1.本发明涉及动力电池检测技术领域,特别涉及一种电池检测装置。
背景技术:
2.在动力电池行业,激光焊接以其高效率和高质量优势,已经广泛应用在动力电池各个生产工序。在激光焊接过程中,由于焊接材料自身含有杂质脏污,焊接时会产生炸火或气孔这类焊接缺陷,而相关的检测机构很难实现全面且准确的检测。因此以往的检测机构需要人工复检工序,这大大地增加了电池生产成本,且人工复检效率较慢,容易出现漏检的情况,无法保证检测后的电池质量。
技术实现要素:
3.鉴于上述现有技术的不足之处,本技术提供一种电池检测装置,可以实现对电池焊缝的准确检测。
4.本实施例采取了以下技术方案:
5.一种电池检测装置,包括:
6.检测治具,用于固定电池;
7.驱动平台,用于驱动所述检测治具沿第一方向移动;以及
8.检测机构,包括驱动组件、第一检测组件和第二检测组件,所述第一检测组件包括两个第一检测相机,两个第一检测相机沿第一方向相对设置在所述驱动平台的驱动端,且均以预设角度对准所述电池,所述第二检测组件包括两个第二检测相机,两个第二检测相机沿第二方向相对设置在所述驱动平台的驱动端,且均以预设角度对准所述电池。
9.进一步的,在所述电池检测装置中,所述检测机构还包括安装板,所述安装板设置在所述驱动平台的驱动端,两个第一检测相机和两个第二检测相机均设置在所述安装板上。
10.进一步的,在所述电池检测装置中,两个第一检测相机沿第一方向滑动设于所述安装板上,两个第二检测相机沿第二方向滑动设于所述安装板上。
11.进一步的,在所述电池检测装置中,所述检测机构还包括第一滑轨和第二滑轨,所述第一滑轨沿第一方向设置在所述安装板上,所述第一检测相机安装在所述第一滑轨上,所述第二滑轨沿第二方向设置在所述安装板上,所述第二检测相机安装在所述第二滑轨上。
12.进一步的,在所述电池检测装置中,所述第一检测相机和所述第二检测相机均为3d检测相机。
13.进一步的,在所述电池检测装置中,所述预设角度为45度。
14.进一步的,在所述电池检测装置中,所述检测治具包括治具本体、第一基准组件和第一定位组件,所述第一基准组件和所述第一定位组件均设置在所述治具本体上,所述第一定位组件用于沿第一方向推动所述电池,并将所述电池抵持在所述第一基准组件上。
15.进一步的,在所述电池检测装置中,所述检测治具还包括第二基准组件和第二定位组件,所述第二基准组件和所述第二定位组件均设置在所述治具本体上,所述第二定位组件用于沿第二方向推动所述电池,并将所述电池抵持在所述第二基准组件上。
16.进一步的,在所述电池检测装置中,还包括感应光栅,所述感应光栅设置在所述驱动平台上,用于感应所述检测治具的位置。
17.进一步的,在所述电池检测装置中,所述检测治具的数量设置为两个或两个以上,每一检测治具设置在所述驱动平台的不同驱动端。
18.相较于现有技术,本发明提供的一种电池检测装置,能通过第一检测相机和第二检测相机对电池的焊缝进行倾斜检测,能同时检测电池的顶部和侧边焊缝,提高检测效率,并实现零漏检,无需人工复检工序,有效降低电池的生产成本。
附图说明
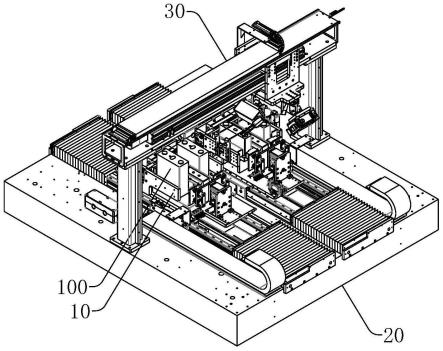
19.图1为本技术提供的电池检测装置中具体实施例的整体结构示意图。
20.图2为图1所示电池检测装置中检测机构的结构示意图。
21.图3为图2除去驱动组件后的结构示意图。
22.图4为图1所示电池检测装置中检测治具的结构示意图。
23.图5为图1所示电池检测装置中驱动平台的结构示意图。
24.其中,100、电池;10、检测治具;11、治具本体;12、第一基准组件;13、第一定位组件;14、第二基准组件;15、第二定位组件;20、驱动平台;21、大理石基座;22、直线电机;23、感应光栅;30、检测机构;31、驱动组件;32、第一检测组件;33、第二检测组件;34、安装板;35、第一滑轨;36、第二滑轨;37、姿态调节组件。
具体实施方式
25.为使本技术的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本技术进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术,在没有进一步叙述的情况下,一个实施方式中的元件、结构和特征也可以有益地结合到其他实施方式中。
26.需要说明的是,当元结构被称为“固定于”或“设置于”另一个元结构,它可以直接在另一个元结构上或者间接在该另一个元结构上。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
27.术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元结构必须具有特定的方位、以特定的方位构造和操作。
28.在激光焊接电池的过程中,由于焊接材料自身含有杂质脏污,焊接时会产生炸火或气孔这类焊接缺陷。另外,焊接时电池壳体会出现不同程度的变形导致翻边,进而影响后工序电池包蓝膜及电池模组组装。
29.请参阅图1,本技术提供的电池检测装置包括检测治具10、驱动平台20和检测机构30。检测治具10用于固定电池100;驱动平台20用于驱动检测治具10沿第一方向移动;检测
机构30用于对电池100进行视觉检测,以准确找出电池100焊缝在焊接过程中出现的炸火或气孔等焊接缺陷,以及检测电池100是否出现翻边的情况。
30.请参阅图2,检测机构30包括驱动组件31、第一检测组件32和第二检测组件33,第一检测组件32包括两个第一检测相机,两个第一检测相机沿第一方向相对设置在驱动平台20的驱动端,且均以预设角度对准电池100。第二检测组件33包括两个第二检测相机,两个第二检测相机沿第二方向相对设置在驱动平台20的驱动端,且均以预设角度对准电池100。
31.在一些实施例中,电池100的形状为长方体,此时第一方向平行于电池100表面的长边方向,第二方向平行于电池100表面的短边方向,两个第一检测相机用于对电池100表面的两个短边进行检测,两个第二检测相机用于对电池100表面的两个长边进行检测。
32.请结合图2和图3,以第一检测组件32为例,两个第一检测相机均可采用3d检测相机,通过发出线激光实现电池100焊缝处的轮廓和尺寸检测。并且,第一检测相机以预设角度对准电池100,是指第一检测相机的检测方向与电池100表面的法线之间的夹角为预设角度。此时,两个第一检测相机与法线之间夹角的角度相同,但是方向相对设置,使两个第一检测相机分别对准电池100的一短边。
33.预设角度通常可取45度,使第一检测相机的检测区域更全面的覆盖焊缝所在位置,提高检测的准确性。检测时,检测治具10及电池100保持不动,驱动组件31驱动两个第一检测相机沿第二方向移动,即沿电池100的短边方向移动,从而通过第一检测相机不断获取电池100短边的轮廓和尺寸数据。
34.在第二检测组件33中,两个第二检测相机也可采用3d检测相机,且两个第二检测相机相对设置,分别对准电池100的一长边。检测时,两个第二检测相机保持不动,驱动平台20驱动整个检测治具10及电池100沿第一方向移动,即沿电池100的长边方向移动,从而通过第二检测相机不断获取电池100长边的轮廓和尺寸数据。
35.相比于相关检测设备只检测电池100顶面,无法检测到其它被遮挡住的缺陷,本技术使用3d检测相机对电池100焊缝进行倾斜检测,能同时检测电池100顶部和侧边焊缝,提高检测效率,并实现零漏检,无需人工复检工序,有效降低电池100生产成本。
36.在一些实施例中,检测机构30还包括安装板34,安装板34设置在驱动平台20的驱动端,两个第一检测相机和两个第二检测相机均设置在安装板34上。
37.例如,四个检测相机在安装板34的四个边上两两相对安装,且不同检测相机之间间隔40mm以上,避免检测相机的出射光线互相影响。每个检测相机的出射光线均与电池100焊缝倾斜一定角度,相机光线同时检测电池100顶部及侧边焊缝,通过两个方位的图像合成出完整的焊缝外观图像并将数据传输给控制系统。
38.在一些实施例中,两个第一检测相机沿第一方向滑动设于安装板34上,两个第二检测相机沿第二方向滑动设于安装板34上。
39.通过滑动设置,可以调整两个第一检测相机和两个第二检测相机的位置,兼容不同尺寸电池100,且无需二次调整相机角度。
40.为实现滑动设置,例如,检测机构30还可包括第一滑轨35和第二滑轨36,第一滑轨35沿第一方向设置在安装板34上,将两个第一检测相机安装在第一滑轨35上,可单独安装也可一起安装。第二滑轨36沿第二方向设置在安装板34上,两个第二检测相机安装在第二滑轨36上,同样可单独安装也可一起安装。
41.当然,检测机构30还包括四个姿态调节组件37,姿态调节组件37设置在安装板34上,具体可安装在第一滑轨35上或第二滑轨36上,每个第一检测相机或第二检测相机安装在对应的姿态调节组件37上。通过姿态调节组件37,可以调整每个检测相机的高度和与电池100间的预设角度,使每个检测相机以最佳检测姿态对电池100进行检测。
42.在检测时,第一次调整好各个相机的角度之后,更换电池100的型号时只需调整各个检测相机的相对位置,即可适配新的动力电池100,实现动力电池100的焊缝外观和翻边的高速精准检测。
43.在一些实施例中,请参阅图4,检测治具10包括治具本体11、第一基准组件12和第一定位组件13,第一基准组件12和第一定位组件13均设置在治具本体11上,第一定位组件13用于沿第一方向推动电池100,并将电池100抵持在第一基准组件12上。
44.第一定位组件13用于对电池100的短边进行定位。例如,第一基准组件12包括短边定位基准块,第一定位组件13包括气缸和缓冲块,通过气缸推动缓冲块移动,并将电池100压紧在短边定位基准块上,即可实现电池100的短边定位。
45.检测治具10还包括第二基准组件14和第二定位组件15,第二基准组件14和第二定位组件15均设置在治具本体11上,第二定位组件15用于沿第二方向推动电池100,并将电池100抵持在第二基准组件14上。
46.第二定位组件15用于对电池100的长边进行定位。例如,第二基准组件14包括长边定位基准块,第二定位组件15也包括气缸和缓冲块,通过气缸推动缓冲块移动,并将电池100压紧在长边定位基准块上,即可实现电池100的长边定位。
47.在一些实施例中,请参阅图5,驱动平台20包括大理石基座21和直线电机22,直线电机22设置在大理石基座21上,检测治具10设置在直线电机22的驱动端。通过大理石基座21和直线电机22能保证电池检测的精度及稳定性,极大提升检测效率。
48.并且,驱动平台20上还设置有感应光栅23,可用于感应检测治具10的位置。在检测治具10移动到第一检测位置时,通过第一检测组件32进行电池100的短边检测。在检测治具10移动到第二检测位置时,通过第二检测相机进行电池100的长边检测。
49.在一些实施例中,检测治具10的数量可设置为两个或两个以上,每一检测治具10设置在所述驱动平台20的不同驱动端。例如,检测治具10的数量设置为两个,直线电机22为双通道直线电机,两个检测治具10分别设置在不同通道上。检测时,检测机构30可以交替对两个检测治具10上的电池100进行检测,提高检测效率。
50.可以理解的是,对本领域普通技术人员来说,可以根据本技术的技术方案及其申请构思加以等同替换或改变,而所有这些改变或替换都应属于本技术所附的权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。