1.本发明涉及线缆加工领域,更具体的说是一种双绞线缆及其加工工艺。
背景技术:
2.随着科技的进步,技术的不断更新,对线缆的传送体量以及安装形式的要求也越来越高,通过双绞线缆对原有的线缆进行更新换代已成事实;专利号为202010649341.7公开了一种双绞线缆成型装置及制造方法。第一输送带与第二输送带呈一端靠近,另一端逐渐远离呈八字形排布,分别由两个支撑架支撑,支撑架上端均设置有托板,一端至另一端的上端面开设有u形槽;第一输送带和第二输送上带均具有多个牵引旋转机构,且呈两两对应设置。在本发明中,多个牵引旋转机构之间可使电线处于涨紧状态,避免扭结现象;可根据实际需要生产不同长度的绞线;绞线可从牵引旋转机构中自动脱离,提高生产效率。但是该设备无法自动快速加工出一种盘旋形式的双绞线缆。
技术实现要素:
3.本发明的目的是提供一种双绞线缆及其加工工艺,其有益效果为可以快速自动加工出等长盘旋组合形式的双绞线缆。
4.本发明的目的通过以下技术方案来实现:
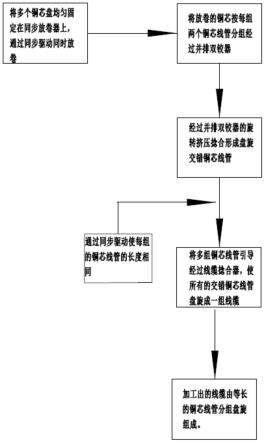
5.一种双绞线缆加工工艺,该方法包括以下步骤:
6.步骤一、将多个铜芯盘均匀固定在同步放卷器上,通过同步驱动同时放卷;
7.步骤二、将放卷的铜芯按每组两个铜芯线管分组经过并排双铰器;经过并排双铰器的旋转挤压捻合形成盘旋交错铜芯线管;
8.步骤三、通过同步驱动使每组的铜芯线管的长度相同;
9.步骤四、将多组铜芯线管引导经过线缆捻合器,使所有的交错铜芯线管盘旋成一组线缆;
10.步骤五、将成型的电缆外端包裹由绝缘胶层和铜箔形成的屏蔽层,再插入橡胶管内。
11.所述并排双铰器包括并排分组固定架、多个转动齿盘和旋转驱动器,并排分组固定架上固定有用于驱动旋转的旋转驱动器,旋转驱动器通过齿轮啮合驱动转动齿盘转动在并排分组固定架内,多个转动齿盘之间通过同步带传动连接。
12.所述转动齿盘内设置有用于挤压滑动的限位内滑槽,限位内滑槽内均匀限位滑动设置有用于挤压铜芯的两个弧形挤压转筒。
13.所述两个弧形挤压转筒之间通过插块限位插接;弧形挤压转筒的外端贴合用于挤压旋转的并排挤压辊,并排挤压辊通过转轴转动在弹簧限位挤压器上,弹簧限位挤压器受到挤压滑动套接在弹簧轴上,弹簧轴固定在固定台上,弹簧轴上的弹簧设置在弹簧限位挤压器和固定台之间;多个固定台均匀固定在分组固定板上,分组固定板上设置有用于弹簧限位挤压器滑动的挤压器滑槽。
14.所述双绞线缆由多组交错铜芯线管盘旋组成;交错铜芯线管由两根铜芯线管盘旋组成。
15.通过将多个等长的铜芯盘均匀固定在同步放卷器上,进行同步放卷,使所有的铜芯盘放卷的铜芯线管的长度和速度相等,便于进行线缆等长的加工;通过经铜芯线管引导每组两个铜芯线管经过并排双铰器,在并排双铰器的旋转挤压下经过捻合形成盘旋交错铜芯线管,再将所有的盘旋交错铜芯线管汇总引导在线缆捻合器内,经过旋转挤压下的捻合形成一组盘旋状组成的线缆,再在加工完成的组合线缆上包裹由绝缘胶层和铜箔形成的屏蔽层,再插入橡胶管内,完成线缆的加工;加工出内部盘旋组成的线缆使线缆内部组成包裹充实,分布均匀,方便分组连接引导的同时,方便套入橡胶管以及计算安装和运输。
附图说明
16.图1是本发明的线缆加工的流程示意图;
17.图2是本发明的并排分组固定架的结构示意图;
18.图3是本发明的转动齿盘的结构示意图;
19.图4是本发明的弧形挤压转筒的结构示意图;
20.图5是本发明的并排挤压辊的结构示意图;
21.图6是本发明的同步放卷器的结构示意图;
22.图7是本发明的固定座的结构示意图;
23.图8是本发明的整体的结构示意图一;
24.图9是本发明的整体的结构示意图二;
25.图10是本发明的组合收卷座和组合驱动座的连接结构示意图;
26.图11是本发明的组合驱动座的结构示意图;
27.图12是本发明的组合驱动座的结构示意图。
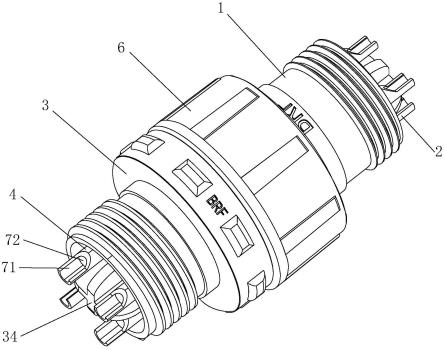
28.图中:并排分组固定架1;转动齿盘2;旋转驱动器3;限位内滑槽4;两个弧形挤压转筒5;并排挤压辊6;弹簧限位挤压器7;弹簧轴8;固定台9;分组固定板10;挤压器滑槽11;固定座12;放卷驱动器13;铜芯盘14;锥形收集筒15;组合收卷座16;组合驱动座17;组合驱动旋转器18;组合旋转盘19;组合内滑槽20;组合弧形挤压器21;外挤压辊22;组合弹簧挤压座23;固定弹簧轴座24。
具体实施方式
29.下面结合附图对本发明作进一步详细说明。
30.如这里所示的实施方式所示,
31.通过将多个等长的铜芯盘均匀固定在同步放卷器上,进行同步放卷,使所有的铜芯盘放卷的铜芯线管的长度和速度相等,便于进行线缆等长的加工;通过经铜芯线管引导每组两个铜芯线管经过并排双铰器,在并排双铰器的旋转挤压下经过捻合形成盘旋交错铜芯线管,再将所有的盘旋交错铜芯线管汇总引导在线缆捻合器内,经过旋转挤压下的捻合形成一组盘旋状组成的线缆,再在加工完成的组合线缆上包裹由绝缘胶层和铜箔形成的屏蔽层,再插入橡胶管内,完成线缆的加工;加工出内部盘旋组成的线缆使线缆内部组成包裹充实,分布均匀,方便分组连接引导的同时,方便套入橡胶管以及计算安装和运输。
32.结合以上实施例进一步优化:
33.进一步的根据图2、图3、图8和图9所示的一种双绞线缆加工工艺示例的工作过程是:
34.通过并排分组固定架1将多个转动齿盘2进行转动限定,方便进行同步驱动转动,使分组的铜芯线管进行盘旋组合,通过在并排分组固定架1扇固定的旋转驱动器3的旋转驱动,他通过齿轮啮合以及同步带的传动连接,使多个转动齿盘2同步同向转动,进行旋转驱动的同步。
35.结合以上实施例进一步优化:
36.进一步的根据图2、图3、图8和图9所示的一种双绞线缆加工工艺示例的工作过程是:
37.通过旋转的转动齿盘2进而带动在限位内滑槽4内限位内外滑动的两个弧形挤压转筒5的转动,进而使两个弧形挤压转筒5在旋转的转动齿盘2的带动下,进行转动,进而使插入到锥形收集筒15、分组固定板10和两个弧形挤压转筒5之间的经过分组的铜芯线管受到旋转的作用力。
38.结合以上实施例进一步优化:
39.进一步的根据图3、图4、图5和图6所示的一种双绞线缆加工工艺示例的工作过程是:
40.通过两个弧形挤压转筒5之间通过插块限位相互插接,方便通过挤压使两个弧形挤压转筒5之间的空间进行调节,进而适用于不同规格尺寸直径的铜芯线管的使用和夹紧;通过并排挤压辊6对弧形挤压转筒5进行挤压驱动,通过并排挤压辊6旋转在弹簧限位挤压器7上,方便弧形挤压转筒5进行转动,弹簧限位挤压器7在分组固定板10上的挤压器滑槽11内限位滑动,经过固定台9上的弹簧轴8上的弹簧,进而对弹簧限位挤压器7进行挤压,进而使两个弧形挤压转筒5之间受到挤压力,进而对分组的铜芯线管进行挤压,在旋转的作用力的添加下,使分组的铜芯线管受到挤压和旋转的同步作用力,形成捻合的形态,使两根铜芯线管不断盘旋经过转动齿盘2,形成交错铜芯线管。
41.结合以上实施例进一步优化:
42.进一步的所述同步放卷器包括固定座12、放卷驱动器13和多个铜芯盘14,固定座12上固定有用于放卷驱动的放卷驱动器13,放卷驱动器13的传动轴通过联轴器连接放卷转轴转动在固定座12内,放卷转轴上通过螺栓均匀固定多个铜芯盘14。该部分根据图6、图7、图8和图9所示的一种双绞线缆加工工艺示例的工作过程是:
43.通过固定座12下端的底角螺栓进行固定,再在放卷驱动器13连接的放卷转轴上通过螺栓固定多个铜芯盘14,通过放卷驱动器13的驱动,使所有的铜芯盘14放卷的铜芯线管的速度是相同的,进而加工出的线缆的长度是可控和均匀的,将放卷的铜芯线管分组经过锥形收集筒15插入分组固定板10内,再插入两个弧形挤压转筒5,进行预加工,再形成交错铜芯线管后,再将多个交错铜芯线管插入组合收卷座16和组合驱动座17进行组合缠绕。
44.结合以上实施例进一步优化:
45.进一步的所述线缆捻合器包括组合收卷座16、组合驱动座17、组合驱动旋转器18和组合旋转盘19,组合收卷座16和组合驱动座17均固定在用于支撑固定的固定座12的右端,组合驱动座17内限位转动组合旋转盘19,组合旋转盘19通过齿轮啮合传动组合驱动旋
转器18的传动轴,组合驱动旋转器18通过电机座固定在组合驱动座17上。该部分根据图8、图9、图10和图11所示的一种双绞线缆加工工艺示例的工作过程是:
46.通过将所有的交错铜芯线管插入组合收卷座16,再经过组合驱动座17内的组合旋转盘19完成加工插出;在组合驱动旋转器18的驱动下,带动组合旋转盘19在组合驱动座17内转动,进而带动组合旋转盘19上的多个组合弧形挤压器21进行转动,提供旋转方向的作用力。
47.结合以上实施例进一步优化:
48.进一步的所述组合旋转盘19内设置有用于挤压滑动的组合内滑槽20,组合内滑槽20内均匀限位滑动多个用于旋转捻合挤压的组合弧形挤压器21,组合弧形挤压器21的外端均贴合用于挤压的外挤压辊22;多个组合弧形挤压器21之间相互插接。该部分根据图8、图9、图10和图11所示的一种双绞线缆加工工艺示例的工作过程是:
49.通过组合旋转盘19内的组合内滑槽20限位内外滑动多个组合弧形挤压器21,通过组合弧形挤压器21之间的相互插接,方便对多个组合弧形挤压器21进行滑动调节,适用于不同规格厚度和组数的线缆的加工捻合;同时旋转的组合旋转盘19为多个组合弧形挤压器21提供旋转方向的作用力。
50.结合以上实施例进一步优化:
51.进一步的所述组合收卷座16上均匀固定多个固定弹簧轴座24,固定弹簧轴座24的弹簧轴上滑动有用于挤压的组合弹簧挤压座23,弹簧轴上的弹簧设置在组合弹簧挤压座23和固定弹簧轴座24之间,组合弹簧挤压座23通过限位滑块限位滑动在组合收卷座16内,组合弹簧挤压座23上转动设置有外挤压辊22。所述多个铜芯盘14上放卷的铜芯经引导分组插入分组固定板10上的锥形收集筒15,每组引用两个铜芯盘14;再汇总经过组合收卷座16和组合驱动座17。
52.该部分根据图8、图10、图11和图12所示的一种双绞线缆加工工艺示例的工作过程是:
53.通过组合收卷座16上的多个固定弹簧轴座24对组合弹簧挤压座23进行弹簧挤压,使组合弹簧挤压座23滑动挤压添加在组合收卷座16上,通过组合弹簧挤压座23上旋转的外挤压辊22,进而在对多个组合弧形挤压器21进行挤压的同时,方便多个组合弧形挤压器21的旋转,进而通过组合的挤压和旋转的作用力使多个交错铜芯线管受到捻合的作用形态,盘旋组成一根电缆,再包裹由绝缘胶层和铜箔形成的屏蔽层,再插入橡胶管内,形成电缆的加工。
54.在本装置中所述的固定连接可以是指通过焊接、螺纹固定等方式进行固定,所述的转动连接是可以指通过将轴承烘装在轴上,轴或轴孔上设置有弹簧挡圈槽或轴间挡板,通过将弹性挡圈卡在弹簧挡圈槽内或轴间挡板实现轴承的轴向固定,通过轴承的相对滑动,实现转动;结合不同的使用环境,使用不同的连接方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。