1.本发明涉及印刷布线板及印刷布线板的制造方法,尤其涉及包含由强化纤维织成的布状物的印刷布线板及印刷布线板的制造方法。
背景技术:
2.一直以来,制造以下这样的印刷布线板,即,作为强化纤维,例如将对玻璃纤维进行编织而制作出的玻璃布作为加强材料,使玻璃布浸渍在树脂中。包含这样的玻璃布的印刷布线板,出于作业效率的关系,在将印刷布线板一并成形后,进行切割成所希望的大小的加工。由于玻璃纤维是短纤维,是将短纤维捻合形成线状而得到的,因此,如果沿与玻璃纤维的纤维方向相同的方向切断,则不能完全切断玻璃纤维,这成为产生起毛、纤维屑的原因。如果纤维屑附着在印刷布线板的表面上,则存在在焊接时由于纤维屑而产生焊接不良的问题。
3.在此,为了抑制加工印刷布线板时起毛、纤维屑的产生,在专利文献1中公开了以不与玻璃纤维的方向正交的角度裁切印刷布线板的方法。现有技术文献专利文献
4.专利文献1:日本特开2003-31912号公报
技术实现要素:
发明要解决的问题
5.然而,通常制造的加工前的印刷布线板大多是纤维方向沿着基板的周缘部形成的印刷布线板,为了制造玻璃纤维的方向为偏斜方向(倾斜方向)的印刷布线板,必须使用特别的用于裁切的装置,存在成本变高的问题。
6.因而,本发明的主要目的在于提供一种在切断印刷布线板时不会产生纤维屑、能够防止起毛的印刷布线板的制造方法及印刷布线板。另一目的在于提供一种即使用剪切装置等进行切断,也能够抑制纤维屑的产生,减少不能使用的基板的损耗的印刷布线板及印刷布线板的制造方法。用于解决技术问题的手段
7.本发明的印刷布线板的制造方法包括:准备片材的工序,该片材包含布状物,该布状物是利用强化纤维以强化纤维的经纱与纬纱之间的角度为90度的方式织成的;以使所述片材相对于构成所述片材的布状物的纱以5度以上30度以下的角度向左右某一方倾斜、且切断部以5度以上30度以下的角度与排列在切断刃上的布状物构成纱相交地被切断的方式,将片材配置在裁切装置上的工序;以切断部与排列在切断刃上的布状物构成纱以5度以上30度以下的角度相交的方式,从倾斜的所述片材裁切片材,形成使得片材的周缘部与布状物构成纱以5度以上30度以
下的角度相交的片材的工序;制作将所述片材作为内层基板或绝缘基板而构成的母层叠板的工序;在所述母层叠板的表面形成金属层的工序;以及沿着所述母层叠板的周缘部在母层叠板的金属层上施加导体图案的工序。本发明的印刷布线板是具有片材的印刷布线板,所述片材包含利用强化纤维织成的布状物,所述印刷布线板的特征在于,所述片材的强化纤维的经纱与纬纱之间的角度以90度进行编织,所述片材以如下方式使构成所述布状物的纱被切断,即:使所述片材在所述片材的周缘部的一边以5度以上30度以下的角度向左右某一方倾斜,且与构成切断布状物的切断刃的上刃与下刃之间的间隙和排列在切断刃上的布状物构成纱的粗度合起来的长度相比,通过所述切断刃将排列在切断刃上的布状物构成纱切断而成的切断部的长度更长0.3~6.3mm,所述片材构成内层基板或绝缘基板,在片材的表面形成有金属层,在金属层上形成有导体图案。本发明的印刷布线板的制造方法包括:准备片材的工序,该片材是将布状物沿与经纱以及纬纱正交的方向或平行的方向切断而成的,该布状物是以强化纤维的经纱与纬纱之间的角度为90度的方式织成的;在片材的表面形成金属层的工序;准备母层叠板的工序,所述母层叠板包含片材作为内层基板或绝缘基板,所述片材具有布状物,所述布状物是以所述强化纤维的经纱与纬纱之间的角度为90度的方式织成的;以使所述母层叠板相对于构成所述母层叠板的布状物的纱以5度以上30度以下的角度向左右某一方倾斜、且切断部以5度以上30度以下的角度与排列在切断方向上的布状物构成纱相交地被切断的方式,将母层叠板配置在裁切装置上的工序;以切断部与片材的排列在切断方向上的布状物构成纱以5度以上30度以下的角度相交的方式,裁切倾斜的所述母层叠板,制作期望尺寸的印刷工件的工序;以及沿着所述印刷工件的周缘部在金属层上施加导体图案的工序。本发明的印刷布线板是具有片材的印刷布线板,所述片材包含利用强化纤维织成的布状物,所述印刷布线板的特征在于,所述片材以强化纤维的经纱与纬纱之间的角度为90度的方式织成,作为内层基板或绝缘基板构成母层叠板,所述母层叠板以如下方式使母层叠板的周缘部被切断、且构成所述片材的布状物的纱被切断,即:使所述母层叠板在所述母层叠板的周缘部的一边以5度以上30度以下的角度向左右某一方倾斜,且与构成切断布状物的切断刃的上刃与下刃之间的间隙和排列在切断刃上的布状物构成纱的粗度合起来的长度相比,通过所述切断刃将排列在切断刃上的布状物构成纱切断而成的切断部的长度更长0.3~6.3mm,在母层叠板的片材的表面形成有金属层,在金属层上形成有导体图案。本发明的印刷布线板的制造方法包括:准备片材的工序,该片材包含布状物,该布状物是利用强化纤维,以强化纤维的经
纱与纬纱之间的角度为90度的方式织成的;在片材的表面形成金属层的工序;准备母层叠板的工序,所述母层叠板包含片材作为内层基板或绝缘基板,所述片材具有布状物,所述布状物是以所述强化纤维的经纱与纬纱之间的角度为90度的方式织成的;以使所述母层叠板相对于构成所述母层叠板的片材的布状物的纱以5度以上30度以下的角度向左右某一方倾斜、且切断部以5度以上30度以下的角度与排列在切断刃上的片材的布状物构成纱相交地被切断的方式,将母层叠板配置在图案形成用印刷装置上的工序;在倾斜的所述母层叠板上,以切断部与排列在切断刃上的布状物构成纱以5度以上30度以下的角度相交的方式,通过图案形成用印刷装置在金属层上施加导体图案的工序;沿着导体图案裁切母层叠板,制作印刷工件的工序,该印刷工件中,切断部与片材的排列在切断刃上的布状物构成纱以5度以上30度以下的角度相交;以及沿着所述印刷工件的周缘部在金属层上施加导体图案的工序。本发明的印刷布线板是具有片材的印刷布线板,所述片材包含利用强化纤维织成的布状物,所述印刷布线板的特征在于,所述片材以强化纤维的经纱与纬纱之间的角度为90度的方式织成,作为内层基板或绝缘基板构成母层叠板,使构成所述母层叠板的布状物的纱在所述印刷布线板的导体图案的周缘部的一边以5度以上30度以下的角度向左右某一方倾斜,且与构成切断所述母层叠板的布状物的切断刃的上刃与下刃之间的间隙和排列在切断刃上的布状物构成纱的粗度合起来的长度相比,通过所述切断刃将排列在切断刃上的布状物构成纱切断而成的切断部的长度更长0.3~6.3mm,从而所述母层叠板的金属层上被施加印刷布线板的导体图案,所述母层叠板被沿着所述导体图案切断,以所述母层叠板的切断部以5度以上30度以下的角度与片材的排列在切断刃上的布状物构成纱相交的方式,构成所述母层叠板的片材的布状物的纱被切断。发明效果
8.根据本发明的印刷布线板的制造方法,能够提供一种在切断印刷布线板时不会产生纤维屑、能够防止起毛的印刷布线。根据本发明的印刷布线板,能够提供一种在切断印刷布线板时不会产生纤维屑、能够防止起毛的印刷布线。
9.根据本发明的印刷布线板的制造方法,能够提供一种即使用剪切装置等进行切断,也能够抑制纤维屑的产生、减少不能使用的基板的损耗的印刷布线板。根据本发明的印刷布线板,能够提供一种即使用剪切装置等进行切断,也能够抑制纤维屑的产生、减少不能使用的基板的损耗的印刷布线板。
10.本发明的上述目的、其他目的、特征以及优点,将通过参照附图进行的以下的具体实施方式的说明而变得更加明确。
附图说明
11.图1是本发明的片材的图解图,(a)是俯视图解图,(b)是示出从预浸料形成片材的过程的俯视图解图。图2是印刷布线板的截面图解图,(a)是预浸料的截面图解图,(b)是印刷布线板的截面图解图。图3是示出从预浸料成形片材的过程的俯视图解图。图4是印刷布线板的图解图,(a)是印刷布线板的俯视图解图,(b)是印刷布线板的横截面图解图。图5是示出设为逆向偏斜的多层预浸料的成形方法的图解图。图6是示出设为逆向偏斜的多层预浸料的成形方法的图解图。图7是示出设为逆向偏斜的多层预浸料的成形方法的图解图。图8a是示出印刷布线板的制造方法的图解图。图8b是示出从预浸料成形片材的过程的图解图,(a)是俯视图解图,(b)是示出切断预浸料而成形片材的过程的截面图解图,(c)是示出切断预浸料而成形片材的过程的俯视图解图,(d)是示出切断预浸料的状态的截面图解图。图8c是示出切断预浸料而成形片材的方法的立体图解图。图8d是示出从铜箔层叠板形成印刷布线板的方法的立体图解图。图9是示出从铜箔层叠板成形多个印刷布线板的方法的立体图解图。图10a是示出印刷布线板的制造方法的图解图。图10b是示出从预浸料成形片材的过程的图解图,(a)是俯视图解图,(b)是立体图解图。图11a是示出从印刷工件制造多个印刷布线板的制造方法的图解图。图11b是示出从预浸料成形多个片材的过程的俯视图解图。图12a是示出印刷布线板的制造方法的图解图。图12b是示出从铜箔层叠板形成印刷布线板的方法的立体图解图。图13a是示出使用设为逆向偏斜的预浸料制造印刷布线板的方法的图解图。图13b是示出从使用了设为逆向偏斜的预浸料的铜箔层叠板形成印刷布线板的方法的视图图解图。图14是作为切断刃的一例的模具的正面图解图。图15是示出能够在切断强化纤维时减少起毛的倾斜角度的图解图。图16是示出切断刃和布状物的经纱及纬纱的关系的图解图,(a)是俯视图解图,(b)是a-a截面图解图,(c)是b-b截面图解图。图17的(a)是示出切断刃和布状物的经纱及纬纱的关系的截面图解图,(b)是被切断的布状物的放大图解图。图18a是示出实施例1-1以及实施例1-6中的切断刃的倾斜角度与布状物的经纱及纬纱的关系的图解图、以及示出被切断的布状物的纤维的状态的放大截面观察照片。图18b是示出实施例1-2以及实施例1-7中的切断刃的倾斜角度与布状物的经纱及纬纱的关系的图解图、以及示出被切断的布状物的纤维的状态的放大截面观察照片。图18c是示出实施例1-3以及实施例1-8中的切断刃的倾斜角度与布状物的经纱及
纬纱的关系的图解图、以及示出被切断的布状物的纤维的状态的放大照片。图18d是示出实施例1-4以及实施例1-9中的切断刃的倾斜角度与布状物的经纱及纬纱的关系的图解图、以及示出被切断的布状物的纤维的状态的放大截面观察照片。图18e是示出实施例1-5以及实施例1-10中的切断刃的倾斜角度与布状物的经纱及纬纱的关系的图解图、以及示出被切断的布状物的纤维的状态的放大截面观察照片。图18f是示出比较例的被切断的布状物的纤维的状态的放大截面观察照片。图19是示出关注印刷布线板的纤维脱落的制造商的产品尺寸的分布的图表。
具体实施方式
12.1.印刷布线板关于本发明的印刷布线板10,主要使用图1以及图2进行说明。图1是印刷布线板的垂直方向的截面图。图2是预浸料层12的水平方向上的截面图。。印刷布线板10是指将电路的布线印刷在由绝缘体构成的板的表面、内部而成的基板,也称为生板。
13.(第一实施方式)本发明的印刷布线板10具有:包含由强化纤维20织成的布状物26的预浸料层12、和在预浸料层12的表面形成的金属层14。预浸料层12由预浸料30形成,预浸料30包含由强化纤维20织成的布状物26,由片材16形成。
14.预浸料30是在玻璃布、碳纤维那样的纤维状加强材料中均匀地浸渍混合了固化剂、粘接剂等添加物的环氧树脂等热固化性树脂,并加热或干燥而使其成为半固化状态而成的片状的强化塑料成形材料。预浸料30大多形成为俯视正方形或长方形,具有上端缘12a、左端缘12b、下端缘12c、右端缘12d等外缘。预浸料30在为俯视方形时,上端缘12a与下端缘12c平行,左端缘12b与右端缘12d平行。所述片材16以由强化纤维20织成的织物(布状物26)的纵方向的纱即经纱22与横方向的纱即纬纱24之间的角度为90度的方式织成,作为内层基板或绝缘基板而构成母层叠板(铜箔层叠板50)。
15.所述母层叠板(铜箔层叠板50)的片材16以如下方式使构成所述布状物26的纱被切断、母层叠板(铜箔层叠板50)的周缘部被切断、且构成所述片材16的布状物26的纱被切断,即:使片材16在所述片材16的周缘部的一边以5度以上30度以下的角度向左右某一方倾斜,且与构成切断布状物26的切断刃100的上刃102与下刃104之间的间隙和排列在切断刃100上的片材16的布状物构成纱(经纱22以及纬纱24)的粗度合起来的长度相比,通过所述切断刃100将排列在切断刃100上的布状物构成纱(经纱22以及纬纱24)切断而成的切断部的长度更长0.3~6.3mm。并且,其特征在于,在片材16的表面形成有金属层14,在金属层14上形成有导体图案。
16.母层叠板(铜箔层叠板50)是指电路被印刷之前的板。母层叠板(铜箔层叠板50)是如下的层叠体,即:在预浸料30上贴合薄的导体材料(铜箔)40,边加压边加热至固化温度,在使预浸料30固化而得的ccl(铜箔层叠板50)和其他
同样的ccl(铜箔层叠板50)之间夹持预浸料30、芯材18,加热加压,使预浸料30固化,并层叠ccl。将在纸或玻璃等基材中浸渍了树脂的片材(预浸料30)叠放,并进行加热加压处理而得到的绝缘板称为层叠板,ccl(铜箔层叠板50)是在该层叠板的两面施加铜箔(金属层14)而得到的部件。
17.预浸料层12构成绝缘片(层),金属层14构成导体片(层)。将预浸料层12、金属层14以及在基板的两面层叠有导体材料(铜箔)40(金属层14)的芯材18层叠,在导体材料(铜箔)40(金属层14)的表面形成导体图案80(布线图案等)。
18.预浸料层12由片材16即预浸料30构成,该片材16具有:将由强化纤维20构成的经纱22作为纵方向的纱且将纬纱24作为横方向的纱而织成布状的布状物26、和通过使树脂浸渍于布状物26而形成的树脂层28。为了提高印刷布线板10的强度,预浸料层30也可以层叠多层。
19.构成预浸料层12的片材16即预浸料30大多形成为俯视正方形或长方形,具有上端缘12a、左端缘12b、下端缘12c、右端缘12d等外缘。由预浸料30构成的片材16在为俯视方形时,具有上端缘16a、左端缘16b、下端缘16c以及右端缘16d,上端缘16a与下端缘16c平行,左端缘16b与右端缘16d平行。
20.强化纤维20可以由大体划分为有机纤维和无机纤维的这两种纤维构成。作为无机纤维,有玻璃纤维、碳纤维,作为有机纤维,有芳香族聚酰胺纤维等。纤维的形态也多种多样,也有直接使用较长的纤维的长纤维、切断成数毫米至数十毫米而使用的短纤维的形态。强化纤维20是将多根纤维捻合形成线状而得到的。例如,每根玻璃纤维的直径为9μm,通过张力将约400根玻璃纤维捻合而形成线状。加强材料26是使用强化纤维20,将纵方向的纱用于经纱22、将横方向的纱用于纬纱24而织成的。经纱22及纬纱24织成平纹或斜纹等,形成布状而被使用。
21.经纱22和纬纱24的强化纤维20例如是由长纤维织成的(平纹织物、斜纹织物等),由强化纤维20构成的纬纱24具有沿上下方向(例如垂直方向)延伸的方向,由强化纤维构成的经纱22具有沿左右方向(例如水平方向)延伸的方向。经纱22的延伸方向和纬纱24的延伸方向构成为正交或相交。
22.树脂层28中使用的树脂例如使用环氧树脂、酚醛树脂等热固化性树脂。通过使加强材料26浸渍在上述树脂中,形成树脂层28。
23.从俯视看(参照图2),构成预浸料层12的片材16中,在上端缘16a与经纱22的交点处,上端缘16a与经纱22所成的角度为5度以上30度以下。另外,从俯视看(参照图2),构成预浸料层12的片材16中,在左端缘16b与纬纱24的交点处,左端缘16b与纬纱24所成的角度为5度以上30度以下。在本实施方式中,构成强化纤维20的经纱22及纬纱24构成为,强化纤维20的延伸方向相对于切断线成为5度以上30度以下的角度,该切断线与对应于印刷布线板10的形状而将构成预浸料层12的片材16成形为规定形状时进行切断的切断刃100的延伸方向对应。
24.即,构成强化纤维20的经纱22及纬纱24形成为,使得在将印刷布线板10成形为规定形状时进行切断的切断刃100能够在以规定角度(5度以上30度以下)与构成经纱22及纬
纱24的纤维相交的方向上进行剪切。由此,在将任意尺寸的印刷布线板成形为规定形状的外形以及对形成于其上的贯通孔进行成形时,能够切断纬纱24及/或经纱22,且能够抑制切断时的纤维屑的产生。因此,能够抑制由纤维屑引起的焊接不良。
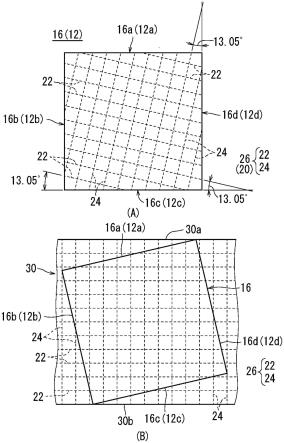
25.在本实施方式中,如图1所示,预浸料30俯视为正方形,在两条直线相交时在包含两条直线的平面上考虑,由此,将构成片材16即预浸料30的经纱22与片材16即预浸料30的下端缘12c所成的角度、即平行于经纱22的纤维方向延伸的直线平行移动到与平行于预浸料30的下端缘12c延伸的直线相交的位置作成相交的两条直线、该相交的两条直线所成的角度作为原来的两条直线所成的角度时,形成为13.05度。
26.另外,在本实施方式中,如图3所示,片材16即预浸料30俯视为长方形,在两条直线相交时在包含两条直线的平面上考虑,由此,将构成预浸料30的纬纱24与片材16即预浸料30的下端缘12c所成的角度、即平行于纬纱24的纤维方向延伸的直线平行移动到与平行于片材16即预浸料30的下端缘12c延伸的直线相交的位置作成相交的两条直线、该相交的两条直线所成的角度作为原来的两条直线所成的角度时,形成为13.39度。由此,在裁切任意尺寸的印刷布线板时,能够切断纬纱24以及经纱22,且能够抑制纤维屑的产生。因此,能够抑制由纤维屑引起的焊接不良。
27.金属层14例如由铜箔等导体材料40形成。铜箔的厚度通常为18至70μm。通常对铜箔实施粗糙化处理,在铜箔的单面(粘接面)上形成5至7μm左右的凹凸。所述预浸料30构成为,所述铜箔的表面的凹凸进入到构成加强材料26的经纱22与纬纱24之间或构成经纱22以及纬纱24的纤维中,从而能够使加强材料26与铜箔紧贴。
28.通过丝网印刷等将印刷布线板10的布线图案印刷在母层叠板50的金属层(铜箔层)面上,并进行蚀刻,由此形成导体图案80。在形成有布线图案的印刷布线板10上,可以在导体图案80上焊接电子零件(未图示)等并使其导通。
29.在作为所述绝缘片材的预浸料30上贴合构成金属层(铜箔层)14的导体材料40而成的母层叠板50的金属层(铜箔层)14面上,通过丝网印刷、光致抗蚀剂形成耐腐蚀膜的电路图案,并用腐蚀液溶解去除非图像部的铜,接着用碱水溶液等去除耐腐蚀膜,从而制成电路等的导体图案80。
30.如图4所示,该印刷布线板10具有如下复杂的形状,即,形成铜箔层叠板(母层叠板)50的外形从外侧的边缘进入到内侧那样的凹凸形状52e、比较大的贯通孔52f、瓶颈状的细长孔52g等。即使是这样的具有复杂形状的印刷布线板10,在通过用于形成构成铜箔层叠板(母层叠板)50的外形的端缘(上端缘52a、左端缘52b、下端缘52c、右端缘52d及凹凸形状52e)及贯通孔(52f、52g)的切断刃100的上刃102及下刃104进行切断时,由于不是在构成强化纤维的经纱22及纬纱24的延伸方向上切断,而是能够在与经纱22及纬纱24的延伸方向正交或相交的方向上切断,所以能够抑制纤维屑的产生。
31.如图15中所示,若使切断刃相对于构成片材的布状物的经纱以及纬纱倾斜地进行切断,则能够可靠地切断强化纤维的纤维,防止起毛。若相对于纬纱倾斜5.38度以上30度以下地进行切断,则能够可靠地切断强化纤维
的纤维(纬纱)。另外,若相对于经纱倾斜5.22度以上30度以下地进行切断,则能够可靠地切断强化纤维的纤维(经纱)。
32.(第二实施方式)
33.接着,关于第二实施方式的印刷布线板10,主要根据图5~图7进行说明。该印刷布线板10的特征在于,针对构成预浸料层12的强化纤维具有两种纤维方向的片材16,以使强化纤维的纤维方向不同并设为逆向偏斜的方式进行层叠。层叠预浸料30而成的预浸料层12的构成与上述第一实施方式的印刷布线板10不同。层叠的片材16a和片材16b以使预浸料30的布状物26的经纱22以及纬纱24的延伸方向成为逆向偏斜的方式层叠。
34.该印刷布线板10的特征在于,所述片材16具有第一片材16a和第二片材16b,所述第一片材16a以使所述强化纤维20的经纱22与纬纱24之间的角度成为90度的方式织成,所述经纱22或所述纬纱24使得所述强化纤维20在所述第一片材16a的周缘部的一边处以6度以上45度以下的角度被切断,所述第二片材16b以使所述强化纤维20的经纱22与纬纱24之间的角度成为90度的方式织成,所述经纱22或所述纬纱24使得所述强化纤维20在所述第二片材16b的周缘部的一边处以6度以上45度以下的角度被切断,在该印刷布线板中,所述第一片材16a和所述第二片材16b以使纤维方向不同的方式交替层叠。
35.将奇数层32和偶数层34层叠,奇数层32是使构成第一片材16a的布状物26的第一经纱22和第一纬纱24在俯视下以5度以上30度以下的角度逆时针旋转而成的,偶数层34是使构成第二片材16b的布状物26的第二经纱22和第二纬纱24在俯视下以5度以上30度以下的角度顺时针旋转而成的。第一片材16a的布状物26的第一经纱22与第一纬纱24正交,第二片材16b的布状物26的第二经纱22与第二纬纱24正交,在将这样的第一片材16a和第二片材16b层叠时,使第一片材16a的布状物26的第一经纱22与第一纬纱24的交点o1和第二片材16b的布状物26的第二经纱22与第二纬纱24的交点o2对齐,使第一片材16a向逆时针方向旋转规定的角度,并且使第二片材16b向顺时针方向旋转规定的角度。
36.在本实施方式中,在两条直线相交时在包含两条直线的平面上考虑,由此,将构成第一片材16a的布状物26的第一经纱22与第一片材16a的下端缘16c所成的角度、即平行于第一片材16a的布状物26的第一经纱22的延伸方向而延伸的直线平行移动到与平行于第一片材16a的下端缘而延伸的直线相交的位置作成相交的两条直线、该相交的两条直线所成的角度作为原来的两条直线所成的角度时,形成为13.05度。在本实施方式中,将构成第二片材16b的布状物26的第二经纱22与第二片材16b的下端缘所成的角度、即平行于第二片材16b的布状物26的第二经纱22的延伸方向而延伸的直线平行移动到与平行于第二片材16b的下端缘16c而延伸的直线相交的位置作成相交的两条直线、该相交的两条直线所成的角度作为原来的两条直线所成的角度时,形成为13.05度。
37.2.印刷布线板的制造方法本发明的印刷布线板10例如使用以下的实施例1至实施例4的制造方法而制造。
38.以下,关于本发明的印刷布线板10的第一实施方式的制造方法,主要使用图8a至图10进行说明。本发明的印刷布线板的制造方法包括:工序(s11),准备片材16,该片材16包含布状物26,该布状物26是利用强化纤维20,以强化纤维的经纱22与纬纱24之间的角度为90度的方式织成的;工序(s12),以使片材16相对于构成所述片材16的布状物26的纱(经纱22或纬纱24)以5度以上30度以下的角度向左右某一方倾斜、且切断部110以5度以上30度以下的角度与排列在切断刃100上的布状物构成纱(经纱22或纬纱24)相交地被切断的方式,将片材16配置在裁切装置120上;工序(s13),以切断部110与排列在切断刃100上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的方式,从倾斜的所述片材16裁切片材16,形成使得片材16的周缘部与布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的片材16;工序(s14),制作将所述片材16作为内层基板或绝缘基板而构成的母层叠板50;工序(s15),在所述母层叠板50的表面形成金属层14;以及工序(s16),沿着所述母层叠板50的周缘部在母层叠板50的金属层14上施加导体图案80。
39.(实施例1)本发明的印刷布线板10主要通过图8a以及图8b所示的以下的“使片材倾斜并进行切断的方法”来制造。
40.本发明的印刷布线板的制造方法包括:工序(s11),准备片材16,该片材16包含布状物26,该布状物26是利用强化纤维20,以强化纤维的经纱22与纬纱24之间的角度为90度的方式织成的;工序(s12),以使片材16相对于构成所述片材16的布状物26的纱(经纱22或纬纱24)以5度以上30度以下的角度向左右某一方倾斜、且切断部110以5度以上30度以下的角度与排列在切断刃100上的布状物构成纱(经纱22或纬纱24)相交地被切断的方式,将片材16配置在裁切装置120上;工序(s13),以切断部110与排列在切断刃100上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的方式,从倾斜的所述片材16裁切片材16,形成使得片材16的周缘部与布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的片材16;工序(s14),制作将所述片材16作为内层基板或绝缘基板而构成的母层叠板50;工序(s15),在所述母层叠板50的表面形成金属层14;以及工序(s14),沿着所述母层叠板50的周缘部在母层叠板50的金属层14上施加导体图案80。
41.首先,在构成预浸料30的成为布状物26的布状物坯布26a上涂布并浸渍树脂(树脂,例如环氧树脂),形成具有将树脂固化至半固化而成的树脂层28的预浸料30。预浸料30
被制作为形成预浸料层12的片状(s11)。布状物坯布26a在布状物26的输送方向上较长地延伸,且为在布状物26的输送方向上延伸的上端缘26aa与下端缘26ac平行的带状。使树脂浸透到布状物坯布26a(布状物)中并以薄树脂覆盖其上下而得的片状物(布状物)为带状,且具有直线状的上端缘26aa及下端缘26ac。此时,构成布状物坯布26a的强化纤维20的经纱22与纬纱24正交或相交。
42.接着,将包含片状物(布状物)的预浸料30切断为规定的大小,形成片材16(s12)。此时,调整设置在冲裁装置上的切断刃100的上刃102以及下刃104与预浸料30之间的位置关系,以使沿切断刃100的切断刃(上刃102以及下刃104)长边方向延伸的刀刃的直线部分与经纱22或纬纱24的延伸方向所成的角度为5度以上30度以下的方式,将构成预浸料30的片状物(布状物)设置在裁切装置120上(s12)。
43.进一步地,对冲裁片状物(布状物),制造由预浸料30构成的片材16时的情况进行说明。
44.本发明的“使片材倾斜并进行切断的方法”包括以下工序,即:以切断部110与排列在切断刃100上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的方式,从倾斜的所述片材16裁切片材16,形成使得片材16的周缘部与布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的片材16,以下对该工序进行说明。
45.如以下方式构成:在将使树脂浸透到布状物坯布26a(布状物)中并以薄树脂覆盖其上下而得的片状物(即预浸料30)切断时,使方形地进行切断的切断刃100的上刃102以及下刃104相对于片状物(即预浸料30)直线状的上端缘30a以及下端缘30c倾斜5度以上30度以下的角度而切断片状物(即预浸料30),从而成形由预浸料30构成的片材16。进一步地,对冲裁所述切断的片状物(即预浸料30),将片材16成形为方形时的情况进行说明。在将使树脂浸透到布状物坯布26a(强化纤维20)中并以薄树脂覆盖其上下而得的所述片状物(即预浸料30)方形地切断时,以相对于所述片材16的直线状的右端缘30d及左端缘30b正交的方式切断片状物(即预浸料30),从而成形具有相对于右端缘30d及左端缘30b正交的上端缘30a及下端缘30c的方形的片材16(s13)。在本实施方式中,在成形成为正方形的预浸料30的片材16时,以使切断刃100的上刃102以及下刃104相对于在布状物坯布26a的移送方向上延伸的上端缘30a和下端缘12c以13.05度的角度斜交的方式配置并进行切断,另外,在成形成为长方形的预浸料30的片材16时,以使切断刃100的上刃102以及下刃104以10.39度的角度斜交的方式配置并进行切断。
46.接着,对层叠片材16而形成铜箔层叠板(母层叠板)50的方法进行说明。以提高印刷布线板10的强度为目的,层叠多张构成预浸料层12的片材16(s14)。另外,如图2所示,有时也在形成铜箔层叠板(母层叠板)50的芯材18的上下两面,层叠作为绝缘材料的预浸料30而夹持芯材18,并在其上层叠构成导体材料(铜箔)40的铜箔(s15)。在成为基板内层的芯材18上,从最初开始在上下面粘贴铜箔,进行蚀刻而形成内层图案。
47.接着,在构成预浸料层12的片材16的单面或两面上载置由金属(例如铜箔)构成的
导体材料(铜箔)40,边加压边使其热固化(s14)。在将片材16与导体材料(铜箔)40层叠的状态下放入真空烘箱180中并进行加热加压后,树脂固化,从而成为包含片材16以及导体材料(铜箔)40的层叠构造的层叠板。由此,能够得到铜箔层叠板50。
48.接着,将得到的铜箔层叠板50设置在伺服压力机等裁切装置120上(s14)。最后,通过裁切装置120进行冲裁。由此,为了能够得到期望尺寸的印刷布线板10,去除不需要的部分而进行整形。
49.作为从铜箔层叠板50形成印刷布线板10的方法,有图8a~图8d所示的方法。
50.为了能够由利用加压机加热加压而形成的铜箔层叠板(母层叠板)50制作多个印刷布线板10,将利用加压机加热加压而形成的铜箔层叠板(母层叠板)50切断成印刷布线板的形状而形成印刷工件52,然后,对印刷工件52实施印刷布线板所需的导体图案80等的印刷。(参照图8a和8d)。
51.关于在印刷工件52上形成导体图案80时的情况,主要根据图8d进行说明。用于在印刷工件52上形成导体图案80的丝网印刷版132是在框体134上张紧网纱136而成的。在进行印刷时,与该框体134的端缘和印刷工件52的端缘平行地在印刷工件52的印刷面上配设丝网印刷版132而进行丝网印刷(s16)。由此,在印刷工件52的表面形成印刷有导体图案80的布线板工件70。
52.作为在铜箔层叠板(母层叠板)50上印刷电路的方法,利用如下所述的制版、印刷技术来制作。在作为所述绝缘材料的预浸料30上贴合形成金属层(铜箔层)14的导体材料(铜箔)40而成的铜箔层叠板(母层叠板)50的导体材料(铜箔)40面上,通过丝网印刷、光致抗蚀剂形成耐腐蚀膜的电路图案,并用腐蚀液溶解去除非图像部的铜,接着用碱水溶液等去除耐腐蚀膜,从而制成电路。
53.接着,根据需要形成阻焊剂。阻焊剂是在蚀刻工序完成而形成了导体图案80后,为了仅使所需部分的铜露出,涂敷表面而形成。阻焊剂起到防止焊料附着在不需要的部分上的作用。采用方法,使用墨水、液态抗蚀剂、干膜等而形成。
54.接着,关于切断布线板工件70而成形印刷布线板10时的情况,主要根据图8d进行说明。以布线板工件70的端缘与切断刃100的上刃102及下刃104的延伸方向正交的方式在切断刃100的上刃102与下刃104之间配设布线板工件70,在与布线板工件70的端缘正交的方向上,利用切断刃100切断布线板工件70。在与印刷工件52的上端缘52a及下端缘52c正交的方向上进行切断,进一步地在与印刷工件52的左端缘52b及右端缘52d正交的方向上进行切断,形成大致方形的印刷布线板10。
55.在此,关于实施例1,不是如图16(比较例)所示那样切断刃100与纬纱24的纤维方向平行且与经纱22的纤维方向正交的方向,而是如图8c所示那样,对倾斜了5度至30度的倾
斜角度的下述实施例1-1至1-10进行说明。在比较例中,如图17所示,在与切断刃平行的纤维部分处产生阶差,在与切断刃垂直的纤维部分处可看到纤维从截面突出的部分(参照图17及图18f)。
56.截面观察照片(图18a至18e)是用剪切式切断机改变角度而进行切断的布状物的放大照片。观察该情况可知,在实施例1-1和1-6中,没有产生两端被切断的纤维片,但产生了一些纤维的剥离的情况。在实施例1-2和1-7、1-3和1-8、1-4和1-9、1-5和1-10中,观察切断的纤维的截面时,不产生纤维的剥离,是稳定的。在实施例1-1至1-10中,未见比较例那样的阶差或纤维的突出部分(参照图18a、18b、18c、18d及18e)。
57.(实施例1-1)在构成片材的布状物的经纱或纬纱的直径为0.55mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。1.经纱或纬纱的直径:0.55mm1.1切断刃与经纱或纬纱的倾斜角度:5度1.2切断部分的长度与经纱或横板的直径相比长出的长度:6.3mm1.3切断部分的长度比经纱和纬纱的直径长的倍率:11.47倍(实施例1-2)在构成片材的布状物的经纱或纬纱的直径为0.55mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。2.经纱或纬纱的直径:0.55mm2.1切断刃与经纱或纬纱的倾斜角度:10度2.2切断部分的长度与经纱或横板的直径相比长出的长度:2.62mm2.3切断部分的长度比经纱和纬纱的直径长的倍率:5.76倍(实施例1-3)在构成片材的布状物的经纱或纬纱的直径为0.55mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。3.经纱或纬纱的直径:0.55mm3.1切断刃与经纱或纬纱的倾斜角度:15度3.2切断部分的长度与经纱或横板的直径相比长出的长度:1.58mm3.3切断部分的长度比经纱和纬纱的直径长的倍率:3.87倍(实施例1-4)在构成片材的布状物的经纱或纬纱的直径为0.55mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。
4.经纱或纬纱的直径:0.55mm4.1切断刃与经纱或纬纱的倾斜角度:20度4.2切断部分的长度与经纱或横板的直径相比长出的长度:1.06mm4.3切断部分的长度比经纱和纬纱的直径长的倍率:2.92倍(实施例1-5)在构成片材的布状物的经纱或纬纱的直径为0.55mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。5.经纱或纬纱的直径:0.55mm5.1切断刃与经纱或纬纱的倾斜角度:30度5.2切断部分的长度与经纱或横板的直径相比长出的长度:0.3mm5.3切断部分的长度比经纱和纬纱的直径长的倍率:1.54倍(实施例1-6)在构成片材的布状物的经纱或纬纱的直径为0.60mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。6.经纱或纬纱的直径:0.60mm6.1切断刃与经纱或纬纱的倾斜角度:5度6.2切断部分的长度与经纱或横板的直径相比长出的长度:6.28mm6.3切断部分的长度比经纱和纬纱的直径长的倍率:11.46倍(实施例1-7)在构成片材的布状物的经纱或纬纱的直径为0.60mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。7.经纱或纬纱的直径:0.60mm7.1切断刃与经纱或纬纱的倾斜角度:10度7.2切断部分的长度与经纱或横板的直径相比长出的长度:2.86mm7.3切断部分的长度比经纱和纬纱的直径长的倍率:5.77倍(实施例1-8)在构成片材的布状物的经纱或纬纱的直径为0.60mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。8.经纱或纬纱的直径:0.60mm8.1切断刃与经纱或纬纱的倾斜角度:15度8.2切断部分的长度与经纱或横板的直径相比长出的长度:1.8mm8.3切断部分的长度比经纱和纬纱的直径长的倍率:4.00倍(实施例1-9)在构成片材的布状物的经纱或纬纱的直径为0.60mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度
相对于经纱和纬纱的直径成为如下的倍率。9.经纱或纬纱的直径:0.60mm9.1切断刃与经纱或纬纱的倾斜角度:20度9.2切断部分的长度与经纱或横板的直径相比长出的长度:1.15mm9.3切断部分的长度比经纱和纬纱的直径长的倍率:2.92倍(实施例1-10)在构成片材的布状物的经纱或纬纱的直径为0.60mm的情况下,若如下地倾斜切断刃进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。10.经纱或纬纱的直径:0.60mm10.1切断刃与经纱或纬纱的倾斜角度:30度10.2切断部分的长度与经纱或横板的直径相比长出的长度:0.5mm10.3切断部分的长度比经纱和纬纱的直径长的倍率:1.83倍(比较例1)在构成片材的布状物的经纱或纬纱的直径为0.55mm的情况下,若在切断刃与纤维的长边端缘正交的方向上进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言相同,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。1.经纱或纬纱的直径:0.55mm1.1切断刃与经纱或纬纱的倾斜角度:0度1.2切断部分的长度与经纱或横板的直径相比长出的长度:0mm1.3切断部分的长度比经纱和纬纱的直径长的倍率:0倍(比较例2)在构成片材的布状物的经纱或纬纱的直径为0.60mm的情况下,若在切断刃与纤维的长边端缘正交的方向上进行切断,则如下所述,切断部的长度相对于经纱或纬纱的直径而言更长,切断部的长度相对于经纱和纬纱的直径成为如下的倍率。6.经纱或纬纱的直径:0.60mm6.1切断刃与经纱或纬纱的倾斜角度:0度6.2切断部分的长度与经纱或横板的直径相比长出的长度:0mm6.3切断部分的长度比经纱和纬纱的直径长的倍率:0倍
58.3.印刷布线板的另一制造方法关于本发明的印刷布线板10的第一实施方式的另一制造方法,主要根据图9进行说明。
59.(实施例2)本发明的印刷布线板10主要通过图9所示的以下的“形成将铜箔层叠板(母层叠板)50整形后的印刷工件52,切断印刷工件52而形成小片的印刷工件54,在小片的印刷工件54上印刷的方法”来制造。
60.图9的实施例使用具备与图8的实施例的铜箔层叠板(母层叠板)50相同构成的铜箔层叠板(母层叠板)50。在图8的实施例中,在铜箔层叠板(母层叠板)50上形成导体图案80后,切断成最终的印刷布线板10的大小,而在图9的实施例中,其区别在于,在将铜箔层叠板
(母层叠板)50切断成最终的印刷布线板10的大小后,在印刷工件52的小片即小片的印刷工件54上形成导体图案80。
61.将对通过与所述实施例1相同的方法得到的铜箔层叠板(母层叠板)50进行整形后的印刷工件52设置在裁切装置120、例如伺服压力机等冲裁装置上。以使沿切断刃100的长边方向延伸的刀刃(上刃102和下刃104)的直线部分在与成形铜箔层叠板(母层叠板)50而得的印刷工件52的上端缘52a和下端缘52c正交的方向上延伸的方式,将形成铜箔层叠板(母层叠板)50而得的印刷工件52配置在上刃102与下刃104之间,利用切断刃100将成形铜箔层叠板(母层叠板)50而得的印刷工件52沿宽度方向切断。此时,以使构成铜箔层叠板(母层叠板)50的片材16的经纱22或纬纱24的延伸方向与沿切断刃100的长边方向延伸的上刃102及下刃104的直线部分倾斜相交的方式,将成形铜箔层叠板(母层叠板)50而得的印刷工件52配置在上刃102和下刃104之间,通过上刃102和下刃104,以与经纱22及纬纱24倾斜相交的方式进行切断。即,调整设置在裁切装置120上的切断刃100的定位引导件,以使沿切断刃100的长边方向延伸的刀刃(上刃102和下刃104)的直线部分与铜箔层叠板(母层叠板)50的经纱22或纬纱24的延伸方向所成的角度为5度以上30度以下的方式,将印刷工件52设置在切断刃100的上刃102与下刃104之间。
62.进一步地,对冲裁印刷工件52、成形布线板工件70时的情况进行说明。在切断印刷工件52时,将切断印刷工件52的切断刃100的刀刃(上刃102和下刃104)配设在相对于将铜箔层叠板(母层叠板)50整形而得的印刷工件52的直线状的右端缘52d以及左端缘52b正交的方向上。此时,构成为,相对于片材16的纬纱24以5度以上30度以下的角度倾斜地切断布状物26的经纱22及纬纱24,从而成形作为布线板工件70的小片的印刷工件54。然后,对印刷工件52进行冲裁,从而成形与印刷工件52的左端缘52b及右端缘52d平行地切断的小片的印刷工件54。此时,构成为,在切断铜箔层叠板(母层叠板)50而形成方形的印刷工件52时,以在与直线状的右端缘52d及左端缘52b正交的方向上进行切断的方式,朝向切断小片的印刷工件54的切断刃100的刀刃(上刃102及下刃104)而定位,相对于纬纱24以5度以上30度以下的角度倾斜地切断布状物26的经纱22及纬纱24,成形小片的印刷工件54。在本实施方式中,在成形正方形的印刷工件52时,以相对于印刷工件52的经纱22及纬纱24成13.05度的角度的方式倾斜,在成形长方形的印刷工件52时,以相对于经纱22及纬纱24成10.39度的角度的方式倾斜。
63.接着,在小片的印刷工件54上印刷导体图案80而形成布线板工件70。最后,通过冲裁装置对布线板工件70进行冲裁。由此,能够从铜箔层叠板(母层叠板)50得到期望尺寸的印刷布线板10。
64.作为从铜箔层叠板(母层叠板)50形成印刷布线板10的方法,有图8a~图9所示的方法。
65.在上述实施例的说明中,将利用加压机加热加压而形成的铜箔层叠板(母层叠板)50切断成印刷布线板的形状而形成印刷工件52,并对印刷工件52实施印刷布线板所需的印刷(参照图9)。
也可以将被划分的多个印刷布线板10的印刷实施在印刷工件52上,然后对印刷工件52进行切断加工,以便能够由利用加压机加热加压而形成的铜箔层叠板(母层叠板)50制作多个印刷布线板10(参照图8a)。
66.作为在铜箔层叠板(母层叠板)50上印刷电路的方法,利用如下所述的制版、印刷技术来制作。在作为所述绝缘材料的预浸料30上贴合形成金属层(铜箔层)14的铜箔而成的铜箔层叠板(母层叠板)50的铜箔面上,通过丝网印刷、光致抗蚀剂形成耐腐蚀膜的电路图案,并用腐蚀液溶解去除非图像部的铜,接着用碱水溶液等去除耐腐蚀膜,从而制成电路。
67.4.印刷布线板10的另一制造方法关于本发明的印刷布线板10的第一实施方式的再一制造方法,主要根据图10a及10b至图11a及图11b进行说明。
68.(实施例3)本发明的印刷布线板的制造方法是“使母层叠板倾斜而制作印刷工件的方法”,包括:工序(s11),准备片材16,该片材16是将布状物26沿与经纱22以及纬纱24正交的方向或平行的方向切断而成的,该布状物26是以强化纤维20的经纱22与纬纱24之间的角度为90度的方式织成的;工序(s15),在片材16的表面形成金属层14;工序(s14),准备母层叠板50,该母层叠板50包含片材16作为内层基板或绝缘基板,该片材16具有布状物26,该布状物26是以所述强化纤维20的经纱22与纬纱24之间的角度为90度的方式织成的;工序(s12),以使母层叠板50相对于构成所述母层叠板50的布状物26的纱(经纱22或纬纱24)以5度以上30度以下的角度向左右某一方倾斜、且切断部110以5度以上30度以下的角度与排列在切断方向上的布状物构成纱26相交地被切断的方式,将母层叠板50配置在裁切装置120上;工序(s13),以切断部110与片材16的排列在切断方向上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的方式,裁切倾斜的所述母层叠板50,制作期望尺寸的布线板工件70;以及工序(s16),沿着布线板工件70的周缘部在金属层14上施加导体图案80。
69.本发明的印刷布线板10主要通过图11a以及图11b所示的以下的“使母层叠板倾斜而制作印刷工件的方法”来制造。
70.首先,在成为构成预浸料30的布状物26的布状物坯布26a上涂布并浸渍树脂(树脂,例如环氧树脂),形成具有将树脂固化至半固化而成的树脂层28的预浸料30。预浸料30被制作为形成预浸料层12的片状(s11)。布状物坯布26a在布状物26的输送方向上较长地延伸,且为在布状物26的输送方向上延伸的上端缘26aa与下端缘26ac平行的带状。使树脂浸透到布状物坯布26a(布状物)中并以薄树脂覆盖其上下而得的片状物(布状物)为带状,且具有直线状的上端缘26aa及下端缘26ac。此时,构成布状物坯布26a的强化纤维20的经纱22与纬纱24正交或相交。
71.接着,将包含片状物(布状物)的预浸料30切断为规定的大小,形成片材16(s11)。
在与该布状物坯布26a的上端缘26aa及下端缘26ac正交的方向上,利用切断刃100切断布状物坯布26a。进一步地,在与沿上下方向延伸的切断部(即构成片材16的左端缘16b及右端缘16d的切断部)正交的方向上,利用切断刃100切断该被切断的布状物坯布26a的小片,形成具备与左端缘16b及右端缘16d正交的上端缘16a及下端缘16c的片材16。
72.构成片材16的布状物26的强化纤维20的纬纱24在与片材16的上端缘16a及下端缘16c正交的方向上延伸,纬纱24在与右端缘16d及左端缘16b平行的方向上延伸。此时,调整设置在裁切装置120(冲裁装置)上的切断刃100的位置,以使沿裁切装置120的切断刃100的长边方向延伸的刀刃(上刃102和下刃104)的直线部分与强化纤维20的经纱22或纬纱24的延伸方向所成的角度为直角的方式,设置在切断刃100的上刃102与下刃104之间。
73.接着,关于层叠片材16而形成铜箔层叠板(母层叠板)50的方法,主要根据图10a以及图10b进行说明。以提高印刷布线板10的强度为目的,层叠多张构成预浸料层12的片材16(s14)。另外,如图2所示,有时也在形成铜箔层叠板(母层叠板)50的芯材18的上下两面,层叠作为绝缘材料的预浸料30而夹持芯材18,并在其上层叠构成导体材料(铜箔)40的铜箔(s15)。在成为基板内层的芯材18上,从最初开始在上下粘贴铜箔,进行蚀刻而形成内层图案。
74.接着,在构成预浸料层12的片材16的单面或两面上载置由金属(例如铜箔)构成的导体材料(铜箔)40,边加压边使其热固化(s14)。在将片材16与导体材料(铜箔)40层叠的状态下放入真空烘箱180中并进行加热加压后,树脂固化,从而成为包含芯材18以及导体材料(铜箔)40的四层构造的层叠板。由此,能够得到铜箔层叠板50。
75.接着,将得到的铜箔层叠板50设置在裁切装置120即伺服压力机等冲裁装置上。最后,通过裁切装置120进行冲裁。由此,为了能够得到期望尺寸的印刷布线板10,去除不需要的部分而进行整形。
76.作为从铜箔层叠板50形成印刷布线板10的方法,有图11a~图11b所示的方法。将利用加压机加热加压而形成的铜箔层叠板(母层叠板)50切断成接近印刷布线板10的形状而形成印刷工件52,并对印刷工件52实施印刷布线板所需的印刷,从而形成形成有导体图案80的布线板工件70。(参照图11a以及图11b)
77.首先,关于冲裁铜箔层叠板(母层叠板)50而成形印刷工件52时的情况,主要根据图11a以及图11b进行说明。
78.构成为,在将用加压机加热加压而形成的铜箔层叠板(母层叠板)50切断成印刷布线板的形状而形成印刷工件52时,使方形地进行切断的切断刃100的上刃102以及下刃104与铜箔层叠板(母层叠板)50的直线状的右端缘50d以及左端缘50b正交而切断铜箔层叠板(母层叠板)50,成形具备与右端缘50d以及左端缘50b正交的上端缘50a以及下端缘50c的铜箔层叠板(母层叠板)50,形成印刷工件52。
79.接着,对冲裁印刷工件52,成形作为印刷布线板10的布线板工件70时的情况进行
说明。在切断印刷工件52而成形布线板工件70时,以使印刷工件52的直线状的上端缘52a及下端缘52c相对于方形地进行切断的切断刃100的上刃102或下刃104倾斜5度以上30度以下的角度的方式切断印刷工件52,形成小片的印刷工件54的左端缘54b及右端缘54d,并且,利用切断刃100在与小片的印刷工件54的左端缘54b及右端缘54d正交的方向上切断小片的印刷工件54而形成上端缘54a及下端缘54c,成形小片的印刷工件54。以使切断刃100的上刃102以及下刃104相对于所述铜箔层叠板(母层叠板)50以及构成形成铜箔层叠板50的布状物26的纱(经纱22或纬纱24)以5度以上30度以下的角度向左右某一方倾斜、且切断部110以5度以上30度以下的角度与排列在切断方向上的布状物构成纱26相交地被切断的方式,将铜箔层叠板(母层叠板)50配置在裁切装置120上(s12),以切断部110与片材16的排列在切断方向上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的方式,裁切倾斜的所述铜箔层叠板(母层叠板)50,制作期望尺寸的布线板工件70(s13)。
80.在本实施方式中,在切断正方形的印刷工件52而成形小片的印刷工件54时,以片材16的纬纱24相对于右端缘52d以及左端缘52b成13.05度的角度的方式倾斜(参照图1),在切断长方形的印刷工件52而成形小片的印刷工件54时,以片材16的纬纱24相对于右端缘52d以及左端缘52b成10.39的角度的方式倾斜。另外,在从一张印刷工件52切取四张小片的印刷工件54时,有相对于上端缘52a及下端缘52c以20.1度的角度进行切断的情况、和相对于上端缘52a及下端缘52c以5.9度的角度切断的情况(参照图11b)。
81.作为在小片的印刷工件54上印刷电路的方法,利用如下所述的制版、印刷技术来制作。在作为所述绝缘材料的预浸料30上贴合形成金属层(铜箔层)14的铜箔而成的铜箔层叠板(母层叠板)50的铜箔面上,通过丝网印刷、光致抗蚀剂形成耐腐蚀膜的电路图案,并用腐蚀液溶解去除非图像部的铜。接着,用碱水溶液等去除耐腐蚀膜,从而制成电路。在本实施例中,在金属层14上进行印刷的丝网印刷版132是以其上下端缘沿着小片的印刷工件54的上下端缘(上端缘54a及下端缘54c)的方式,配设在小片的印刷工件54上。通过丝网印刷版132印刷的画线(电路)的上下端缘沿着小片的印刷工件54的上下端缘(上端缘54a和下端缘54c)形成。另外,丝网印刷的丝网印刷版132是在框体134上张紧网纱136而成的部件,通常,框体134是被称为制版框的金属框体。
82.5.印刷布线板的制造方法本发明的印刷布线板10例如使用以下的实施例4的制造方法而制造。
83.(实施例4)关于本发明的印刷布线板10的制造方法,主要使用图12a至图12b进行说明。
84.本发明的布线板工件70的制造方法是“使通过印刷形成的画线部相对于母层叠板的布状物倾斜地形成的方法”,包括:
工序(s11),准备片材16,该片材16包含布状物26,该布状物26是利用强化纤维20,以强化纤维的经纱22与纬纱24之间的角度为90度的方式织成的;工序(s15),在片材16的表面形成金属层14;工序(s14),准备母层叠板50,该母层叠板50包含片材16作为内层基板或绝缘基板,该片材16具有布状物26,该布状物26是以所述强化纤维20的经纱22与纬纱24之间的角度为90度的方式织成的;工序(s17),以使母层叠板50相对于构成所述母层叠板50的片材16的布状物26的纱(经纱22或纬纱24)以5度以上30度以下的角度向左右某一方倾斜、且切断部110以5度以上30度以下的角度与排列在切断刃100上的片材16的布状物构成纱(经纱22或纬纱24)相交地被切断的方式,将母层叠板50配置在图案形成用印刷装置130上;工序(s18),在倾斜的所述母层叠板50上,以切断部110与排列在切断刃100上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的方式,通过图案形成用印刷装置130在金属层14上施加导体图案80;工序(s19),沿着导体图案80裁切母层叠板50,制作布线板工件70,该布线板工件70中,切断部110与片材16的排列在切断刃100上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交;以及工序(s16),沿着所述布线板工件70的周缘部在金属层14上施加导体图案80。
85.本发明的印刷布线板10主要通过图12a以及12b所示的以下的“使通过印刷形成的画线部相对于母层叠板的布状物倾斜地形成的方法”而制造。首先,在成为构成预浸料30的布状物26的布状物坯布26a上涂布并浸渍树脂(树脂,例如环氧树脂),形成具有将树脂固化至半固化而成的树脂层28的预浸料30。预浸料30被制作为形成预浸料层12的片状(s11)。布状物坯布26a在布状物26的输送方向上较长地延伸,且为在布状物26的输送方向上延伸的上端缘26aa与下端缘26ac平行的带状。使树脂浸透到布状物坯布26a(布状物)中并以薄树脂覆盖其上下而得的片状物(布状物)为带状,且具有直线状的上端缘26aa及下端缘26ac。此时,构成布状物坯布26a的强化纤维20的经纱22与纬纱24正交或相交。
86.接着,将包含片状物(布状物)的预浸料30切断为规定的大小,形成片材16(s12)。在与该布状物坯布26a的上端缘26aa及下端缘26ac正交的方向上,利用切断刃100切断布状物坯布26a。进一步地,在与沿上下方向延伸的切断部(即片材16的左端缘16b及右端缘16d)正交的方向上,利用切断刃100切断该被切断的布状物坯布26a的小片,形成具备与左端缘16b及右端缘16d正交的上端缘16a及下端缘16c的片材16。
87.构成片材16的布状物26的强化纤维20的经纱22以及纬纱24在与片材16的上端缘16a及下端缘16c正交的方向或平行的方向上延伸。此时,调整设置在裁切装置120(冲裁装置)上的切断刃100的位置,以使沿裁切装置120的切断刃100的长边方向延伸的刀刃(上刃102和下刃104)的直线部分与强化纤维20的经纱22或纬纱24的延伸方向所成的角度为直角的方式,设置在切断刃100的上刃102与下刃104之间(s12)。
88.进一步地,对冲裁铜箔层叠板(母层叠板)50而成形印刷工件52时的情况进行说明。构成为,在切断铜箔层叠板(母层叠板)50时,通过切断刃100在与铜箔层叠板(母层叠板)50的直线状的右端缘50d及左端缘50b正交的方向上进行切断,成形印刷工件52。
89.进一步地,对为了在印刷工件52上形成导体图案80而在成形铜箔层叠板50而成的印刷工件52上印刷导体图案80的方法进行说明。在将丝网印刷版132配设在印刷工件52上时,可以使丝网印刷版132相对于印刷工件52的直线状的右端缘52d以及左端缘52b倾斜5度以上30度以下的角度来配设丝网版132。
90.此时,以相对于印刷工件52的外周缘(上端缘52a及下端缘52c)以5度以上30度以下的角度向左右某一方倾斜的方式形成导向孔90、92,沿着连接所述导向孔90、92的线配置图案形成用印刷装置130的丝网版132。
91.在本实施例的制造方法中,包括以下工序,即:使将印刷布线的导体图案80印刷在所述铜箔层叠板(母层叠板)50上的图案形成用的丝网版132向上下或左右的某一方倾斜。在本实施例中,在成形正方形的布线板工件70时,使丝网印刷版132以相对于印刷工件52的上端缘52a及下端缘52c成13.05度的角度的方式倾斜,在成形长方形的布线板工件70时,使丝网印刷版132以相对于印刷工件52的上端缘52a及下端缘52c成10.39度的角度的方式倾斜。
92.以使丝网版132相对于构成所述印刷工件52的片材16的布状物26的纱(经纱22或纬纱24)以5度以上30度以下的角度向左右某一方倾斜、且切断部110以5度以上30度以下的角度与排列在切断刃100上的片材16的布状物构成纱(经纱22或纬纱24)相交地被切断的方式,将印刷工件52配置在图案形成用印刷装置130上(s17)。在倾斜的所述印刷工件52上,以切断部110与排列在切断刃100上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交的方式,通过图案形成用印刷装置130在金属层14上施加导体图案80(s18)。沿着导体图案80裁切印刷工件52,制作布线板工件70,该布线板工件70中,切断部110与片材16的排列在切断刃100上的布状物构成纱(经纱22或纬纱24)以5度以上30度以下的角度相交(s19)。
93.最后,通过裁切装置120(冲裁装置)对布线板工件70进行冲裁。由此,能够从布线板工件70得到期望尺寸的印刷布线板10。
94.作为从铜箔层叠板50形成印刷布线板10的方法,有图12a~图12b所示的方法。
95.有时也将利用加压机加热加压而形成的铜箔层叠板50整形而得的印刷工件52切断成印刷布线板10的形状而形成布线板工件70,并对布线板工件70实施印刷布线板10所需的印刷。
96.作为在铜箔层叠板(母层叠板)50上印刷电路的方法,利用如下所述的制版
·
印刷技术来制作。在作为所述绝缘材料的预浸料30上贴合形成金属层(铜箔层)14的铜箔而成的铜箔层叠板(母层叠板)50的铜箔面上,通过丝网印刷、光致抗蚀剂形成耐腐蚀膜的电路图案,并用腐蚀液溶解去除非图像部的铜,接着用碱水溶液等去除耐腐蚀膜,从而制成电路。
97.6.变形例
制造本发明的印刷布线板10的第二实施方式的方法是,层叠多个设为逆向偏斜的预浸料的层叠方法与实施例1不同的变形例。关于本发明的第二实施方式的印刷布线板10'的变形例的制造方法,主要根据图13a以及图13b进行说明。
98.如图5~7所示,该第二实施方式的印刷布线板10'的特征在于,构成预浸料层12的片材16由第一片材16a和第二片材16b这两种构成,将具有两种纤维方向的第一片材16a和第二片材16b以成为逆向偏斜的方式进行层叠。层叠预浸料30而成的预浸料层12的构成与上述第一实施方式的印刷布线板10不同。以使通过该变形例的制造方法层叠的第一片材16a的经纱22以及纬纱24的延伸方向、与第二片材16b的经纱22以及纬纱24的延伸方向成为逆向偏斜的方式进行层叠。
99.使构成第一片材16a的第一经纱22和第一纬纱24在俯视下以5度以上30度以下的角度逆时针旋转而形成预浸料层12的奇数层32,并使构成第二片材16b的第二经纱22和第二纬纱24在俯视下以5度以上30度以下的角度顺时针旋转而形成预浸料层12的偶数层34,将第一片材16a和第二片材16b逆向偏斜地进行层叠。第一经纱22与第一纬纱24正交,第二经纱22与第二纬纱24正交,在将这样的第一片材16a和第二片材16b层叠时,使第一片材16a的第一经纱22与第一纬纱24的交点o1和第二片材16b的第二经纱22与第二纬纱24的交点o2对齐,使第一片材16a向逆时针方向旋转规定的角度,并且使第二片材16b向顺时针方向旋转规定的角度。
100.在本实施方式中,在两条直线相交时在包含两条直线的平面上考虑,由此,将构成第一片材16a的第一经纱22与第一预浸料的下端缘所成的角度、即平行于第一经纱22的延伸方向而延伸的直线平行移动到与平行于第一片材16a的下端缘延伸的直线相交的位置而作成相交的两条直线、该相交的两条直线所成的角度作为原来的两条直线所成的角度时,形成为13.05度。在本实施方式中,将构成第二片材16b的第二经纱22与第二预浸料的下端缘所成的角度、即平行于第二经纱22的延伸方向而延伸的直线平行移动到与平行于第二片材16b的下端缘延伸的直线相交的位置而作成相交的两条直线、该相交的两条直线所成的角度作为原来的两条直线所成的角度时,形成为13.05度。
101.第二实施方式的印刷布线板10'具有多层预浸料层12。例如,将预浸料层12的加强材料26的经纱22或纬纱24与预浸料层12的端缘所成的角度为5度以上且30度以下的预浸料层12作为奇数层32。另外,将使所述预浸料层12向左右方向旋转90度而得的预浸料层作为偶数层34。由于加强纤维20的方向因预浸料层12的奇数层32和偶数层34而不同,因此通过层叠奇数层32和偶数层34,即使将第二实施方式的印刷布线板10'切成期望的尺寸,也能够可靠地切断任一方的加强纤维20。因此,能够抑制伴随第二实施方式的印刷布线板10'的切断而产生的纤维屑或起毛。进一步地,由于层叠预浸料层12,因此强度变高,能够制造可靠性高的印刷布线板10'。
102.如上所述,在上述记载中公开了本发明的实施方式,但本发明并不限定于此。即,在不脱离本发明的技术思想及目的的范围的情况下,对于以上说明的实施方式,能够对机制、形状、材质、数量、位置或配置等进行各种变更,它们均包含在本发明中。
103.在上述实施方式中,关于切断刃,对剪切装置的切断刃进行了说明,但也可以使用如图14所示那样的具有适当间隙的上刃(冲头)和下刃(冲模)的模具进行切断。如图14中所示,若考虑间隙地使模具的切断刃相对于构成片材16的布状物26的经纱22以及纬纱24倾斜地进行切断,则能够可靠地切断强化纤维20的纤维,防止起毛。符号说明
104.10、10' 印刷布线板12 预浸料层12a 上端缘12b 左端缘12c 下端缘12d 右端缘12e 凹凸形状12f 贯通孔(较大的贯通孔)12g 贯通孔(瓶颈状的细长孔)14 金属层(铜箔层)16 片材16a 上端缘16b 左端缘16c 下端缘16d 右端缘16e 凹凸形状16a 第一片材16b 第二片材18 芯材20 强化纤维22 经纱24 纬纱26 布状物26a 布状物坯布26aa 上端缘26ac 下端缘28 树脂层30 预浸料30a 上端缘30b 左端缘30c 下端缘30d 右端缘32 奇数层34 偶数层
40 导体材料(铜箔)50 铜箔层叠板(母层叠板)50a 上端缘50b 左端缘50c 下端缘50d 右端缘52 印刷工件52a 上端缘52b 左端缘52c 下端缘52d 右端缘54 小片的印刷工件54a 上端缘54b 左端缘54c 下端缘54d 右端缘70 布线板工件80 导体图案90 导向孔100 切断刃102 上刃104 下刃110 切断部120 裁切装置130 图案形成用印刷装置132 丝网印刷版134 框体136 网纱180 真空烘箱。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。