1.本发明涉及电气技术领域,具体涉及一种线圈自动绑扎机和自动绑扎系统。
背景技术:
2.变压器利用电磁感应的原理来改变交流电压,是输配电的基础设备,广泛应用于工业、农业、交通、城市社区等领域。变压器包括铁芯、一次线圈和二次线圈。为了满足一次线圈和二次线圈之间的绝缘需要,通常需要在一次线圈和二次线圈之间设置绝缘纸板。绝缘纸板需要用纸带进行绑扎固定。目前用纸带绑扎绝缘纸板的过程通常由人工实现,比如由操作人员手持纸带围绕线圈和绝缘纸板行走,或将纸带盘放置在小车上,由操作人员推动小车围绕线圈和绝缘纸板运动来完成用纸带绑扎绝缘纸板的操作。这种绑扎方式效率低下,生产成本高。
3.因而,需要一种新的技术方案来提高纸带绑扎的效率,进而降低生产成本。
技术实现要素:
4.有鉴于此,本发明提供一种自动绑扎机和自动绑扎系统,至少部分解决上述技术问题。
5.为实现上述目的,本发明实施例提供了一种自动绑扎机,用于利用纸带绑扎变压器一次线圈和二次线圈间的绝缘纸板,所述纸带形成具有第一中心孔的纸带盘,包括:支撑机构,所述支撑机构包括纸带轴,所述纸带轴穿过所述第一中心孔,并和所述第一中心孔间隙配合,使得所述纸带盘在所述自动绑扎机运动时绕所述纸带轴转动;控制器,所述控制器包括传感器和处理器,所述传感器用于检测所述自动绑扎机的运行平台上的路径信号,所述处理器用于根据所述路径信号确定运动路径、根据所述运动路径生成控制信号并发送所述控制信号;运动机构,用于接收所述控制信号并根据所述控制信号运行,从而使所述自动绑扎机在所述运动路径上运动。
6.在本发明实施例提供的自动绑扎机中,所述传感器检测所述自动绑扎机的运行平台上的路径信号,所述处理器根据所述路径信号确定运动路径、根据所述运动路径生成控制信号并发送所述控制信号;运动机构接收所述控制信号并根据所述控制信号运行,从而使所述自动绑扎机在所述运动路径上运动,进而实现用所述支撑机构上的纸带对所述绝缘纸板的绑扎。因而通过所述自动绑扎机中控制器和运动机构的设置方式,使得自动绑扎机实现利用纸带对变压器一次线圈和二次线圈之间绝缘纸板的自动绑扎,从而提高了纸带绑扎的效率,降低了生产成本。
7.在本发明的另一种实现方式中,所述传感器为磁传感器,所述磁传感器用于检测所述自动绑扎机的运行平台上铺设的磁条发出的路径信号。
8.在这种实现方式中,通过磁传感器检测运动平台上的磁条发出的路径信号。磁条和磁传感器的检测方式稳定可靠,而且准确率高,进而使得控制器能够稳定准确地获取自动绑扎机的路径信号。
9.在本发明的另一种实现方式中,所述运动机构包括电机、连接件和车轮;所述电机通过所述连接件和所述车轮连接,所述电机根据所述控制信号驱动所述车轮运动,从而使所述自动绑扎机在所述运动路径上运动。
10.在这种实现方式中,电机通过连接件和车轮连接,并根据所述控制信号驱动所述车轮运动,从而使所述自动绑扎机在所述运动路径上运动。因而,运动机构结构简单可靠,而且控制器对运动机构的控制也容易实现。
11.进一步的,所述电机包括转向电机和动力电机,所述连接件包括转向连接件和传动连接件;所述转向电机通过所述转向连接件和所述车轮连接,所述动力电机通过所述传动连接件和所述车轮连接;所述转向电机和所述动力电机根据所述控制信号驱动所述车轮转向和转动。
12.在这种实现方式中,运动机构的转向电机通过转向连接件和车轮连接,动力电机通过传动连接件和车轮连接,所述转向电机和所述动力电机根据所述控制信号驱动所述车轮转向和转动。控制器对运动机构的控制更细致准确,进而自动绑扎机的运动也更准确。
13.在本发明的另一中实现方式中,所述自动绑扎机还包括涂胶装置,所述纸带穿过所述涂胶装置,所述涂胶装置用于在所述纸带上涂胶。
14.在这种实现方式中,自动绑扎机可以对纸带涂胶,提高对绝缘纸板的绑扎效果。
15.进一步的,所述涂胶装置包括:电磁阀、连接杆、滚子和胶盒;所述连接杆的一端和所述电磁阀连接,另一端和所述滚子连接;所述胶盒盛放有胶水;其中,所述纸带从所述滚子和所述胶盒之间穿过,所述电磁阀吸合时通过所述连接杆带动所述滚子向下移动并将所述纸带压入所述胶盒。
16.在这种实现方式中,涂胶装置中的电磁阀吸合时带动滚子向下移动并将纸带压入胶盒,完成对纸带的涂胶,这种涂胶方式简单可靠,容易实现。
17.进一步的,所述控制器通过控制所述电磁阀的吸合时间和吸合间隔来控制所述涂胶装置的涂胶量和涂胶间隔。
18.在这种实现方式中,通过控制器控制电磁阀的吸合时间和吸合间隔来控制涂胶量和涂胶间隔,提高了涂胶效果,进而也提高了绑扎效果。
19.在本发明的另一中实现方式中,所述自动绑扎机还包括张紧装置,用于张紧从所述纸带盘引出的所述纸带。
20.在这种实现方式中,张紧装置将纸带张紧,张紧纸带有利于对纸带涂胶,也使得自动绑扎机利用纸带对绝缘纸板的绑扎更牢靠。
21.进一步的,所述张紧装置包括扭转弹簧,所述纸带轴穿过所述扭转弹簧,所述扭转弹簧的一端固定于所述纸带轴,另一端固定于所述纸带盘,使得所述纸带盘转动时转动所述扭转弹簧。
22.在这种实现方式中,通过扭转弹簧实现对纸带的张紧,结构简单,张紧效果好。
23.在本发明的另一中实现方式中,所述自动绑扎机还包括导向装置,用于调整所述纸带离开所述自动绑扎机时的角度。
24.在这种实现方式中,导向装置调整纸带离开绑扎机时的角度,提高了纸带绑扎的效果。
25.进一步的,所述导向装置包括固定轴和具有第二中心孔的导向轮,所述固定轴和
所述一次线圈的轴线方向相同,所述固定轴穿过所述第二中心孔并和所述第二中心孔间隙配合,使得所述纸带从所述导向轮经过时带动所述导向轮转动,并被调整为和所述一次线圈的轴线方向相同。
26.在这种实现方式中,导向装置的结构简单,对纸带角度的调整效果好。
27.本发明的实施例还提供了一种自动绑扎系统,包括上述任意一种自动绑扎机和所述自动绑扎机的运行平台,所述运行平台包括围绕变压器设置的路径信号发射装置,所述自动绑扎机的传感器检测所述路径信号发射装置发出的路径信号。
28.在本发明实施例提供的自动绑扎系统中,自动绑扎机通过检测所述运行平台上的路径信号发射装置发出的路径信号确定运动路径,并根据运动路径运动。通过自动绑扎机在运动路径上运动实现利用纸带对变压器一次线圈和二次线圈之间绝缘纸板的自动绑扎,从而提高了纸带绑扎的效率,降低了生产成本。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明实施例中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
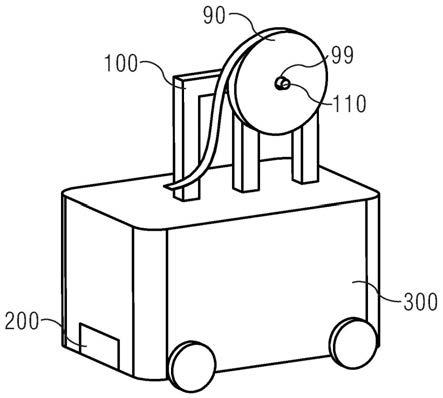
30.图1为本发明的实施例提供的自动绑扎机的示意性立体图;
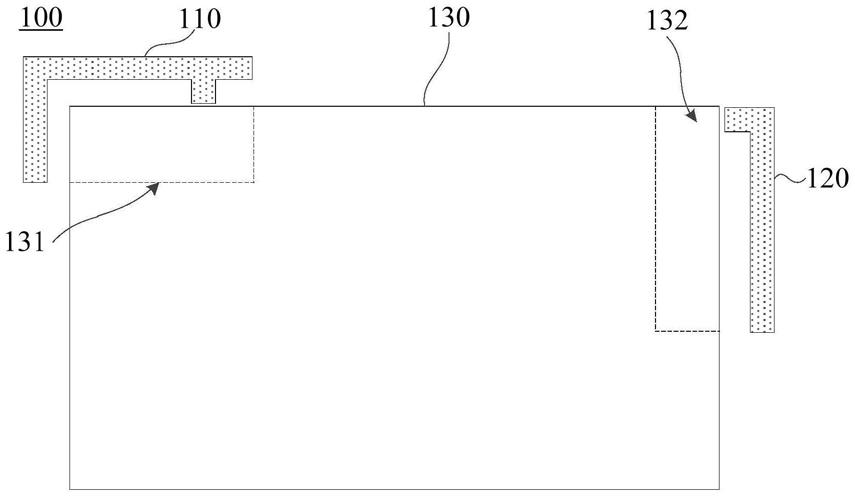
31.图2为本发明的实施例提供的自动绑扎机的控制器的示意性结构图;
32.图3为本发明的实施例提供的自动绑扎机的控制器和运动机构的示意性结构图;
33.图4为本发明的实施例提供的自动绑扎机的控制器和运动机构的示意性结构图;
34.图5为本发明的实施例提供的自动绑扎机的示意性立体图;
35.图6为本发明的实施例提供的自动绑扎机的涂胶装置的示意性立体图;
36.图7为本发明的实施例提供的自动绑扎机的示意性立体图。
37.附图标记列表:
38.90:纸带盘;99:第一中心孔;
39.100:支撑机构;110:纸带轴;
40.200:控制器;210:磁传感器;220:处理器;
41.300:运动机构;310:电机;311:转向电机;312:动力电机;320:连接件;321:转向连接件;322:传动连接件;330:车轮;
42.400:涂胶装置;410:电磁阀;420:连接杆;430:滚子;440:胶盒;
43.500:导向装置;520:导向轮;521:第二中心孔;
44.600:调整轮以及700延伸臂。
具体实施方式
45.为了使本领域的人员更好地理解本发明实施例中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明实施例一部分实施例,而不是全部的实施例。基于本发明实施例中的实施例,本领域普通技术人员所获得的所有其他实施例,都应当属于本发明实施例保护的范围。
46.如图1
‑
2所示,本发明实施例提供了一种自动绑扎机,用于利用纸带绑扎变压器一
次线圈和二次线圈间的绝缘纸板,纸带形成具有第一中心孔99的纸带盘90,自动绑扎机包括:支撑机构100,控制器200,以及运动机构300。其中,支撑机构包括纸带轴110,纸带轴110穿过第一中心孔99,并和第一中心孔99间隙配合,使得纸带盘90在自动绑扎机运动时绕纸带轴110转动;控制器200包括传感器210和处理器220,传感器210用于检测自动绑扎机的运行平台上的路径信号,处理器220用于根据路径信号确定运动路径、根据运动路径生成控制信号并发送控制信号;运动机构300,用于接收控制信号并根据控制信号运行,从而使自动绑扎机在运动路径上运动。
47.在本发明实施例提供的自动绑扎机中,传感器210检测自动绑扎机的运行平台上的路径信号,处理器220根据路径信号确定运动路径、根据运动路径生成控制信号并发送控制信号;运动机构接收控制信号并根据控制信号运行,从而使自动绑扎机在运动路径上运动,进而实现用支撑机构100上的纸带对绝缘纸板的绑扎。因而通过自动绑扎机中控制器200和运动机构300的设置方式,使得自动绑扎机实现利用纸带对变压器一次线圈和二次线圈之间绝缘纸板的自动绑扎,从而提高了纸带绑扎的效率,降低了生产成本。
48.在本发明的另一种实现方式中,传感器210为磁传感器,磁传感器检测自动绑扎机的运行平台上铺设的磁条发出的路径信号。
49.在这种实现方式中,通过磁传感器检测运动平台上的磁条发出的路径信号。磁条和磁传感器的检测方式稳定可靠,而且准确率高,进而使得控制器能够稳定准确地获取自动绑扎机的路径信号。
50.实际中,自动绑扎机的运行平台上铺设的可以是磁条,也可以是磁钉。磁传感器可以通过识别磁铁和磁钉的铺设路径来确定自动绑扎机的运动路径。
51.更进一步的,控制器中的磁传感器也可以替换成光学传感器,相应的,自动绑扎机的运行平台上铺设的不再是磁条,而是例如二维码等光学标志。自动绑扎机的的运行平台也可以安装位置精确的激光反射板,控制器通过激光扫描器发射激光束,同时采集由反射板反射的激光束,来确定其当前的位置和运行路径。
52.如图3所示,在本发明的另一种实现方式中,运动机构300包括电机310、连接件320和车轮330;电机310通过连接件320和车轮330连接,电机310根据控制信号驱动车轮330运动,从而使自动绑扎机在运动路径上运动。
53.在这种实现方式中,电机310通过连接件320和车轮330连接,并根据控制信号驱动车轮330运动,从而使自动绑扎机在运动路径上运动。因而,运动机构结构简单可靠,而且控制器对运动机构的控制也容易实现。
54.如图4所示,进一步的,电机310包括转向电机311和动力电机312,连接件320包括转向连接件321和传动连接件322;转向电机311通过转向连接件321和车轮330连接,动力电机312通过传动连接件322和车轮330连接;转向电机311和动力电机312根据控制信号驱动车轮330转向和转动。
55.在这种实现方式中,运动机构300的转向电机311通过转向连接件321和车轮330连接,动力电机312通过传动连接件322和车轮330连接,转向电机311和动力电机312根据控制信号驱动车轮330转向和转动。控制机构200对运动机构300的控制更细致准确,进而自动绑扎机的运动也更准确。
56.如图5
‑
6所示,在本发明的另一中实现方式中,自动绑扎机还包括涂胶装置400,纸
带穿过涂胶装置400,涂胶装置400用于在纸带上涂胶。
57.在这种实现方式中,自动绑扎机可以对纸带涂胶,提高对绝缘纸板的绑扎效果。
58.进一步的,涂胶装置400包括:电磁阀410、连接杆420、滚子430和胶盒440;连接杆420的一端和电磁阀410连接,另一端和滚子430连接;胶盒440盛放有胶水;其中,纸带从滚子430和胶盒440之间穿过,电磁阀410吸合时通过连接杆420带动滚子430向下移动并将纸带压入胶盒440。
59.在这种实现方式中,涂胶装置400中的电磁阀410吸合时通过连接杆420带动滚子430向下移动并将纸带压入胶盒440,完成对纸带的涂胶,这种涂胶方式简单可靠,容易实现。
60.进一步的,控制器200通过控制电磁阀410的吸合时间和吸合间隔来控制涂胶装置400的涂胶量和涂胶间隔。
61.在这种实现方式中,通过控制器200控制电磁阀410的吸合时间和吸合间隔来控制涂胶量和涂胶间隔,提高了涂胶效果,进而也提高了绑扎效果。
62.在本发明的另一中实现方式中,自动绑扎机还包括张紧装置,用于张紧从纸带盘引出的纸带。
63.在这种实现方式中,张紧装置将纸带张紧,张紧纸带有利于对纸带涂胶,也使得自动绑扎机利用纸带对绝缘纸板的绑扎更牢靠。
64.进一步的,张紧装置包括扭转弹簧,纸带轴110穿过扭转弹簧,扭转弹簧的一端固定于纸带轴110,另一端固定于纸带盘99,使得纸带盘99转动时转动扭转弹簧。
65.在这种实现方式中,通过扭转弹簧实现对纸带的张紧,结构简单,张紧效果好。
66.如图5所示,在本发明的另一中实现方式中,自动绑扎机还包括导向装置500,用于调整纸带离开自动绑扎机时的角度。
67.在这种实现方式中,导向装置500调整纸带离开绑扎机时的角度,提高了纸带绑扎的效果。
68.进一步的,导向装置包括固定轴510和具有第二中心孔521的导向轮520,固定轴510和一次线圈的轴线方向相同,固定轴510穿过第二中心孔520并和第二中心孔521间隙配合,使得纸带从导向轮520经过时带动导向轮520转动,并被调整为和一次线圈的轴线方向相同。
69.在这种实现方式中,导向装置500的结构简单,对纸带角度的调整效果好。
70.如图7所示,在本发明的另一中实现方式中,自动绑扎机可以包括多个调整轮600,纸带从纸带盘引出后从这些调整轮600之间穿过,这些调整轮600可以进调整纸带的张紧和角度,使纸带不易被折弯。值得注意的是,图7中调整轮600都位于自动绑扎机的支撑机构和点胶机构之间,然而实际上,调整轮600也可以设置在自动绑扎机的其他位置,比如点胶装置和导向装置之间。
71.另外,导向装置500也可以是多个。如图7所示,自动绑扎机还包括一个延伸臂700,延伸臂700位于绑扎机外侧的一端设置有一个导向装置,从而进一步调整纸带的位置和角度,保证纸带绑扎的效果。
72.本发明的实施例还提供了一种自动绑扎系统,包括上述任意一种自动绑扎机和自动绑扎机的运行平台,运行平台包括围绕变压器设置的路径信号发射装置,自动绑扎机的
传感器检测路径信号发射装置发出的路径信号。
73.在本发明实施例提供的自动绑扎系统中,自动绑扎机通过检测运行平台上的路径信号发射装置发出的路径信号确定运动路径,并根据运动路径运动。通过自动绑扎机在运动路径上运动实现利用纸带对变压器一次线圈和二次线圈之间绝缘纸板的自动绑扎,从而提高了纸带绑扎的效率,降低了生产成本。
74.可选的,自动绑扎机的运行平台可以升降,使得自动绑扎机在其运动路径上运动的同时改变高度,从而实现对变压器一次线圈和二次线圈之间绝缘纸板从顶端到底端,或从底端到顶端进行自动绑扎。进一步提高纸带绑扎的效率。
75.以上实施例和实施例仅仅是对本发明可行的实施例的具体说明,不应作为对本发明保护范围的限制。凡属本发明技术方案思想而做出的等效或变更方案均包含于本发明的保护范围之内,例如特征的分割、重组等。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。