1.本技术涉及自动设备技术领域,具体涉及一种全自动软管设备以及检测方法。
背景技术:
2.随着注塑工艺和软性材料的发展,软性材料容器的应用越来越广泛,例如塑料瓶和橡胶瓶等,塑料瓶根据需要成型,其种类和式样繁多,比如大部分用于储存液体的塑料瓶采用聚乙烯(polyethylene,pe)制成,其生产工艺为:先由拉管机制成半成品的软管,再由注头机注塑软管的管头,并封闭其一端,制成容器,然后配置瓶盖,即制得包装用pe塑料瓶。
3.现有的设备大多采用人工上下料的方式进行生产,但由于人工因素的影响,可能存在人工上料较乱、效率低下的问题,且设备功能单一,不能加工多种产品。
技术实现要素:
4.本技术实施方式提出了一种全自动软管设备以及检测方法,以改善上述技术问题。
5.第一方面,本技术实施方式提供一种全自动软管设备,包括上料装置、摇臂机械手、排料检测装置以及下料装置,上料装置包括上料组件以及输送组件,上料组件包括上料皮带组件以及顶升组件,上料皮带组件具有第一上料端和第二上料端,上料皮带组件用于将管料由第一上料端运送至第二上料端,顶升组件设置于第二上料端的远离第一上料端的一侧,顶升组件具有第一位置和第二位置,并选择性地在第一位置和第二位置之间切换;输送组件具有第一输送端以及第二输送端,第一输送端设置于顶升组件的远离上料皮带组件的一侧,并邻近于顶升组件;摇臂机械手邻近于第二输送端;排料检测装置邻近于第二输送端,摇臂机械手将位于第二端的管料夹取至排料检测装置,排料检测装置用于对管料注头;下料装置邻近于排料检测装置,并用于对注头后的管料下料。
6.在一些实施方式中,上料皮带组件包括上料皮带以及多个用于承载管料的载料板,上料皮带具有第一上料端、第二下料端以及上料方向,多个载料板沿上料方向间隔并排设置于上料皮带,上料皮带转动并带动载料板由第一上料端移动至第二上料端,以使承载于载料板的管料由第一上料端移动至第二上料端。
7.在一些实施方式中,上料装置还包括第一上料板和第二上料板,第一上料板倾斜设置于上料皮带组件的远离顶升组件的一侧,以使管料经第一上料板滚动至与上料皮带抵接,并承载于载料板;第二上料板倾斜设置于顶升组件与上料皮带组件之间,且第二上料板的邻近于第二上料端的一侧位于第二上料端的下方,第二上料板的邻近于顶升组件的一侧邻近于处于第一位置时的顶升组件的顶部,以使由第二上料端滚动至第二上料板的管料经第二上料板滚动至顶升组件的顶部。
8.在一些实施方式中,顶升组件包括顶升件以及驱动装置,顶升件的顶部设置有顶升斜面,顶升斜面的远离第一输送端的一侧高于顶升斜面的靠近第一输送端的一侧,并用于承载管料;顶升件具有第一位置和第二位置;驱动装置连接于顶升件的底部,并驱动顶升
件沿竖直方向运动,以使顶升件选择性地在第一位置和第二位置之间切换;当顶升件位于第一位置时,承载于上料皮带组件的管料滚动至顶升斜面;当顶升件位于第二位置时,管料由顶升斜面滚动至第一输送端。
9.在一些实施方式中,输送组件包括输送台、输送皮带、第一防护板以及第二防护板,输送台设置于顶升组件的远离上料皮带组件的一侧;输送皮带设置于输送台,并具有相对的第一输送端以及第二输送端,输送皮带用于将位于第一输送端的管料输送至第二输送端;第一防护板设置于输送台的远离顶升组件的一侧,并用于避免管料经顶升斜面滚动至第一输送端时,从第一输送端的远离顶升组件的一侧掉落;第二防护板设置于输送台的远离第一防护板的一侧,并邻近于顶升件;当顶升件由第一位置切换至第二位置时,承载于顶升斜面的管料抵接于第二防护板。
10.在一些实施方式中,排料检测装置包括检测台、首尾检测组件、定位检测组件以及选向机械手,检测台设置于第二输送端的远离第一输送端的一侧,检测台具有第一检测区域以及第二检测区域,第一检测区域设置于第二输送端与第二检测区域之间;首尾件检测组件设置于第一检测区域,并用于检测管料的首端和尾端的朝向;定位检测组件设置于第二检测区域,以用于检测管料的定位精度;选向机械手抓取经首尾检测后的管料放至定位检测组件,并使放至于定位检测组件的多个管料的首端与尾端的朝向相同。
11.在一些实施方式中,首尾检测组件包括送料组件以及检测件,送料组件包括送料皮带以及多个送料台,送料皮带具有第一送料端、第二送料端以及送料方向,第一送料端邻近于第二输送端,第二送料端邻近于选向机械手,多个送料台沿送料方向并排间隔设置于送料皮带,每个送料台用于承载一个管料;检测件设置于检测台,且检测件位于第一送料端与第二送料端之间,检测件用于件检测管料的首端和尾端的朝向。
12.在一些实施方式中,定位检测组件包括定位转轴组件以及托块组件,定位转轴组件包括并排间隔设置的多个定位轴,定位轴用于对管料定位检测;托块组件包括电机、滑道以及载物台,滑道设置于第二检测区域,并由邻近选向机械手的一端延伸至邻近定位转轴组件;载物台滑动设置于滑道,电机连接于载物台,并带动载物台沿滑道移动。
13.在一些实施方式中,下料装置包括下料架以及下料机械手,下料架邻近于检测台,并用于收集经定位检测后的管料;下料机械手包括本体以及夹爪,本体设置于下料架与检测台之间,夹爪设置于本体,夹爪包括成品夹爪部以及半成品夹爪部,成品夹爪部以及半成品夹爪部用于将夹取经定位检测后的管料并放至下料架。
14.第二方面,本技术实施例还提供了一种检测方法,包括定位组件位于第一位置时,上料皮带组件运送管料至顶升组件的顶部;顶升组件由第一位置切换至第二位置时,位于顶升组件顶部的管料滚动至第一输送端,并将管料运输至第二输送端;摇臂机械手将位于第二输送端的管料夹取至排料检测装置,排料检测装置用于检测管料的定位精度;下料装置对经检测定位精度后的管料下料。
15.本技术实施方式提供的全自动软管设备以及检测方法,通过设置上料皮带组件、具有第一位置和第二位置的顶升组件以及输送组件,当顶升组件处于第一位置时,上料皮带组件将管料运输至顶升组件的顶部,顶升组件再经第一位置切换至第二位置,当顶升组件处于第二位置时,位于所述顶升组件顶部的管料滚动至输送组件,实现整个上料过程的自动化,上料效率高。
附图说明
16.为了更清楚地说明本技术实施方式中的技术方案,下面将对实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施方式,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
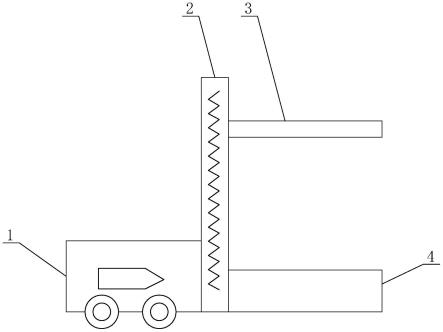
17.图1为本发明实施例提供的全自动软管设备在第一视角下的示意图;
18.图2为本发明实施例提供的上料装置的示意图;
19.图3为本发明实施例提供的全自动软管设备在第二视角下的示意图。
具体实施方式
20.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述。显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
21.在本技术中,除非另有明确的规定或限定,术语“安装”、“连接”、“固定”等术语应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以通过中间媒介间接相连,也可以是两个元件内部的连通,也可以是仅为表面接触,或者通过中间媒介的表面接触连接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
22.第一方面,本技术实施方式提供一种全自动软管设备100,包括上料装置10、摇臂机械手20、排料检测装置30以及下料装置40,上料装置10包括上料组件11以及输送组件12,上料组件11包括上料皮带组件111以及顶升组件112,上料皮带组件111具有第一上料端和第二上料端,上料皮带组件111用于将管料由第一上料端运送至第二上料端,顶升组件112设置于第二上料端的远离第一上料端的一侧,顶升组件112具有第一位置和第二位置,并选择性地在第一位置和第二位置之间切换;输送组件12具有第一输送端以及第二输送端,第一输送端设置于顶升组件112的远离上料皮带组件111的一侧,并邻近于顶升组件112;摇臂机械手20邻近于第二输送端;排料检测装置30邻近于第二输送端,摇臂机械手20将位于第二端的管料夹取至排料检测装置30,排料检测装置30用于对管料注头;下料装置40邻近于排料检测装置30,并用于对注头后的管料下料。
23.本技术实施方式提供的全自动软管设备100以及检测方法,通过设置上料皮带组件111、具有第一位置和第二位置的顶升组件112以及输送组件12,当顶升组件112处于第一位置时,上料皮带组件111将管料运输至顶升组件112的顶部,顶升组件112再经第一位置切换至第二位置,当顶升组件112处于第二位置时,位于所述顶升组件112顶部的管料滚动至输送组件12,实现整个上料过程的自动化,上料效率高。
24.在一些实施方式中,上料皮带组件111包括上料皮带1111以及多个用于承载管料的载料板1112,上料皮带1111具有第一上料端、第二下料端以及上料方向,多个载料板1112沿上料方向间隔并排设置于上料皮带1111,上料皮带1111转动并带动载料板1112由第一上料端移动至第二上料端,以使承载于载料板1112的管料由第一上料端移动至第二上料端。
25.通过在上料皮带1111上设置多个并排间隔设置的载料板1112,使得上料皮带1111可以带动多个载料板1112周期性地由第二下料端移动至第一下料端,载料板1112用于承载管料,从而实现在固定周期内周期性上料,避免上料混乱。
26.在一些实施方式中,上料装置10还包括第一上料板13和第二上料板14,第一上料板13设置于上料皮带组件111的远离顶升组件112的一侧,第一上料板13的邻近第一上料端的一侧位于第一上料板13的远离第一上料端的一侧下方,使得第一上料板13相对于上料皮带组件111倾斜设置,以使管料可以经第一上料板13滚动至与上料皮带1111抵接,并承载于载料板1112;第二上料板14倾斜设置于顶升组件112与上料皮带组件111之间,且第二上料板14的邻近于第二上料端的一侧位于第二上料端的下方,第二上料板14的邻近于顶升组件112的一侧邻近于处于第一位置时的顶升组件112的顶部,以使由第二上料端滚动至第二上料板14的管料经第二上料板14滚动至顶升组件112的顶部。
27.另外,全自动软管设备100还包括料仓,料仓开设有上料口,且上料装置10设置于料仓内,工作人员可以通过上料口向料仓内倒入多个管料,多个管料经上料口进入料仓,并经第一上料板13滚动至上料皮带1111。同时,第一上料板13的邻接第一上料端的一侧与上料皮带1111间隔设置并形成间隔,载料板1112由第一上料端运动至间隔时,载料板1112承载管料,以运输管料至第二上料端。
28.通过设置第一上料板13,且第一上料板13相对于上料皮带1111倾斜设置,使得位于第一上料板13的管料可以在重力作用下滚动至于第一上料板13的邻近第一上料端的一侧,并与上料皮带1111抵接,当载料板1112由第一上料端运动至间隔时,载料板1112承载部分管料,并运输此部分管料至第二上料端,且当此部分管料重叠在上料方向上重叠时,未与载料板1112抵接的管料容易掉落回第一上料板13,从而实现较为精确地控制每次供料的数量。另外,位于第二上料端的管料又经第二上料板14滚动至顶升组件112的顶部,从而实现整个上料过程的自动化。
29.在一些实施方式中,顶升组件112包括顶升件1121以及驱动装置1122,顶升件1121的顶部设置有顶升斜面,顶升斜面的远离第一输送端的一侧高于顶升斜面的靠近第一输送端的一侧,并用于承载管料;顶升件1121具有第一位置和第二位置;驱动装置1122连接于顶升件1121的底部,并驱动顶升件1121沿竖直方向运动,以使顶升件1121选择性地在第一位置和第二位置之间切换;当顶升件1121位于第一位置时,承载于上料皮带组件111的管料滚动至顶升斜面;当顶升件1121位于第二位置时,管料由顶升斜面滚动至第一输送端。
30.通过设置沿竖直方向运动的顶升装置,同时在顶升装置的顶部设置顶升斜面,当顶升装置由第一位置切换至第二位置时,顶升斜面运输管料至相应位置时,在重力作用下滚动至第一输送端,从而实现对输送组件12上料。
31.在一些实施方式中,输送组件12包括输送台、输送皮带、第一防护板以及第二防护板,输送台设置于顶升组件112的远离上料皮带组件111的一侧;输送皮带设置于输送台,并具有相对的第一输送端以及第二输送端,输送皮带用于将位于第一输送端的管料输送至第二输送端;第一防护板设置于输送台的远离顶升组件112的一侧,并用于避免管料经顶升斜面滚动至第一输送端时,从第一输送端的远离顶升组件112的一侧掉落;第二防护板设置于输送台的远离第一防护板的一侧,并邻近于顶升件1121;当顶升件1121由第一位置切换至第二位置时,承载于顶升斜面的管料抵接于第二防护板。
32.通过设置第一防护板,避免管料在有顶升斜面滚动至第一输送端时,因动能较大而从第一输送端的另一侧滚落,同时设置第二防护板,使得位于顶升斜面的管料可以抵接于第二防护板,避免在顶升装置由第一位置切换至第二位置时,位于顶升斜面的管料在重力作用下掉落,保证了上料的稳定性。
33.在一些实施方式中,排料检测装置30包括检测台、首尾检测组件32、定位检测组件33以及选向机械手34,检测台设置于第二输送端的远离第一输送端的一侧,检测台具有第一检测区域以及第二检测区域,第一检测区域设置于第二输送端与第二检测区域之间;首尾件检测组件设置于第一检测区域,并用于检测管料的首端和尾端的朝向;定位检测组件33设置于第二检测区域,以用于检测管料的定位精度;选向机械手34抓取经首尾检测后的管料放至定位检测组件33,并使放至于定位检测组件33的多个管料的首端与尾端的朝向相同。
34.在一些实施方式中,首尾检测组件32包括送料组件以及检测件,送料组件包括送料皮带以及多个送料台,送料皮带具有第一送料端、第二送料端以及送料方向,第一送料端邻近于第二输送端,第二送料端邻近于选向机械手34,多个送料台沿送料方向并排间隔设置于送料皮带,每个送料台用于承载一个管料;检测件设置于检测台,且检测件位于第一送料端与第二送料端之间,检测件用于件检测管料的首端和尾端的朝向。
35.在一些实施方式中,定位检测组件33包括定位转轴组件以及托块组件,定位转轴组件包括并排间隔设置的多个定位轴,定位轴用于对管料定位检测;托块组件包括电机、滑道以及载物台,滑道设置于第二检测区域,并由邻近选向机械手34的一端延伸至邻近定位转轴组件;载物台滑动设置于滑道,电机连接于载物台,并带动载物台沿滑道移动。
36.在一些实施方式中,下料装置40包括下料架41以及下料机械手42,下料架41邻近于检测台,并用于收集经定位检测后的管料;下料机械手42包括本体以及夹爪,本体设置于下料架41与检测台之间,夹爪设置于本体,夹爪包括成品夹爪部以及半成品夹爪部,成品夹爪部以及半成品夹爪部用于将夹取经定位检测后的管料并放至下料架41。
37.本技术实施例还提供了一种检测方法,包括定位组件位于第一位置时,上料皮带组件111运送管料至顶升组件112的顶部;顶升组件112由第一位置切换至第二位置时,位于顶升组件112顶部的管料滚动至第一输送端,并将管料运输至第二输送端;摇臂机械手20将位于第二输送端的管料夹取至排料检测装置30,排料检测装置30用于检测管料的定位精度;下料装置40对经检测定位精度后的管料下料。
38.本技术实施方式提供的全自动软管设备使用原理如下:
39.通过设置上料皮带组件、具有第一位置和第二位置的顶升组件以及输送组件,当顶升组件处于第一位置时,上料皮带组件将管料运输至顶升组件的顶部,顶升组件再经第一位置切换至第二位置,当顶升组件处于第二位置时,位于所述顶升组件顶部的管料滚动至输送组件,实现整个上料过程的自动化,上料效率高。
40.此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为特指或特殊结构。术语“一些实施方式”、“其他实施方式”等的描述意指结合该实施方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施方式或示例中。在本技术中,对上述术语的示意性表述不必须针对的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施方式或示例中以合适的方式结合。此外,在不相互
矛盾的情况下,本领域的技术人员可以将本技术中描述的不同实施方式或示例以及不同实施方式或示例的特征进行结合和组合。
41.以上实施方式仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施方式对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施方式所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施方式技术方案的精神和范围,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。