1.本发明涉及输送控制技术领域,尤其是指一种滑板线人工转接工位的安全控制系统。
背景技术:
2.在现有的汽车总装生产线控制系统中,有一些转接工位需要人工操作。由于生产节拍需要,输送线运行速度很快,输送机就有可能对操作人员造成伤害。在这种情况下,就需要一套保护操作人工安全的控制系统。现有控制系统一般使用光栅和安全区域扫描仪,成本投入比较大。
技术实现要素:
3.为解决上述技术问题,本发明提供一种滑板线人工转接工位的安全控制系统,应用于转接工位,所述转接工位横向两侧设置滑板线,所述安全控制系统包括:驱动装置、输送控制器、工位盒与防护道闸;所述驱动装置、工位盒、与防护道闸均与输送控制器通信连接,所述驱动装置用于驱动滑板线上的滑板沿滑板线纵向移动,所述防护道闸设于滑板线上;所述工位盒用于接收作业完成触发信号;所述输送控制器能够根据所述作业完成触发信号生成道闸开启信号;所述防护道闸能够根据所述道闸开启信号打开。
4.在本发明的一种实施方式中,所述安全控制系统还包括:报警装置和检测装置,所述检测装置用于检测是否有工件被转接至转接工位,且在检测到有工件被转接到转接工位时生成工位转接信号,所述输送控制器能够根据所述工件转接信号生成报警信号,所述报警装置用于根据所述报警信号发出报警。
5.在本发明的一种实施方式中,所述输送控制器还能够根据所述作业完成触发信号生成停止报警信号,以控制所述报警装置停止报警。
6.在本发明的一种实施方式中,所述工位盒上设有作业完成按钮,所述作业完成按钮被触发时,所述输送控制器能够生成所述道闸开启信号。
7.在本发明的一种实施方式中,所述工位盒上还设有紧急停止按钮,所述紧急停止按钮被触发时,所述输送控制器能够输出紧急停止信号,所述驱动装置能够根据紧急停止信号停止驱动。
8.在本发明的一种实施方式中,所述工位盒上还设有复位按钮,所述复位按钮被触发时,所述输送控制器能够输出复位信号,所述驱动装置能够根据复位信号重新进行驱动。
9.在本发明的一种实施方式中,所述报警装置包括指示灯和蜂鸣器。
10.在本发明的一种实施方式中,所述安全控制系统还包括定位装置,所述定位装置用于滑板在滑板线上的移动定位。
11.在本发明的一种实施方式中,所述安全控制系统还包括与输送控制器通信连接的触摸屏。
12.在本发明的一种实施方式中,所述输送控制器为可编程逻辑控制器。
13.本发明的上述技术方案相比现有技术具有以下优点:本发明所述的一种滑板线人工转接工位的安全控制系统,通过在转接工位设置防护道闸,比传统的光栅加安全扫描仪的安全的控制系统结构更加简单,其成本低、安装简单且控制方便。
附图说明
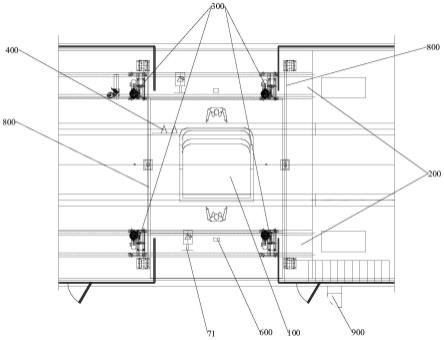
14.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中图1是本发明的安全控制系统结构布置图。
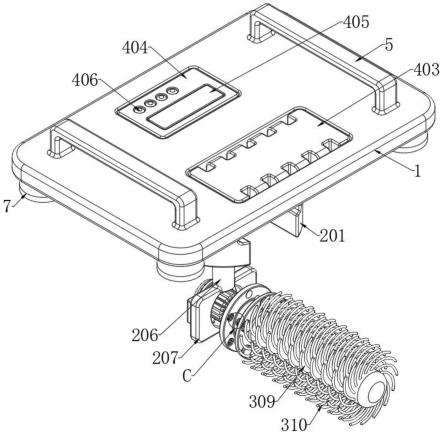
15.图2是本发明的工位盒示意图。
16.图3是本发明的防护道闸示意图(虚线代表打开时的状态)。
17.说明书附图标记说明:100、转接工位;200、滑板线;300、驱动装置;400、定位装置;600、工位盒;700、指示灯;800、防护道闸;900、触摸屏;61、作业完成按钮;62、紧急停止按钮;63、复位按钮。
具体实施方式
18.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
19.参照图1至图3所示,本发明的一种滑板线人工转接工位的安全控制系统,应用于转接工位100,所述转接工位100横向两侧(如图1所示方向)设置滑板线200,所述安全控制系统包括:驱动装置300、输送控制器、工位盒600与防护道闸800;所述驱动装置300、工位盒600、与防护道闸800均与输送控制器通信连接,所述驱动装置300用于驱动滑板线200上的滑板沿滑板线200纵向(如图1所示方向)移动,所述防护道闸800设于滑板线200上并位于所述防护道闸800设于转接工位100纵向两侧;所述工位盒600用于接收作业完成触发信号;所述输送控制器能够根据所述作业完成触发信号生成道闸开启信号;所述防护道闸800能够根据所述道闸开启信号打开。
20.具体地,所述安全控制系统还包括:报警装置和检测装置,所述检测装置用于检测是否有工件被转接至转接工位100,且在检测到有工件被转接到转接工位100时生成工位转接信号,所述输送控制器能够根据所述工件转接信号生成报警信号,所述报警装置用于根据所述报警信号发出报警;所述报警装置分别设于两个滑板线200一侧。
21.具体地,所述输送控制器还能够根据所述作业完成触发信号生成停止报警信号,以控制所述报警装置停止报警。
22.具体地,所述工位盒600上设有作业完成按钮61,所述作业完成按钮61被触发时,所述输送控制器能够生成所述道闸开启信号。
23.具体地,所述工位盒600上还设有紧急停止按钮62,所述紧急停止按钮62被触发时,所述输送控制器能够输出紧急停止信号,所述驱动装置300能够根据紧急停止信号停止
驱动。
24.具体地,所述工位盒600上还设有复位按钮63,所述复位按钮63被触发时,所述输送控制器能够输出复位信号,所述驱动装置300能够根据复位信号重新进行驱动。
25.具体地,所述报警装置包括指示灯700和蜂鸣器,所述指示灯700和蜂鸣器均设于各个滑板线200一侧。
26.具体地,所述安全控制系统还包括定位装置400,所述定位装置400用于滑板在滑板线200上的移动定位。
27.具体地,所述安全控制系统还包括与输送控制器通信连接的触摸屏900,所述触摸屏900盒设于远离转接工位100的一侧,通过触摸屏900盒的设置,可方便在转接工位100外观察及控制输送线及转接工位100的状态。
28.具体地,所述驱动装置300为摩擦轮电机,所述定位装置400、检测装置均为光电传感器,所述输送控制器为可编程逻辑控制器plc,上述防护道闸800及各个装置可与plc进行联锁通讯,所述防护道闸800可在转接工位100纵向两侧分别设置相对的两个,防护道闸800为现有技术中的常规道闸。
29.本发明工作原理:滑板线200中的滑板由驱动装置300驱动,在到达防护道闸800前,当检测装置确认转接工位100没有正在操作的工件时,防护道闸800打开,滑板进去入转接工位100,通过定位装置400对滑板进行定位;滑板完成定位并停止后,滑板上的工件通过吊具进入该转接工位100并由检测装置进行检测,此时指示灯700灯亮、蜂鸣器响,人员可进入转接工位100的操作区域操作,人员进入后,防护道闸800关闭,此时若再有滑板过来时,防护道闸800不打开,滑板停在防护道闸800前等待;当操作完成后,人员离开转接工位100的操作区域,并按下工位盒600上的作业完成按钮61,指示灯700灭、蜂鸣器消音,然后通过输送控制器控制防护道闸800打开,滑板离开转接工位100。
30.最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。