1.本发明涉及一种制造电气接线配置的方法以及一种电气接线配置。
背景技术:
2.开关柜构造中使用标牌来例如对接线端子、接线板、插式连接器和类似装置(下文中统称为连接配置)的接头,进行标记。其中例如将标牌直接固定在连接配置上,如接线板上。为此,标牌通常具有某种夹紧结构,以便形状配合或压紧配合地容置在连接配置的对应凹槽中。
3.实践表明,已知的夹紧连接仅有限地适用于自动化生产。举例而言,标牌可能在自动化搬运过程中因振动、冲击或其他动态因素而例如从接线板上脱落或滑落。因此,在已打标的标牌安装在接线板上的情况下,可能出现标牌缺失或布置在错误位置的情形。在未打标的标牌安装在接线板上并需要随后进行自动化打标的情况下,自动化打标可能因标牌缺失或滑落而无法执行或者被错误地执行。
技术实现要素:
4.有鉴于此,本发明的目的是提供一种制造电气接线配置的方法以及一种电气接线配置,其能够实现可靠的自动化生产。
5.本发明用以达成上述目的的解决方案为独立权利要求的特征。本发明的优选技术方案和有利改进方案参阅从属权利要求。
6.本发明的制造电气接线配置的方法的特征在于以下方法步骤:提供电连接装置,如接线板或类似装置,其中所述电连接装置具有基体,所述基体具有用于容置标牌的凹槽;提供标牌;将所述标牌插入所述凹槽;通过超声波焊接在所述标牌与所述基体之间建立材料接合和/或形状配合的连接。
7.通过用超声波焊接所建立的材料接合和/或形状配合的连接就能将标牌可靠地固设在基体上,这种固设即使在出现运输相关的振荡或者自动化搬运过程中的冲击时也不会松脱。这样例如就能提供具有一或多个标牌的接线板,这些标牌可以在开关柜自动生产过程中首先安装再加以打标,而不存在一或多个标牌缺失的危险。
8.特别是如此地实施超声波焊接:将基体固设在保持件上,并将焊头放置在装在基体上的标牌上,以便进行声音传递。通过焊头将所需的振动能输入标牌并传递至标牌与基体的接触区域。在接触区域内因能量输入而引起标牌的材料与基体的材料的局部熔化和/或熔合。在基体与标牌间发生纯材料接合的连接时,标牌的材料与基体的材料发生熔化和熔合。发生纯形状配合的连接时,标牌的材料的一个区域因超声波焊接而熔化,其可以流入在基体上形成的一或多个底部切口,这样就能在此处在标牌与基体之间形成形状配合的连接。
9.所述电连接装置可以是接线端子、接线板、插式连接器或类似装置。所述连接装置是接线板时,基体可以是接线板的所谓端子,该基体具有一或多个用于导入和接触电导体
的接线孔。这种端子例如可以具有弹簧负载的夹紧机构和/或螺接,以便将一或多个导体末端夹紧。
10.所述基体可以在所述凹槽的区域内具有以下塑料:丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚苯乙烯(ps)、聚碳酸酯(pc)、苯乙烯-丙烯腈共聚物(san)或聚甲基丙烯酸甲酯(pmma),如聚丙烯(pp)、聚酰胺(pa)、聚酰亚胺(pi)、聚甲醛(pom)或聚乙烯(pe),聚芳砜(psu,ppsu)、聚醚醚酮(peek)、聚酯(pes)、聚对苯二甲酸乙二醇酯(pet)、硅树脂。
11.所述标牌可以具有以下塑料中的一个或者由以下塑料中的一个构成:丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚苯乙烯(ps)、聚碳酸酯(pc)、苯乙烯-丙烯腈共聚物(san)或聚甲基丙烯酸甲酯(pmma),如聚丙烯(pp)、聚酰胺(pa)、聚酰亚胺(pi)、聚甲醛(pom)或聚乙烯(pe),聚芳砜(psu,ppsu)、聚醚醚酮(peek)、聚酯(pes)、聚对苯二甲酸乙二醇酯(pet)、硅树脂。
12.如此地选择所述标牌和所述基体的塑料,使其可通过超声波焊接而相互熔合或至少在某些分区内熔化。为了达到良好的焊接性或熔化性,优选如此地选择所述标牌的塑料和所述基体的塑料,使其具有类似特别是相同的熔点。
13.例如可以通过超声波焊接将非晶塑料焊接在一起。
14.替代地,也可以通过超声波焊接将部分结晶的塑料焊接在一起。
15.替代地,也可以将部分结晶的塑料和非晶塑料焊接在一起。
16.举例而言,基体可以在凹槽区域内具有聚酰胺或由聚酰胺构成。
17.举例而言,标牌可以具有聚酰胺或由聚酰胺构成。
18.此外,基体可以在凹槽区域内具有聚碳酸酯或由聚碳酸酯构成。
19.此外,标牌也可以具有聚碳酸酯或由聚碳酸酯构成。
20.在所述超声波焊接完毕后,可以对所述标牌进行激光打标。可以借助紫外线激光器或co2激光器进行激光打标。这样就能提供一种将标牌固定并打标在电连接装置上的廉价且稳定的方法,其中该方法基于标牌与基体间的可靠连接而适用于自动化和批量生产。
21.所述标牌的塑料特别是可以适用于超声波焊接和激光打标。
22.可以在超声波焊接前对标牌进行打标。这样就能将打标后的标牌与基体连接在一起。
23.根据其他技术方案,可以采用替代的打标或标记法,如喷墨打印、移印或类似工艺来取代激光打标。
24.所述电气接线配置的电连接装置可以是接线板,其连同所插入的标牌一起在标牌打标前被预装在开关柜的安装导轨上。随后,可以在对标牌进行打标前将电连接装置安装在安装导轨上。
25.根据另一优选方案,所述标牌具有打标区段和夹紧区段,其中所述夹紧区段可以具有两个突出的腹板,且其中在所述超声波焊接期间,可以将所述腹板抵靠在所述基体上并与所述基体焊接在一起,以及/或者可以将所述打标区段抵靠在所述基体上并与所述基体焊接在一起。
26.所述打标区段特别是可以具有待打标的一侧即打标面,其可以与突出的腹板以及/或者与标牌与基体间形成的焊接连接间隔一定距离。这样一来,可用来进行打标的面积不会因实施的焊接连接而减小。
27.为了将标牌预固设在基体上,可以在所述超声波焊接前将所述标牌形状配合和/或压紧配合地与所述基体连接在一起。所述标牌的突出的腹板特别是可以卡入所述凹槽的底切或卡槽以及/或者张紧在凹槽中,从而将标牌形状配合和/或压紧配合地与基体连接在一起。在此情况下作为超声波焊接的补充方案,所述标牌还可以形状配合和/或压紧配合地与基体连接。
28.根据一种替代技术方案,所述标牌不具有带腹板或类似元件的夹紧区段,因而在凹槽区域内不形成形状配合或压紧配合的连接。特别是可以在标牌与凹槽之间形成平面式抵靠,使得标牌与基体仅通过超声波焊接而材料接合地相连。所述打标区段的背离打标面的背侧例如可以与基体焊接在一起。作为替代或补充方案,邻接打标区段的焊接区段可以焊接在凹槽的区域内,其中该焊接区段并非卡入底部切口并且沿标牌插入凹槽的安装方向观察,并未与标牌形成形状配合的连接。
29.特别是并非用粘合剂将标牌与基体粘合在一起。从而优选地完全弃用额外的粘合剂。
30.特别是在超声波焊接期间将标牌与基体的相邻接的塑料材料单一地熔合。
31.可以通过超声波焊接的焊接参数来调节标牌与基体间形成的焊接连接的强度。例如可以如此地调节焊接连接的强度,使得无需工具就能机械式断开标牌与基体间的材料接合的连接,以便更换标牌。替代地,可以如此地调节焊接连接的强度,使得借助螺丝起子等工具可以机械式断开标牌与基体间的材料接合的连接,以便更换标牌。
32.可以将单独一个标牌插入基体的单独一个凹槽并按前述方式通过超声波焊接使其与基体连接在一起。
33.此外也可以提供多个标牌并将其插入多个凹槽,其中所述凹槽可以构建在多个基体上并且可以同步地对所述相应标牌与各自对应的基体进行超声波焊接。
34.例如可以提供具有最多50个基体或最多50个端子的接线板,其中这些基体中的每个均可以具有一个用于容置标牌的凹槽。为这些凹槽中的每个各装配一个标牌,其中可以单独或成串地或者组合式地提供标牌并将其插入凹槽。
35.随后提供焊头并将其放置在标牌上,使得每个标牌均抵靠在焊头上。通过这种方式就能同时对相应标牌与对应基体间的接触点的区域进行必要的能量输入,从而同步地将多个标牌与对应的基体焊接在一起。
36.综上所述,本发明提供一种方法,从而稳定且有效地为接线板自动化装配标牌,其中随后可以进行自动化打标,因为防止了一或多个标牌的缺失。
37.本发明用以达成上述目的的另一解决方案为一种电气接线配置,其具有:电连接装置,其中所述电连接装置具有基体,其中所述基体具有用于容置标牌的凹槽,且其中所述基体具有用于将电导体导入的开口;并且具有标牌,其中所述标牌被插入所述凹槽,且其中所述标牌与所述基体通过超声波焊接而材料接合和/或形状配合地相连。
38.这样就能提供一种廉价且在自动化安装方法方面优化的电气接线配置,其中通过标牌与基体间的焊接连接就能可靠防止标牌因运输相关冲击或振动而缺失。
39.根据所述接线配置的另一技术方案,所述标牌可以具有打标区段和夹紧区段,其中所述夹紧区段可以具有两个突出的腹板,且其中所述腹板可以通过超声波焊接与所述基体焊接在一起,以及/或者所述打标区段可以通过超声波焊接与所述基体焊接在一起。
40.焊接连接特别是与构建在打标区段上的打标面间隔一定距离地布置,使得打标面不会因实施的焊接连接而减小或受影响。
41.为了在标牌与基体之间实现可靠连接,根据所述电气接线配置的另一技术方案,所述标牌可以形状配合和/或压紧配合地与所述基体连接。为此,标牌的腹板例如可以卡入凹槽的预设底部切口或槽口以及/或者张紧在凹槽中,特别是弹簧弹性地张紧在凹槽中。
42.根据所述电气接线配置的另一技术方案,多个标牌被插入多个凹槽,其中所述凹槽可以构建在多个基体上并且所述相应的标牌可以通过超声波焊接分别与一个对应的基体焊接在一起。
43.举例而言,电气接线配置可以具有带多个基体或端子的接线板,这些基体或端子分别装配有对应的标牌。这样一来,电气接线配置可以具有带多个标牌的接线板,这些标牌适于进行自动化打标。
附图说明
44.下面结合示出实施例的图式对本发明进行详细说明。其分别示意性地示出:
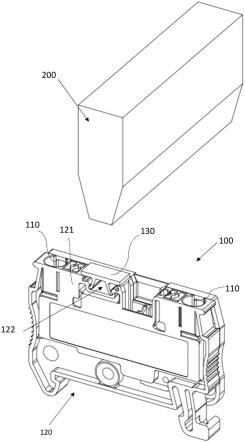
45.图1a为电气接线配置和焊头在超声波焊接前的俯视透视图;
46.图1b为图1a所示电气接线配置和焊头在超声波焊接期间的横截面图;
47.图2a为另一电气接线配置和焊头在超声波焊接前的俯视透视图;
48.图2b为图2a所示电气接线配置和焊头在超声波焊接期间的俯视透视图;
具体实施方式
49.图1a示出本发明的电气接线配置100。接线配置100具有用于将电导体导入的开口110。接线配置100具有带基体121的电连接装置120,其中基体121具有用于容置标牌130的凹槽122。
50.如图1b所示,标牌130具有打标区段131和夹紧区段132。夹紧区段132具有卡入凹槽122的突出的腹板133、134。
51.标牌130在此由聚酰胺构成。基体121在凹槽122的区域内同样由用来构成标牌130的聚酰胺构成。因此,下文中标牌130与基体121间的焊接连接是材料单一的,因为标牌130和凹槽区域内的基体121均由相同材料构成。
52.为了制造电气接线配置100,在一个方法步骤中,首先提供电连接装置120。将标牌130插入凹槽122。在此状态下,标牌130被预固设在凹槽122中,因为标牌130以其腹板133、134被形状配合且压紧配合地保持在凹槽122内部。
53.为了将标牌130与基体121焊接在一起,将超声波焊接装置的焊头200沉降至标牌130的打标区段131上。焊头200所输入标牌130的声能使得标牌130与基体121局部熔化并熔合,从而在基体121与标牌130之间形成焊接连接123。焊接连接123在此用腹板133、134与基体121间的重叠显示来表示。
54.焊接完毕后,焊头200从打标区段131上抬起或移开,用激光打标来对打标区段131的打标面135进行打标。
55.图2a和2b示出本发明的另一电气接线配置100,其与前述实施例的不同之处在于:电连接装置120具有多个基体121。这些基体121在此为构建成接线板的连接装置120的端子
121。
56.在基体121的每个插口122各布置有一个标牌130。焊头200覆盖并排布置的标牌130的总长度,以便将所有标牌130与对应的基体121同步焊接在一起,参阅图2b。
57.附图标记说明
58.100 电气接线配置
59.110 开口
60.120 电连接装置/接线板
61.121 基体/端子
62.122 凹槽
63.123 焊接连接
64.130 标牌
65.131 打标区段
66.132 夹紧区段
67.133 腹板
68.134 腹板
69.135 打标面
70.200 焊头
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
