1.本发明属于叶片制造技术领域,涉及一种叶片型面铣削相接处光顺过渡加工方法。
背景技术:
2.为了实现叶片高效铣削,模锻叶片型面加工通常选用平底铣刀与球头铣刀相结合的方式,其中,平底铣刀加工90%的平缓型面区域,球头铣刀负责剩余10%大曲率变化区域。在零件批量加工过程中,存在多刀具相接加工区域不圆滑的问题,图2为相邻加工区域型面不圆滑示意图。
技术实现要素:
3.针对现有技术中存在的问题,本发明提供了一种叶片型面铣削相接处光顺过渡加工方法,提高叶片型面表面质量,可以避免在叶片型面铣削相接处采用传统方法人工返修,为数控自动磨削工艺的工程化应用奠定基础。
4.为了解决上述技术问题,本发明通过以下技术方案予以实现:
5.一种叶片型面铣削相接处光顺过渡加工方法,包括:
6.步骤1、将叶片型面加工区域分为平底铣刀加工区域和球头铣刀加工区域,并确定叶片型面加工相交线;
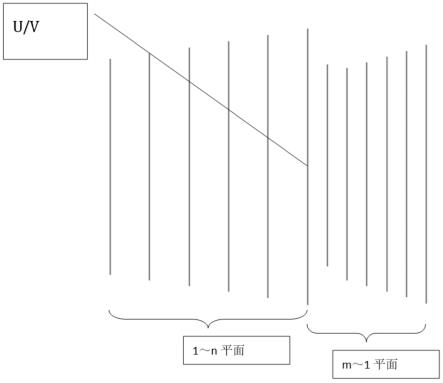
7.步骤2、根据平底铣刀刀路数量,在所述平底铣刀加工区域创建n个等距的第一平面,所述n个第一平面垂直于叶型积叠轴,并与叶身模型相交得到n个曲线si,i=1~n,将第n个第一平面与所述相交线的交线记为第一交线u;
8.步骤3、将所述第一交线u沿自身法向偏置距离t1,得到第一偏置交线u
‘
;
9.骤4、根据球头铣刀刀路数量,在所述球头铣刀加工区域创建m个等距的第二平面,所述m个第二平面垂直于叶型积叠轴,并与叶身模型相交得到m个曲线qi,i=1~m,将第m个第二平面与所述相交线的交线记为第二交线v;
10.步骤5、将所述第二交线v沿自身法向偏置距离t2,得到第二偏置交线v
‘
;
11.步骤6、根据曲线s1、曲线s2、...、曲线s
n-1
以及第一偏置交线u
‘
构建平底铣刀加工型面模型;
12.步骤7、根据曲线q1、曲线q2、...、曲线q
n-1
以及第二偏置交线v
‘
构建球头铣刀加工型面模型;
13.步骤8、根据所述平底铣刀加工型面模型的边界条件,建立平底铣刀的步距、残余高度和刀路数量之间的第一关系模型;
14.步骤9、根据所述球头铣刀加工型面模型的边界条件,建立球头铣刀的步距、残余高度和刀路数量之间的第二关系模型;
15.步骤10、根据所述第一关系模型和所述第二关系模型生成刀路轨迹,根据所述刀路轨迹实现叶片型面铣削相接处光顺过渡加工。
16.进一步地,步骤1中,所述叶片型面加工相交线为平底铣刀与球头铣刀加工表面理论编程的相交线。
17.进一步地,步骤3中,0.01mm≤t1≤0.02mm。
18.进一步地,步骤5中,0.005mm≤t2≤0.01mm。
19.进一步地,步骤8中,所述平底铣刀加工型面模型的边界条件包括平底铣刀加工型面模型的长度和平底铣刀刀具半径。
20.进一步地,步骤8中,所述第一关系模型如下:
[0021][0022]
o1=r1sinθ
[0023][0024]
x1=-y1
·
tan(α/2)
[0025][0026]
l1=(p-1)
×ae1
[0027]
式中:a
e1
表示平底铣刀的步距;r1表示平底铣刀刀具半径;o1表示平底铣刀刀具底刃投影轮廓方程的椭圆短半径数值;θ表示平底铣刀刀具编程的前倾角;x1和y1表示平底铣刀刀具底刃在所建平面的投影轮廓方程的横坐标和纵坐标;α表示平底铣相邻刀路刀具刀轴矢量在剖视面方向的夹角;δh1表示平底铣刀的残余高度;l1表示平底铣刀加工型面模型的长度;p表示平底铣刀刀路数量。
[0028]
进一步地,步骤9中,所述球头铣刀加工型面模型的边界条件包括球头铣刀加工型面模型的长度和球头铣刀刀具半径。
[0029]
进一步地,步骤9中,所述第二关系模型如下:
[0030][0031][0032]
x2=0
[0033][0034]
l2=(q-1)
×ae2
[0035]
式中:a
e2
表示球头铣刀的步距;r2表示球头铣刀刀具半径;β表示球头铣刀相邻刀路刀具刀轴矢量在剖视面方向的夹角;x2和y2表示球头刀刃轮廓方程的横坐标和纵坐标;δh2表示球头铣刀的残余高度;r表示球头铣刀半径数值;l2表示球头铣刀加工型面模型的长度;q表示球头铣刀刀路数量。
[0036]
进一步地,步骤6中,利用ug或proe软件,根据曲线s1、曲线s2、...、曲线s
n-1
以及第一偏置交线u
‘
构建平底铣刀加工型面模型。
[0037]
进一步地,步骤7中,利用ug或proe软件,根据曲线q1、曲线q2、...、曲线q
n-1
以及第二偏置交线v
‘
构建球头铣刀加工型面模型。
[0038]
与现有技术相比,本发明至少具有以下有益效果:
[0039]
本发明提供的一种叶片型面铣削相接处光顺过渡加工方法,采用数学分析方法,建立刀具数控编程主要参数前倾角、步距、刀路数量与表面残高的关系式,合理控制多刀具相接处的材料残余高度。结合重构工艺模型方法,改变刀具进出刀轨迹,通过一系列精准科学控制刀具位置、姿态的方法,最终实现圆滑过渡。采用本发明一种叶片型面铣削相接处光顺过渡加工方法的实施,与传统型面铣削全部采用球头铣刀方案相比,提高表面质量和加工效率50%以上。由于本发明方案加工表面质量极高,可以避免在相交处采用传统方法人工返修,且是实现叶片型面数控自动磨削工艺工程化应用的基础。
[0040]
为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
[0041]
为了更清楚地说明本发明具体实施方式中的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0042]
图1为叶片型面加工相交线示意图;
[0043]
图2为相邻加工区域型面不圆滑示意图;
[0044]
图3为第一平面以及第二平面与所述相交线的交线。
具体实施方式
[0045]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0046]
作为本发明的某一具体实施方式,一种叶片型面铣削相接处光顺过渡加工方法,具体包括以下步骤:
[0047]
步骤1、将叶片型面加工区域分为平底铣刀加工区域和球头铣刀加工区域,并确定叶片型面加工相交线。
[0048]
如图1所示,具体地说,叶片型面加工相交线为平底铣刀与球头铣刀加工表面理论编程的相交线。
[0049]
步骤2、根据平底铣刀刀路数量,在平底铣刀加工区域创建n个等距的第一平面,n个第一平面垂直于叶型积叠轴,并与叶身模型相交得到n个曲线si,i=1~n,将第n个第一平面与相交线的交线记为第一交线u,参见图3所示。
[0050]
步骤3、将第一交线u沿自身法向偏置距离t1,得到第一偏置交线u
‘
。
[0051]
优选的,0.01mm≤t1≤0.02mm。
[0052]
骤4、根据球头铣刀刀路数量,在球头铣刀加工区域创建m个等距的第二平面,m个
第二平面垂直于叶型积叠轴,并与叶身模型相交得到m个曲线qi,i=1~m,将第m个第二平面与相交线的交线记为第二交线v,参见图3所示。
[0053]
步骤5、将第二交线v沿自身法向偏置距离t2,得到第二偏置交线v
‘
。
[0054]
优选的,0.005mm≤t2≤0.01mm。
[0055]
步骤6、根据曲线s1、曲线s2、...、曲线s
n-1
以及第一偏置交线u
‘
构建平底铣刀加工型面模型。
[0056]
优选的,利用ug或proe软件,根据曲线s1、曲线s2、...、曲线s
n-1
以及第一偏置交线u
‘
构建平底铣刀加工型面模型。
[0057]
本实施例中,利用ug软件,根据曲线s1、曲线s2、...、曲线s
n-1
以及第一偏置交线u
‘
构建平底铣刀加工型面模型。
[0058]
步骤7、根据曲线q1、曲线q2、...、曲线q
n-1
以及第二偏置交线v
‘
构建球头铣刀加工型面模型。
[0059]
优选的,利用ug或proe软件,根据曲线q1、曲线q2、...、曲线q
n-1
以及第二偏置交线v
‘
构建球头铣刀加工型面模型。
[0060]
本实施例中,利用ug软件,根据曲线q1、曲线q2、...、曲线q
n-1
以及第二偏置交线v
‘
构建球头铣刀加工型面模型
[0061]
步骤8、根据平底铣刀加工型面模型的边界条件,建立平底铣刀的步距、残余高度和刀路数量之间的第一关系模型。
[0062]
具体地说,平底铣刀加工型面模型的边界条件包括平底铣刀加工型面模型的长度和平底铣刀刀具半径。
[0063]
本发明中,第一关系模型如下:
[0064][0065]
o1=r1sinθ
[0066][0067]
x1=-y1
·
tan(α/2)
[0068][0069]
l1=(p-1)
×ae1
[0070]
式中:a
e1
表示平底铣刀的步距;r1表示平底铣刀刀具半径;o1表示平底铣刀刀具底刃投影轮廓方程的椭圆短半径数值;θ表示平底铣刀刀具编程的前倾角;x1和y1表示平底铣刀刀具底刃在所建平面的投影轮廓方程的横坐标和纵坐标;α表示平底铣相邻刀路刀具刀轴矢量在剖视面方向的夹角;δh1表示平底铣刀的残余高度;l1表示平底铣刀加工型面模型的长度;p表示平底铣刀刀路数量。
[0071]
步骤9、根据球头铣刀加工型面模型的边界条件,建立球头铣刀的步距、残余高度和刀路数量之间的第二关系模型。
[0072]
优选的,球头铣刀加工型面模型的边界条件包括球头铣刀加工型面模型的长度和球头铣刀刀具半径。
[0073]
第二关系模型如下:
[0074][0075][0076]
x2=0
[0077][0078]
l2=(q-1)
×ae2
[0079]
式中:a
e2
表示球头铣刀的步距;r2表示球头铣刀刀具半径;β表示球头铣刀相邻刀路刀具刀轴矢量在剖视面方向的夹角;x2和y2表示球头刀刃轮廓方程的横坐标和纵坐标;δh2表示球头铣刀的残余高度;r表示球头铣刀半径数值;l2表示球头铣刀加工型面模型的长度;q表示球头铣刀刀路数量。
[0080]
步骤10、根据第一关系模型和第二关系模型生成刀路轨迹,根据刀路轨迹实现叶片型面铣削相接处光顺过渡加工。
[0081]
最后应说明的是:以上所述实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。