一端设有转动连接所述机架内壁的齿轮,倾斜设于所述机架内壁的气缸,以及设于所述气缸执行端且啮合所述齿轮的齿条。在本优选的实施例中,通过摆动拨叉便于将面巾纸剥离折叠辊表面。
16.优选的,所述气流剥离部件包括设于所述摆动拨叉内的气流腔,对称设于所述摆动拨叉两侧且连通所述气流腔的喷气孔,以及一端连通所述气流腔、另一端延伸至所述机架外部的气源管。在本优选的实施例中,通过气流剥离部件便于扩大摆动拨叉的剥离范围,以便于幅宽大的面巾纸稳定折叠。
17.优选的,所述叠纸缓压卸料装置包括设于所述机架底部且顶端延伸至所述机架内的卸料盒,穿设于所述卸料盒侧壁且位于所述机架下部的卸料口,设于所述卸料盒内壁底部的距离传感器以及多个弹簧,设于所述弹簧顶部的升降板,设于所述机架底部的多个驱动缸,以及设于所述驱动缸一端贯穿所述卸料盒侧壁的l形限位板。在本优选的实施例中,通过叠纸缓压卸料装置实现面巾纸的控压卸料,以便于对面巾纸进行保护。
18.优选的,所述驱动部件包括设于所述机架外壁的驱动电机,所述驱动电机执行端、压线辊端部以及钢辊端部均设有皮带轮,多个所述皮带轮间通过同步带相连接。在本优选的实施例中,通过驱动部件便于带动压线辊以及钢辊同步转动。
19.优选的,所述转速监测部件包括设于所述机架外壁且与所述压线辊端部连接的转速传感器。在本优选的实施例中,通过转速监测部件便于对折叠机各部分转速进行监测,以便于对多个驱动部件进行协同调节,以便于保持面巾纸传输时的张力。
20.与现有技术相比,本发明的有益效果为:
以及类似的表述只是为了说明的目的。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.请着重参照附图1、2、4、8、9所示,在本发明一优选实施例中,一种5600mm大幅宽的面巾纸全自动折叠机,包括机架10,所述机架10内对称设有第一进料装置20以及第二进料装置30,所述机架10内且位于所述第二进料装置30底部设有折叠装置40,所述机架10底部设有顶端延伸至所述机架10内的叠纸缓压卸料装置50,所述叠纸缓压卸料装置50用于承接所述折叠装置40排出的叠纸;所述第二进料装置30包括两端分别转动连接机架10两端且自上而下依序设置的压线辊31、钢辊32以及底刀辊33,所述第一进料装置20与所述第二进料装置30结构相同,所述底刀辊33外壁设有纸分切部件34,所述底刀辊33内设有连通所述底刀辊33外壁的负压流道35,所述机架10一端外壁设有一端延伸至负压流道35内的定点密封负压部件36,所述定点密封负压部件36用于对与底刀辊33外壁纸切换传输点位置对应处的负压流道35进行密封;所述纸分切部件34包括嵌设于所述底刀辊33外壁且交错分布的多个底刀341以及配刀槽342,以及两端分别连接机架10两端且与所述底刀341配合的面刀343,所述负压流道35包括设于所述底刀辊33内且位于所述底刀辊33远离所述第一协调驱动装置60一端的气柱流道351,设于所述底刀辊33内且一端连通所述气柱流道351的多个气管流道352,一端连通所述底刀辊33外壁、另一端连通所述气管流道352的多个贯通孔353,以及一端连通所述气柱流道351、另一端转动连接机架10端部的流道管354,所述定点密封负压部件36包括一端通过定位架363固设于所述机架10外壁,另一端贯穿流道管354并延伸至气柱流道351内的负压源管361,以及设于所述负压源管361端部且用于密封气管流道352的密封块362。
38.需要说明的是,在本实施例中,加工时,面巾纸分别自第一进料装置20以及第二进料装置30进入,以第二进料装置30工作为例,第一协调驱动装置60带动压线辊31以及钢辊32转动,压线辊31以及钢辊32转动以将面巾纸传输至底刀辊33,底刀辊33通过负压流道35对面巾纸进行吸附,底刀辊33上的纸分切部件34对面巾纸进行横向分切,由于第一进料装置20中的底刀辊33与第二进料装置30中的底刀辊33错位半张纸安装,固切断后的面巾纸也会错位一半重叠在一起,当第一进料装置20中的底刀辊33带动面巾纸转动至与第二进料装置30中的底刀辊33相接处的位置时、此点记作:接触点一,第一进料装置20中的定点密封负压部件36对底刀辊33与接触点一位置对应的气管流道352进行密封,此时第一进料装置20中的底刀辊33在接触点一处不产生吸附力,第一进料装置20中的底刀辊33上面巾纸被吸附于第二进料装置30中的底刀辊33外表面;
39.同理,第二进料装置30中的定点密封负压部件36对第二进料装置30中底刀辊33与折叠辊41接触点对应的气管流道352进行密封;
40.进一步的,底刀辊33吸附面巾纸时,将负压源管361连通负压源,此时流道管354在负压源管361外壁转动,负压经流道管354、气柱流道351、气管流道352以及贯通孔353依次传递,以对面巾纸进行吸附;
41.进一步的,纸分切部件34工作时,随着底刀辊33的转动,多个底刀341依次接触面
刀343,底刀341与面刀343接触时将会对面巾纸进行切断;
42.进一步的,定点密封负压部件36工作时,以第一进料装置20中的定点密封负压部件36为例,由于负压源管361通过定位架363固定,固负压源管361不可转动,密封块362始终与接触点一位置对应,第一进料装置20中底刀辊33转动时,当气管流道352转动至与密封块362重合时即被密封。
43.请着重参照附图2、3、5、7所示,在本发明另一优选实施例中,所述折叠装置40包括对称设置且两端分别转动连接机架10两端的两个折叠辊41,嵌设于所述折叠辊41外壁的负吸叠纸部件42,嵌设于所述折叠辊41外壁的多个环形凹槽411,设于所述机架10内壁且用于将纸剥离折叠辊41表面的摆动拨叉43,以及设于所述摆动拨叉43侧壁的气流剥离部件44,所述摆动拨叉43抵接环形凹槽411内壁,其中一个所述折叠辊41位于所述第二进料装置30中底刀辊33的下部;所述负吸叠纸部件42包括嵌设于所述折叠辊41外壁且交错分布的打折器421以及负吸凹槽422,设于所述折叠辊41内且连通所述打折器421以及负吸凹槽422的抽吸流道423,以及一端连通所述抽吸流道423、另一端转动连接机架10端部的抽吸管424,所述摆动拨叉43远离所述折叠辊41的一端设有转动连接所述机架10内壁的齿轮431,倾斜设于所述机架10内壁的气缸432,以及设于所述气缸432执行端且啮合所述齿轮431的齿条433,所述气流剥离部件44包括设于所述摆动拨叉43内的气流腔441,对称设于所述摆动拨叉43两侧且连通所述气流腔441的喷气孔442,以及一端连通所述气流腔441、另一端延伸至所述机架10外部的气源管443,所述叠纸缓压卸料装置50包括设于所述机架10底部且顶端延伸至所述机架10内的卸料盒51,穿设于所述卸料盒51侧壁且位于所述机架10下部的卸料口52,设于所述卸料盒51内壁底部的距离传感器53以及多个弹簧54,设于所述弹簧54顶部的升降板55,设于所述机架10底部的多个驱动缸56,以及设于所述驱动缸56一端贯穿所述卸料盒51侧壁的l形限位板57。
44.需要说明的是,在本实施例中,两个折叠辊41同样是错位半张纸安装,当第二进料装置30中底刀辊33带动面巾纸转动至与折叠辊41接触时,负吸叠纸部件42对面巾纸进行吸附,面巾纸经过两个折叠辊41间时,负吸叠纸部件42对面巾纸进行折叠,折叠后的面巾纸由摆动拨叉43剥离折叠辊41并经叠纸缓压卸料装置50卸出;
45.进一步的,负吸叠纸部件42工作时,将抽吸管424连通负压源,负压延抽吸管424以及抽吸流道423依次传递,以对面巾纸进行吸附,由于两个折叠辊41上的打折器421与负吸凹槽422相互匹配,且打折器421的吸附力小于负吸凹槽422的吸附力,固纸张经过两个折叠辊41时会产生交错牵引的效果,以对面巾纸进行折叠;
46.进一步的,摆动拨叉43工作时,气缸432执行端伸缩带动齿条433往复移动,齿条433带动齿轮431转动,以带动摆动拨叉43摆动,以对折叠辊41上面巾纸进行剥离,剥离时,连通气源的气源管443向气流腔441内通入气体,气体经喷气孔442喷出,以对摆动拨叉43两侧的面巾纸产生剥离的效果;
47.进一步的,叠好的纸张进入卸料盒51并不断下压升降板55,控制器接收距离传感器53的距离信息并在距离信息达到设定值时触发驱动缸56,以将l形限位板57移入卸料盒51,此时即可经卸料口52取出产品,产品取出后弹簧54带动升降板55复位,驱动缸56带动l形限位板57移出卸料盒51即可。
48.请着重参照附图1、6所示,在本发明另一优选实施例中,所述机架10远离所述定点
密封负压部件36的一端设有用于驱动压线辊31以及钢辊32转动的第一协调驱动装置60、用于驱动两个底刀辊33转动的第二协调驱动装置70,以及用于驱动两个折叠辊41转动的第三协调驱动装置80,所述第一协调驱动装置60包括设于所述机架10外壁且执行连接压线辊31以及钢辊32的驱动部件61,以及设于所述机架10外壁且用于监测所述压线辊31转速的转速监测部件62,所述第一协调驱动装置60、第二协调驱动装置70以及第三协调驱动装置80结构相同,所述驱动部件61包括设于所述机架10外壁的驱动电机611,所述驱动电机611执行端、压线辊31端部以及钢辊32端部均设有皮带轮612,多个所述皮带轮612间通过同步带613相连接,所述转速监测部件62包括设于所述机架10外壁且与所述压线辊31端部连接的转速传感器621。
49.需要说明的是,在本实施例中,控制器接收多个转速传感器621的转速信息并协同调节多个驱动部件61,以便于保持面巾纸传输时的张力,驱动部件61工作时,以第一协调驱动装置60中的驱动部件61为例,驱动电机611执行端通过皮带轮612以及同步带613带动压线辊31以及底刀辊33同步转动。
50.本发明的具体流程如下:
51.控制器型号为“kv-7000”,距离传感器53型号为“cpa”,转速传感器621型号为“xs12jk-3py”。
52.加工时,面巾纸分别自第一进料装置20以及第二进料装置30进入,以第二进料装置30工作为例,第一协调驱动装置60带动压线辊31以及钢辊32转动,压线辊31以及钢辊32转动以将面巾纸传输至底刀辊33,底刀辊33通过负压流道35对面巾纸进行吸附,底刀辊33上的纸分切部件34对面巾纸进行横向分切,由于第一进料装置20中的底刀辊33与第二进料装置30中的底刀辊33错位半张纸安装,固切断后的面巾纸也会错位一半重叠在一起,当第一进料装置20中的底刀辊33带动面巾纸转动至与第二进料装置30中的底刀辊33相接处的位置时、此点记作:接触点一,第一进料装置20中的定点密封负压部件36对底刀辊33与接触点一位置对应的气管流道352进行密封,此时第一进料装置20中的底刀辊33在接触点一处不产生吸附力,第一进料装置20中的底刀辊33上面巾纸被吸附于第二进料装置30中的底刀辊33外表面;
53.同理,第二进料装置30中的定点密封负压部件36对第二进料装置30中底刀辊33与折叠辊41接触点对应的气管流道352进行密封;
54.底刀辊33吸附面巾纸时,将负压源管361连通负压源,此时流道管354在负压源管361外壁转动,负压经流道管354、气柱流道351、气管流道352以及贯通孔353依次传递,以对面巾纸进行吸附;
55.纸分切部件34工作时,随着底刀辊33的转动,多个底刀341依次接触面刀343,底刀341与面刀343接触时将会对面巾纸进行切断;
56.定点密封负压部件36工作时,以第一进料装置20中的定点密封负压部件36为例,由于负压源管361通过定位架363固定,固负压源管361不可转动,密封块362始终与接触点一位置对应,第一进料装置20中底刀辊33转动时,当气管流道352转动至与密封块362重合时即被密封;
57.两个折叠辊41同样是错位半张纸安装,当第二进料装置30中底刀辊33带动面巾纸转动至与折叠辊41接触时,负吸叠纸部件42对面巾纸进行吸附,面巾纸经过两个折叠辊41
间时,负吸叠纸部件42对面巾纸进行折叠,折叠后的面巾纸由摆动拨叉43剥离折叠辊41并经叠纸缓压卸料装置50卸出;
58.负吸叠纸部件42工作时,将抽吸管424连通负压源,负压延抽吸管424以及抽吸流道423依次传递,以对面巾纸进行吸附,由于两个折叠辊41上的打折器421与负吸凹槽422相互匹配,且打折器421的吸附力小于负吸凹槽422的吸附力,固纸张经过两个折叠辊41时会产生交错牵引的效果,以对面巾纸进行折叠;
59.摆动拨叉43工作时,气缸432执行端伸缩带动齿条433往复移动,齿条433带动齿轮431转动,以带动摆动拨叉43摆动,以对折叠辊41上面巾纸进行剥离,剥离时,连通气源的气源管443向气流腔441内通入气体,气体经喷气孔442喷出,以对摆动拨叉43两侧的面巾纸产生剥离的效果;
60.叠好的纸张进入卸料盒51并不断下压升降板55,控制器接收距离传感器53的距离信息并在距离信息达到设定值时触发驱动缸56,以将l形限位板57移入卸料盒51,此时即可经卸料口52取出产品,产品取出后弹簧54带动升降板55复位,驱动缸56带动l形限位板57移出卸料盒51即可;
61.控制器接收多个转速传感器621的转速信息并协同调节多个驱动部件61,以便于保持面巾纸传输时的张力,驱动部件61工作时,以第一协调驱动装置60中的驱动部件61为例,驱动电机611执行端通过皮带轮612以及同步带613带动压线辊31以及底刀辊33同步转动。
62.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。