1.本发明涉及丝印胶水粘贴技术领域,尤其是指一种丝印胶水对贴工艺及辊刀对贴设备。
背景技术:
2.目前手机、电脑行业竞争激烈,手机、电脑内各零部件的技术水平也越来越高,如电脑键盘下面的一个反射片模组,该模组有11层不同厚度的材料组成,两面还要在个加一层保护膜和离型膜给予产品保护,产品结构复杂,制造工艺也相应的复杂。如该产品的丝印工艺,现有技术中,该工艺包括以下步骤:
3.a.将用辊刀加工后的铝箔本体卷料(即底膜)穿过丝网印刷机,将丝印胶水倒入预设形状的网板内并使用刮板将丝印胶水印到铝箔产品上形成与网板相同的形状;
4.b.卷料穿过烘烤箱进行烘烤,烘烤后再经过贴合机将离型膜贴合在胶面进行保护;
5.c.由切片机切片,切完片后由人工检验的方式来确认丝印胶是否有缺胶和形态不良。
6.上述工艺存在以下问题:
7.1、生产过程需要用到丝网印刷机、烘烤箱、贴合机等设备,生产设备较多,并通过印刷、烘烤、贴膜保护等工序,生产周期较长;
8.2、丝印胶水印到铝箔产品上后需要等待烘烤箱烘干后才能进行离型膜的贴合保护,生产效率较底。
技术实现要素:
9.为此,本发明所要解决的技术问题在于克服现有技术中传统的丝印工艺生产效率低的问题。
10.为解决上述技术问题,本发明提供了一种丝印胶水对贴工艺,包括以下步骤:
11.s10:在离型膜上涂布丝印胶水形成胶水层,涂布完毕后,具有胶水层的离型膜形成胶水卷材;
12.s20:利用辊刀对贴设备将胶水卷材对贴到底膜上,并将对贴到底膜上的胶水卷材模切成预设形状。
13.在本发明的一个实施例中,所述步骤s10中:在离型膜上涂布丝印胶水形成胶水层后需进行烘干处理。
14.在本发明的一个实施例中,所述步骤s20包括:步骤s21:利用辊刀对贴设备将多条胶水卷材中对贴到底膜上,并将对贴到底膜上的多条胶水卷材模切成预设形状。
15.本发明提供了进一步提供了辊刀对贴设备,包括
16.机架;送料辊,所述送料辊设置在所述机架上;
17.切刀辊,所述切刀辊设置在所述机架上,所述切刀辊位于所述送料辊的上方,所述
送料辊和所述切刀辊之间形成第一间隙,以供底模通过;
18.切刀辊用于将胶水卷材对贴到底膜上,并将对贴到底膜上的胶水卷材模切成预设形状。
19.在本发明的一个实施例中,所述辊刀对贴设备还包括
20.底膜料架,所述底膜料架设置在所述机架上,用于存放底膜;
21.胶水卷材料架,所述胶水卷材料架设置在所述机架上,用于存放胶水卷材;
22.废料收卷组件,所述废料收卷组件设置在所述机架上,用于收集切刀辊模切后的胶水卷材废料。
23.在本发明的一个实施例中,所述机架上还设置切片组件,所述切片组件包括:切片辊,所述切片辊设置在所述机架上且位于所述切刀辊出料侧,用于将对贴胶水卷材的底膜切片。
24.在本发明的一个实施例中,所述机架上还设置检测组件,所述检测组件包括
25.ccd相机,所述ccd相机设置在所述机架上并位于所述切刀辊出料端,用于拍摄产品的照片;
26.喷码器,所述喷码器设置在所述机架上;
27.控制器,所述ccd相机和喷码器均与控制器电连接;
28.所述ccd相机将拍摄的产品照片传输至控制器,控制器判断产品是否合格,并控制喷码器对不合格产品喷码。
29.在本发明的一个实施例中,所述机架上还设置纠偏组件,所述纠偏组件包括
30.双向运动模组,所述双向运动模组设置在所述机架上,所述双向运动模组与所述切刀辊连接,用于带动切刀辊双向运动而调整切刀辊的位置;
31.位置收集模组,所述位置收集模组设置在所述机架上,用于采集所述底膜的位置并传输至控制器;
32.所述控制器接收位置收集模组收集的底膜位置并与切刀辊的位置对比,然后根据对比结果控制双向运动模组调节切刀辊的位置。
33.在本发明的一个实施例中,所述切刀辊可拆卸地连接在所述双向运动模组上。
34.在本发明的一个实施例中,所述机架上还设置压料杆,所述压料杆设置在所述切刀辊上方,所述压料杆和所述切刀辊之间形成第二间隙,所述胶水卷材从所述第二间隙通过。
35.本发明的上述技术方案相比现有技术具有以下优点:
36.本发明所述的一种丝印胶水对贴工艺,通过将丝印胶水制成带有离型膜的胶水卷材,可以利用辊刀对贴设备将丝印胶水对贴到底膜上,并模切成预设的形状,该工艺节省了丝印胶水烘干和贴离型膜的时间,降低了生产周期,提高了生产效率。
附图说明
37.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中
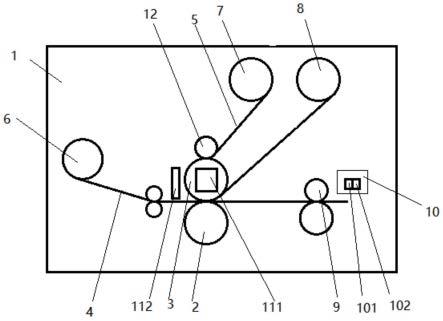
38.图1为本发明优选实施例中辊刀对贴设备的结构示意图;
39.图2为图1所示辊刀对贴设备中纠偏组件的结构示意图;
40.图3为本发明优选实施例中一种底膜上丝印多个圆形的胶点产品的结构示意图。
41.说明书附图标记说明:1、机架;2、送料辊;3、切刀辊;4、底膜;5、胶水卷材;6、底膜料架;7、胶水卷材料架;8、废料收卷组件;9、切片组件;10、检测组件;101、ccd相机;102、喷码器;11、纠偏组件;111、双向运动模组;112、位置收集模组;12、压料杆。
具体实施方式
42.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
43.参照图1-3所示,本实施例公开了一种丝印胶水对贴工艺,包括以下步骤:
44.s10:在离型膜上涂布丝印胶水形成胶水层,涂布完毕后,具有胶水层的离型膜形成胶水卷材5;
45.s20:利用辊刀对贴设备将胶水卷材5对贴到底膜4上,并将对贴到底膜4上的胶水卷材5模切成预设形状。
46.上述技术方案的工作原理及有益效果为:通过将丝印胶水制成带有离型膜的胶水卷材5,产品生产时可以使用辊刀对贴设备,辊刀对贴设备能够将丝印胶水制成的胶水卷材5对贴到底膜4上,并模切成预设的形状,该工艺胶水卷材5的制作无需在产品生产线上完成,节省了丝印胶水烘干和贴离型膜的时间,降低了生产周期,提高了生产效率,且传统的丝印工艺需要较多的人力操作,本发明节约了丝印的人力,降低了生产成本。
47.其中,优选的,所述步骤s10中:在离型膜上涂布丝印胶水形成胶水层后需进行烘干处理。
48.对胶水层烘干方便胶水卷材5成型。
49.其中,优选的,所述步骤s20包括:步骤s21:利用辊刀对贴设备将多条胶水卷材5中对贴到底膜4上,并将对贴到底膜4上的多条胶水卷材5模切成预设形状。
50.以一种底膜4上面需要丝印多个圆形的胶点的产品为例,如图3所示,将三条胶水卷材5利用辊刀对贴设备对贴到底膜4上并模切成多个圆形胶点的形状,利用三条胶水卷材5与利用一整条胶水卷材5的生产工艺相比,节约了三条胶水卷材5之间间隙的原料,降低了材料成本比。
51.本发明进一步提供了辊刀对贴设备,包括
52.机架1;送料辊2,所述送料辊2设置在所述机架1上;
53.切刀辊3,所述切刀辊3设置在所述机架1上,所述切刀辊3位于所述送料辊2的上方,所述送料辊2和所述切刀辊3之间形成第一间隙,以供底模通过;
54.切刀辊3用于将胶水卷材5对贴到底膜4上,并将对贴到底膜4上的胶水卷材5模切成预设形状。
55.上述技术方案的工作原理及有益效果为:生产时,底膜4和胶水卷材5通过第一间隙,切刀辊3将胶水卷材5对贴到底膜4上,并将胶水卷材5模切成预设形状,利用该设备丝印胶水的粘贴,与传统的丝印工艺相比,该设备可以同时完成丝印胶水的粘贴和形状的模切,生产效率高。
56.其中,优选的,辊刀对贴设备还包括
57.底膜4料架,所述底膜4料架设置在所述机架1上,用于存放底膜4;
58.胶水卷材5料架,所述胶水卷材5料架设置在所述机架1上,用于存放胶水卷材5;
59.废料收卷组件8,所述废料收卷组件8设置在所述机架1上,用于收集切刀辊3模切后的胶水卷材5废料。
60.通过设置底膜4料架方便放置底膜4卷材,胶水卷材5料架7方便放置胶水卷材5,并利用废料收卷组件8将胶水卷材5废料收卷,无需人工排废,节约人力。
61.其中,优选的,所述机架1上还设置切片组件9,所述切片组件9包括:切片辊,所述切片辊设置在所述机架1上且位于所述切刀辊3出料侧,用于将对贴胶水卷材5的底膜4切片。
62.通过设置切片辊可以将丝印产品裁切刀预设尺寸的片材,产品可以在生产线上直接完成切片。
63.其中,优选的,所述机架1上还设置检测组件10,所述检测组件10包括
64.ccd相机101,所述ccd相机101设置在所述机架1上并位于所述切刀辊3出料端,用于拍摄产品的照片;
65.喷码器102,所述喷码器102设置在所述机架1上;
66.控制器,所述ccd相机101和喷码器102均与控制器电连接;
67.所述ccd相机101将拍摄的产品照片传输至控制器,控制器判断产品是否合格,并控制喷码器102对不合格产品喷码。
68.通过设置检测组件10,ccd相机101拍摄产品照片传输至控制器,控制器判断产品的模切位置是否合格,并控制喷码器102对不合格的产品喷码做标记,可以方便的判断不合格产品。
69.其中,优选的,所述机架1上还设置纠偏组件11,所述纠偏组件11包括
70.双向运动模组111,所述双向运动模组111设置在所述机架1上,所述双向运动模组111与所述切刀辊3连接,用于带动切刀辊3双向运动而调整切刀辊3的位置;
71.位置收集模组112,所述位置收集模组112设置在所述机架1上,用于采集所述底膜4的位置并传输至控制器;
72.所述控制器接收位置收集模组112收集的底膜4位置并与切刀辊3的位置对比,然后根据对比结果控制双向运动模组111调节切刀辊3的位置。
73.通过设置位置收集模组112,位置收集模组112可以获取底膜4的位置信息,底膜4的位置信息传输至控制器后,控制器将底膜4的位置信息与切刀辊3当前位置比对,控制器根据切刀辊3和底膜4的位置偏差控制双向运动模组111调节切刀辊3的位置,使切刀辊3模切位置与底膜4的位置对应,切刀棍将胶水卷材5对贴到底膜4上,同时将胶水卷材5模切成预设形状。该设备通过设置位置收集模组112确定底膜4的位置,控制器根据底膜4和切刀辊3的当前位置,双向运动模组111调节切刀辊3的位置,使切刀辊3模切位置与底膜4的位置对应,保证模切位置准确。
74.其中,优选的,所述切刀辊3可拆卸地连接在所述双向运动模组111上。
75.切刀辊3可拆卸地连接在纠偏组件11上,可以方便切刀辊3的切换和维修。
76.其中,优选的,所述机架1上还设置压料杆12,所述压料杆12设置在所述切刀辊3上方,所述压料杆12和所述切刀辊3之间形成第二间隙,所述胶水卷材5从所述第二间隙通过。
77.通过设置压料杆12,胶水卷材5从压料杆12和切刀辊3之间形成的第二间隙通过
时,保证胶水卷材5的平整性,确保模切的准确性。
78.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。