1.本发明涉及喷涂技术领域,具体涉及一种喷涂用治具及喷涂设备和喷涂方法。
背景技术:
2.现有很多产品,需要对表面进行喷涂作业(包括喷漆和镀层),但产品上有些部位则不需要或不能进行喷涂,例如需要制作logo的部位或与其它部件的连接部位,这些部位在喷涂作业之前需要进行遮蔽,现有技术中,一般采用不干胶贴膜进行粘贴遮蔽,首先需要定制与需要遮蔽的部位的形状一致的不干胶贴膜,然后需要人工进行粘贴(采用自动化粘贴的设备复杂且昂贵),需要大量的人工且效率低下,贴膜一旦贴错,位置不好重新调整,通常该贴膜会报废,需要换新的贴膜粘贴,在喷涂完成后,需要揭去不干胶贴膜,耗时费力,且容易残留残胶,清除残胶也会影响工作效率。
技术实现要素:
3.为了克服上述现有技术的不足,本发明的目的是提供了一种喷涂用治具及喷涂设备和喷涂方法。
4.为达到上述目的,本发明解决其技术问题所采用的技术方案是:一种喷涂用治具,用于需要镀层、喷漆的工件对无需镀层或喷漆的部位进行遮蔽,包括:
5.遮蔽部件,和需要遮挡的形状一致,放置在工件上喷涂或镀层的一面,且位于需要遮蔽的位置;
6.和磁吸部件,放置在遮蔽部件对应的位置,且工件位于磁吸部件和遮蔽部件之间;
7.所述遮蔽部件和磁吸部件之间通过磁力连接。
8.本发明创造性的采用磁力吸附遮蔽部件来完成对无需喷涂的部位进行遮挡,方便快捷,喷涂完成后,去掉遮蔽部件和磁吸部件也非常方便高效,不会残留任何物质在工件上,克服了现有技术的弊端。
9.本发明还提供一种喷涂设备,用于对工件进行喷漆或镀层,使用上述所述的喷涂治具,包括:
10.工件输送装置,
11.遮蔽部件输送装置,用于将遮蔽部件放置于工件上需要遮蔽的位置;
12.磁吸部件输送装置,用于将磁吸部件输送到工件的另一面和遮蔽部件对应的位置,使磁吸部件和遮蔽部件通过磁力吸附固定在工件上。
13.本发明采用工件输送装置以实现与后续喷涂流水线的适配,遮蔽部件输送装置和磁吸部件输送装置可以分别将本发明创新的遮蔽部件和磁吸部件逐对输送到对应的位置,利用二者之间的磁力将二者固定在工件上,从而快速的完成喷涂作业前的遮蔽工序。磁吸部件和遮蔽部件为两个独立的固态结构,因此易于采用相对简单快捷的输送装置来完成自动化遮蔽工序。而现有技术中不干胶贴膜需要先揭去不干胶保护膜,且保护膜和贴膜一般是柔性的,因此实现自动化贴膜的设备会很复杂和昂贵。
14.进一步的,所述遮蔽部件输送装置包括:
15.遮蔽部件送料装置,用于依次输送遮蔽部件;
16.伸缩装置,用于带动释放装置上升和下降;
17.释放装置,用于逐片获取遮蔽部件并将其放置到工件上需要遮蔽的位置。
18.进一步的,所述遮蔽部件输送装置位于工件上方,所述遮蔽部件送料装置为一垂直设置的遮蔽部件料仓,遮蔽部件逐片堆叠在遮蔽部件料仓中;
19.所述释放装置位于料仓的底部,包括锁止装置和释放滑片,所述锁止装置位于由下往上第二片遮蔽部件的对应位置并用于对其锁定或释放;所述释放滑片位于最下方遮蔽部件对应位置并用于对其锁定或释放;
20.所述伸缩装置包括上下移动传动装置,并与料仓连接,带动料仓及释放装置同时上升和下降。
21.进一步的,所述磁吸部件输送装置包括:
22.磁吸部件送料装置,用于依次输送磁吸部件;
23.移载装置,用于逐个获取磁吸部件并将其放置到遮蔽部件对应位置的工件下面并与遮蔽部件通过磁吸连接固定在工件上。
24.进一步的,所述磁吸部件输送装置位于工件的下方,所述磁吸部件送料装置,包括用于向上逐个移动磁吸部件的磁吸部件料槽;所述移载装置包括:用于将最上方的一个磁吸部件转移到放置机构的转移机构,用于将转移机构移送过来的磁吸部件固定或释放,和升降装置,所述升降装置与放置机构传动连接,并带动放置机构上升和下降。
25.进一步的,所述磁吸部件输送装置位于工件的下方,所述磁吸部件送料装置,包括用于向上逐个移动磁吸部件的磁吸部件料槽;所述移载装置为一机械臂,用于夹取最上方的一个磁吸部件并将其放置到遮蔽部件对应位置的工件下面并与遮蔽部件通过磁吸连接固定在工件上。
26.进一步的,喷涂设备还包括工件支架,用于将工件待喷涂面向上固定在工件支架上,所述磁性部件固定安装在工件支架上,并位于需要遮蔽位置的下方。
27.进一步的,所述喷涂设备沿传送装置设置有电源滑触线,所述磁性部件为一电磁线圈,所述工件支架通过插接头可拆卸插装在喷涂设备的传送装置上,所述插接头上设有连接电磁线圈的电源触点,所述传送装置设有和电源滑触线滑动电连接的滑触点,所述电源触点与滑触点电连接。
28.本发明还提供一种喷涂方法,用于对工件进行喷漆或镀层,使用上述所述的喷涂治具,包括以下步骤:
29.s1,将遮蔽部件放置到工件上需要遮蔽的位置;
30.s2,将磁吸部件放置到遮蔽部件对应位置的工件下面并与遮蔽部件通过磁吸连接固定在工件上;
31.s3,然后对工件进行喷涂作业;
32.s4,完成喷涂作业后,取下遮蔽部件和磁吸部件。
附图说明
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
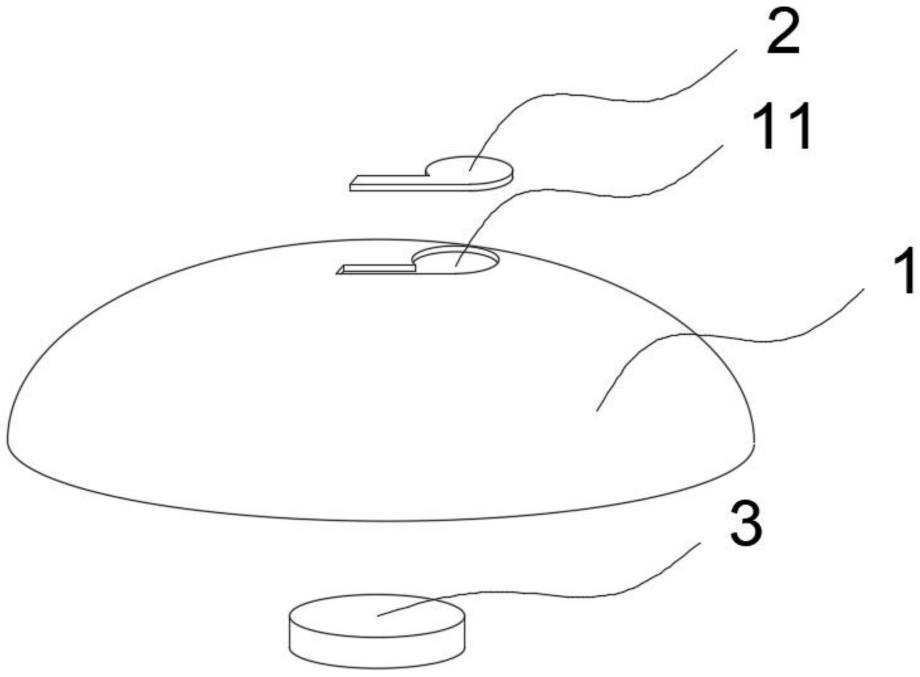
34.图1和图2是本发明一种喷涂治具的示意图;
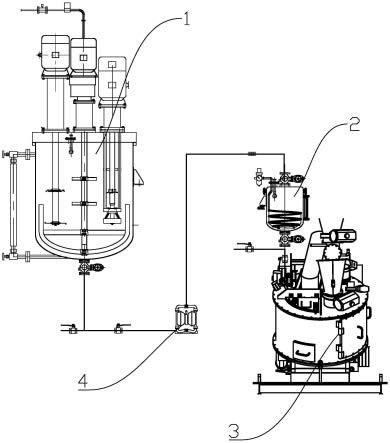
35.图3是本发明一种喷涂设备的遮蔽工序部分设备的示意图。
36.图中数字和字母所表示的相应部件的名称:
37.工件1,需要遮蔽的位置11,2遮蔽部件,磁吸部件3,工件支架4,工件输送装置5,遮蔽部件料仓6,伸缩装置7,吸附孔71,移载臂8。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.如图1和图2所示,一种喷涂用治具,用于需要镀层、喷漆的工件1对无需镀层或喷漆的部位进行遮蔽,包括:
40.遮蔽部件2,和需要遮挡的形状一致,放置在工件1上喷涂或镀层的一面,且位于需要遮蔽的位置11;
41.和磁吸部件3,放置在遮蔽部件11对应的位置,且工件1位于磁吸部件3和遮蔽部件2之间;
42.所述遮蔽部件2和磁吸部件3之间通过磁力连接。
43.遮蔽部件2可以采用铁磁性材料根据需要遮蔽部位的形状使用冲压模具批量冲压制备,成本低,生产快速,必要时,在使用后清除掉表面的喷涂层,还可以重复使用。磁吸部件3可以采用磁性材质制备,可以反复使用。
44.本发明创造性的采用磁力吸附遮蔽部件来完成对无需喷涂的部位进行遮挡,方便快捷,喷涂完成后,去掉遮蔽部件和磁吸部件也非常方便高效,不会残留任何物质在工件上,克服了现有技术的弊端。
45.如图3所示,本发明还提供一种喷涂设备,用于对工件进行喷漆或镀层,使用上述所述的喷涂治具,包括:
46.工件输送装置5,
47.遮蔽部件输送装置,用于将遮蔽部件2放置于工件1上需要遮蔽的位置11;
48.磁吸部件输送装置,用于将磁吸部件3输送到工件1的另一面和遮蔽部件2对应的位置,使磁吸部件3和遮蔽部件2通过磁力吸附固定在工件1上。
49.本发明采用工件输送装置以实现与后续喷涂流水线的适配,遮蔽部件输送装置和磁吸部件输送装置可以分别将本发明创新的遮蔽部件和磁吸部件逐对输送到对应的位置,利用二者之间的磁力将二者固定在工件上,从而快速的完成喷涂作业前的遮蔽工序。磁吸部件和遮蔽部件为两个独立的固态结构,因此易于采用相对简单快捷的输送装置来完成自动化遮蔽工序。而现有技术中不干胶贴膜需要先揭去不干胶保护膜,且保护膜和贴膜一般是柔性的,因此实现自动化贴膜的设备会很复杂和昂贵。
50.在一些实施例中,所述遮蔽部件输送装置包括:
51.遮蔽部件送料装置,用于依次输送遮蔽部件;
52.伸缩装置,用于带动释放装置上升和下降;
53.释放装置,用于逐片获取遮蔽部件并将其放置到工件上需要遮蔽的位置。
54.如图3的示例中,所述遮蔽部件输送装置位于工件上方,所述遮蔽部件送料装置为一垂直设置的遮蔽部件料仓6,遮蔽部件2逐片堆叠在遮蔽部件料仓6中;
55.所述释放装置位于遮蔽部件料仓6的底部,包括锁止装置和释放滑片,所述锁止装置位于由下往上第二片遮蔽部件的对应位置并用于对其锁定或释放;所述释放滑片位于最下方遮蔽部件对应位置并用于对其锁定或释放;
56.所述伸缩装置包括上下移动传动装置,并与料仓连接,带动料仓及释放装置同时上升和下降。上述机构现有技术中有很多可以实现的技术方案,在此不再赘述。本发明主要是实现遮蔽部件2和磁吸部件3的成对配合自动移载并一起吸附到工件1的两面上。现有技术中,没有使用磁吸方式实现遮蔽的技术方案,因此也就没有本发明提及的整体技术方案。
57.在一些实施例中,所述磁吸部件输送装置包括:
58.磁吸部件送料装置,用于依次输送磁吸部件3;优选采用非磁性材料制备堆叠料仓,然后利用移载装置逐一取出磁吸部件,也可以使用铁磁材料制备的传送带,将磁吸部件按一列的排列进行传送,由于磁吸部件3具有磁性,因此其可以吸附在传动带上不会发生移位或掉落,非常方便,然后利用移载装置逐一取走磁吸部件。
59.移载装置,用于逐个获取磁吸部件并将其放置到遮蔽部件对应位置的工件下面并与遮蔽部件通过磁吸连接固定在工件上。
60.在一些实施例中,所述磁吸部件输送装置位于工件的下方,所述磁吸部件送料装置,包括用于向上逐个移动磁吸部件的磁吸部件料槽;所述移载装置包括:用于将最上方的一个磁吸部件转移到放置机构的转移机构,用于将转移机构移送过来的磁吸部件固定或释放,和升降装置,所述升降装置与放置机构传动连接,并带动放置机构上升和下降。
61.在一些实施例中,所述磁吸部件输送装置位于工件的下方,所述磁吸部件送料装置,包括用于向上逐个移动磁吸部件的磁吸部件料槽;所述移载装置为一机械臂,用于夹取最上方的一个磁吸部件并将其放置到遮蔽部件对应位置的工件下面并与遮蔽部件通过磁吸连接固定在工件上。
62.在一些实施例中,如图3所示,所述磁吸部件输送装置位于工件1的下方,所述磁吸部件送料装置,包括用于向上逐个移动磁吸部件3的磁吸部件伸缩装置7,其顶端设有用于负压吸附磁吸部件3的吸附孔71;所述移载装置为一机械臂8,用于夹取从磁吸部件输送装置传送过来的最前方的一个磁吸部件3并将其放置到伸缩装置7的顶端,吸附孔71连通的真空泵产生负压将磁吸部件3吸附住,然后伸缩部件7向上伸展,直到把磁吸部件送到遮蔽部件对应位置的工件下面并与遮蔽部件通过磁吸连接固定在工件上,停止负压吸附,释放磁吸部件3,伸缩装置7收缩到最低点,工件输送装置5将下一个工件支架4连同工件1移送到工作位置,进行下一个循环。
63.在实际应用中,喷涂设备一般都会设置工件支架4,用于将工件1待喷涂面向上固定在工件支架4上。
64.在一些实施例中,所述磁性部件3还可以直接固定安装在工件支架4上,并位于需
要遮蔽位置的下方。这样就可以省却磁吸部件输送装置了。
65.在一些实施例中,所述喷涂设备沿传送装置设置有电源滑触线,所述磁性部件为一电磁线圈,所述工件支架通过插接头可拆卸插装在喷涂设备的传送装置上,所述插接头上设有连接电磁线圈的电源触点,所述传送装置设有和电源滑触线滑动电连接的滑触点,所述电源触点与滑触点电连接。
66.本发明还提供一种喷涂方法,用于对工件进行喷漆或镀层,使用上述所述的喷涂治具,包括以下步骤:
67.s1,将遮蔽部件放置到工件上需要遮蔽的位置;
68.s2,将磁吸部件放置到遮蔽部件对应位置的工件下面并与遮蔽部件通过磁吸连接固定在工件上;
69.s3,然后对工件进行喷涂作业;
70.s4,完成喷涂作业后,取下遮蔽部件和磁吸部件。
71.上述实施例只为说明本发明的技术构思及特点,其目的在于让本领域普通技术人员能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。