将中空滚筒组装在另外的滚筒上或从另外的滚筒移除中空滚筒的方法和组装辅助件
1.本发明涉及一种将中空滚筒组装在另外的滚筒上和从另外的滚筒移除中空滚筒的方法,其中中空滚筒包括圆柱形主体,在圆柱形主体中,用于形成气垫的开口布置在壳体的第一部分内,壳体的第二部分被设计成不透气,其中壳体的第一部分中的开口连接到至少一个气体供给部,气体供给部连接到圆柱形主体的内侧上的至少一个气体入口,并且其中另外的滚筒在壳体上具有开口,并且气体可以经由内部气体供应部通过所述开口被供给,其中提供了用于组装中空滚筒和另外的滚筒的方法,且将中空滚筒推到另外的滚筒上,并且提供了用于移除其中将中空滚筒放置在另外的滚筒上的装置的方法,并将中空滚筒拉出。
现有技术
2.柔版印刷是一种高压方法,在这种方法中,低粘度的印刷墨从印刷模具的升高区域转移到基材上。柔版印刷的显著特点是使用柔性印刷模具,允许印刷许多基材(纸、卡片、膜)。除了胶版印刷和凹版印刷外,柔版印刷是包装行业使用的主要印刷方法之一。
3.对于柔版印刷机,多滚筒印刷机和中心滚筒印刷机之间是有区别的。在中心滚筒印刷机的情况下,各个印刷单元围绕中心滚筒布置,基材卷(substrate web)穿过该中心滚筒。在多滚筒印刷机的情况下,各个印刷单元一个接一个地布置。印刷单元由印版滚筒、用于给印刷模具上墨的网纹辊和用于将印刷墨从其转移到网纹辊的墨槽组成。在最简单的情况下,印版滚筒由钢辊组成,柔版印刷模具胶合到钢辊上。
4.柔版印刷与其他印刷方法相比的一个主要优势是其版式的可变性。通过用不同直径的钢滚筒作为印版滚筒,可以印刷不同的版式。技术人员提及所谓的重复长度。重复长度对应于印版滚筒一整圈的印刷长度。更换重型钢滚筒当然很费时。因此,现在提供了柔版印刷机,在柔版印刷机上可以使用适配器套筒更容易地调整重复长度。适配器套筒被推到钢滚筒上。标准适配器套筒的壁厚范围为从7mm到300mm。然后将其上放置有通常预组装的印刷模具的印刷套筒推到适配器套筒上。适配器套筒和印刷套筒现在一般也称为套筒。套筒由塑料制成。它们比同等的钢滚筒轻得多,因此可以在印刷机中更容易地更换。
5.套筒的结构通常如下(由内而外):
6.在一薄层gfrp(玻璃纤维增强塑料)材料上,有一薄的可压缩层,该层又被第二薄层gfrp材料覆盖。这种复合层使套筒能够通过压缩空气扩张,在下文被称为gfrp基底套筒。gfrp基底套筒的厚度通常在1mm和4mm之间。厚度在几mm和几cm之间的聚氨酯泡沫层施加到gfrp基底套筒。此层用于建立层厚度或达到所需的重复长度。然后通常在聚氨酯泡沫层上有另一个薄的gfrp层或薄的顶层,以确保套筒的机械和化学稳定性。
7.为了确保适配器套筒可以很容易地被推上,印版滚筒有通气孔,压缩空气从通气孔中逸出。由于压缩空气,气垫被建立,通过该气垫,适配器套筒的内径被扩张,并且适配器套筒被引导到印版滚筒上。当停止供气时,适配器套筒被夹在印版滚筒上,并牢固地固定在那里的适当位置。
8.从ep 3 243 660 a1中已知一种包括圆柱形主体的具有部分透气表面的滚筒。圆柱形主体的壳体的第一部分被设计成多孔和透气,圆柱形主体的壳体的第二部分被设计成不透气。壳体的多孔、透气的第一部分连接到至少一个气体供给部,并且壳体上的第一部分包括总壳体的至少0.1%且不超过50%。此外,还描述了一种用于产生其中中空滚筒布置在滚筒上的装置的方法。在该方法中,气体被施加到滚筒,从而形成气垫,并且中空滚筒被推到滚筒上。一旦中空滚筒定位在滚筒上,气体供应再次终止。
9.使印刷套筒可以拉到适配器套筒上,适配器套筒还具有空气管道系统。在现有技术中已知其中压缩空气直接来自印版滚筒的适配器套筒。这种装置被描述为桥接系统。适配器套筒具有从适配器套筒的内侧延伸到适配器套筒的外侧的空气管道,使得从印版滚筒逸出的压缩空气也可以在适配器套筒上形成气垫。
10.根据ep 1 263 592 b1已知一种基于桥接系统的适配器套筒。该适配器套筒包括中空的圆柱形管,该管可被拉到印刷滚筒上。适配器套筒具有从内侧向外径向延伸并最终在表面上形成开口的管道。
11.这种布置的缺点是,由于压缩空气通过适配器套筒的管道和开口逸出,在基于桥接系统的适配器套筒和印版滚筒之间的气垫被削弱。这使得更难将这种适配器套筒推到印版滚筒上或从印版滚筒移除。
12.在适配器套筒(airo系统)的前侧之一上具有单独的空气连接部的适配器套筒也是已知的现有技术。在airo系统中,压缩空气在适配器套筒的前侧进入,然后通过空气管道或压缩空气软管前进到适配器的表面。然而,除了用于印版滚筒的压缩空气连接部之外,还需要用于此的第二压缩空气连接部。
13.因此,需要一种方法和装置,特别是其使基于桥接系统的适配器套筒更容易拉到印版滚筒上。
14.本发明的公开内容
15.提出了一种用于将中空滚筒组装在另外的滚筒上或用于从另外的滚筒上移除中空滚筒的方法,其中中空滚筒包括圆柱形主体,其中用于形成气垫的开口位于壳体的第一部分中,并且壳体的第二部分被设计成不透气或具有用于形成气垫的开口,与第一部分相比,该开口的数量和/或尺寸减少,其中壳体的第一部分中的开口连接到至少一个气体供给部,该气体供给部连接到圆柱形主体的内侧上的至少一个气体入口,并且其中,另外的滚筒在壳体上具有开口,并且气体可以经由内部气体供应部通过该开口被供给。
16.对于组装,该方法包括第一步骤a):提供中空滚筒。在该方法的后续步骤b)中,将密封件施加到中空滚筒的壳体的第一部分,以防止或至少减少气体从壳体的第一部分逸出。在随后的步骤c)中,提供另外的滚筒,并且在接下来的步骤d)中,将气体施加到该另外的滚筒,使得气体从该另外的滚筒的开口中逸出。在下一个步骤e)中,中空滚筒被推到该另外的滚筒上。作为一种选择,密封件可以在进一步的步骤f)中从中空滚筒中移除。
17.如果然后要组装印刷模具(比如印刷套筒),优选的是移除密封件,然后拉上印刷模具或印刷套筒,其中气体再次被施加到另外的滚筒。一旦印刷模具或印刷套筒已经组装好,就可以停止气体的施加。在另一方面,如果意图不是将印刷模具或印刷套筒直接组装在另外的滚筒上,则可以停止气体的施加,其中密封件作为一种形式的保护留在中空滚筒上。
18.对于移除,该方法包括第一步骤g):提供一种装置,在该装置中中空滚筒放置在另
外的滚筒上。在随后的步骤h)中,将密封件施加到中空滚筒的壳体的第一部分,以防止或至少减少气体从壳体的第一部分逸出。在随后的步骤i)中,气体被施加到另外的滚筒中,使得气体从开口中逸出,并且在下一步骤j)中,中空滚筒然后从另外的滚筒中移除。在此之后,密封件可以保留在中空滚筒上,或者在可选的进一步的步骤k)中再次从中空滚筒移除。最后,可以停止向另外的滚筒施加气体。
19.如果密封件留在中空滚筒上,则该密封件优选用作保护罩,以防止污染物如灰尘进入壳体中的开口。这对于中空滚筒的长时间储存特别有利。此外,密封件用作抵御机械影响的一种形式的保护并防止损坏。
20.中空滚筒包括圆柱形主体,该圆柱形主体优选地与现有技术中已知的适配器套筒的主体大部分相同。圆柱形主体包括管状模具或中空圆形滚筒的模具,并且从内侧向外看,优选地包括可扩张的基底套筒、泡沫层和顶层。特别地,基底套筒、泡沫层和顶层与现有技术的适配器套筒大部分相同。泡沫层优选使用聚氨酯泡沫。壳体的第一部分设置有用于形成气垫的开口,圆柱形主体的壳体的第二部分被设计成不透气或具有用于形成气垫的开口,与第一部分相比,该开口的数量和/或尺寸减少。
21.中空滚筒的至少一个气体入口被设计为例如开口,当中空滚筒被拉到另外的滚筒上时,该开口位于另外的滚筒的开口之上。气体供给部可包括管道和/或管,该管道和/或管布置在中空滚筒的圆柱形主体中,以便将至少一个气体入口连接到壳体中的开口。至少一个气体入口通过径向设计的凹槽连接到例如中空滚筒的气体供给部的空气管道,从而经由另外的滚筒供应的气体到达壳体的第一部分。
22.中空滚筒优选地设计为基于桥接系统的适配器套筒。另外的滚筒优选为印版滚筒。
23.当根据步骤e)将中空滚筒推到另外的滚筒上或根据步骤j)将中空滚筒移除时,从另外的滚筒中的开口逸出的气体形成气垫,该气垫使中空滚筒更容易在另外的滚筒上滑动,并且优选地也使中空滚筒扩张。通过为中空滚筒的开口提供密封件,当中空滚筒被拉到另外的滚筒上时,可以逸出更少的空气,从而防止该气垫被削弱。
24.另外的滚筒的壳体也优选地分为第一部分和第二部分,其中开口位于壳体的第一部分中,并且壳体的第二部分被设计成是不透气的或具有用于形成气垫的开口,与第一部分相比,该开口的数量和/或尺寸减小。
25.如果中空滚筒和/或另外的滚筒的第二部分未设计成完全不透气,则第二部分优选具有至多5个开口,开口具有至多2mm的直径。这些是空气也从其中流动的开口。这些开口类似地也优选地连接到第二部分中的气体供给部。在较长的适配器或长的另外的滚筒的情况下,前部区段中的空气不足以维持直到适配器/滚筒的端部的气垫。
26.另外的滚筒的壳体中的开口和/或中空滚筒的壳体中的开口优选地设计为与气体供给部连接的通气孔或多孔区段。如果第二部分也具有开口,则这些开口优选地设计为通气孔,但也可以设想具有各个多孔区段的设计。
27.为了将壳体的一部分设计为多孔和透气的,可以使用微孔材料或单位表面积具有高比例开口的材料。这种材料可以具有筛眼状、筛网状、片状或狭槽状开口。
28.具有高比例开口的材料被理解为指每500mm2表面积具有至少一个开口的材料。具有高比例开口的材料优选每200mm2表面积具有至少一个开口。开口的直径范围为0.1mm至
1.5mm,开口的数目大于8个,优选大于10个,特别优选大于12个。开口可围绕圆周均匀地或不均匀地分布,并可布置成一行或多行。
29.具有形成壳体的多孔部分的高比例开口的材料的外表面例如具有0.3%至90%范围内的单位表面积开口比例。壳的多孔部分的表面优选具有10%和90%之间的单位表面积开口比例。15%至80%范围内的单位表面积开口比例是特别优选的,20%至60%范围内的单位表面积开口比例是更特别优选的。例如,单位表面积开口的比例的范围从0.3%到50%。开口被设计成连续的或分支的开口或管道,并连接到气体供给部。开口的直径或管道或狭槽的宽度的范围为100μm至5mm,优选地范围为500μm至2mm。气体具体是以压缩空气的形式被供给到滚筒的空气。
30.微孔材料被理解为指其中孔隙占材料的体积份额在1%和50%之间,特别优选在5%和40%之间,甚至更优选在10%和30%之间的材料。百分比数字是基于孔隙在整个多孔材料体积中的份额。孔径范围为1μm至500μm,优选2μm至300μm,优选5μm至100μm,更优选10μm至50μm。孔隙优选均匀地分布在微孔材料的体积上。此类材料的示例包括具有开口小室的发泡材料或烧结多孔材料。
31.例如,渗透率根据is04022:1987确定,其中流过多孔材料后的压力损失是在恒定压力和温度下,以指定的过滤表面积在指定的体积流率下测量的,对于层流,指定了流动系数α,对于湍流,指定了流动系数β。根据本发明的多孔材料优选具有大于0.01*10-12
m2的α值和大于0.01*10-7
m的β值。多孔材料特别优选具有大于0.05*10-12
m2的α值和大于0.1*10-7
m的β值。
32.包含开口的壳体的第一部分优选地分成单个区段或多个区段。包含开口的区段优选地设计为绕整个圆周延伸的环,或者包含开口的区段包括多个部分区段,这些部分区段被设计和布置为绕整个圆周延伸的断环的形式。环的宽度优选为1cm至20cm的范围,特别优选为5cm至15cm的范围。
33.可选择地,或者另外,至少一个具有开口的区段可以以轴向延伸的条带的形式提供。
34.根据该方法的步骤d)或步骤i)可使用任何气体作为施加到另外的滚筒的气体,但优选使用压缩空气。在某些情况下,使用惰性气体(如氮气、氩气、氦气或co2)来避免火灾或爆炸,或防止或减少产品或部件的不良反应(例如氧化)可能是明智的。这些气体大多在压力下使用,以便能够产生适当的气垫,且压力从1巴到30巴变化,优选从4巴到8巴变化,这取决于应用。
35.当根据该方法的步骤b)或h)施加密封件时,优选使不透气材料与壳体的第一部分紧密接触。在该过程中,不透气材料优选地应用于壳体的第一部分,使得壳体的所述部分被完全覆盖。
36.不透气材料优选是柔性的。不透气材料特别优选地以膜的形式提供。
37.膜优选为塑料膜或金属箔。合适的塑料膜例如由选自以下组的塑料制成:聚烯烃、聚(甲基)丙烯酸酯、聚酰胺、聚氨酯、聚酰亚胺、聚氯乙烯(pvc)、聚苯乙烯(ps)、聚酯和聚碳酸酯(pc)。合适的聚烯烃特别包括高密度和低密度聚乙烯(pe)和聚丙烯(pp)。合适的聚酯特别包括聚对苯二甲酸乙二醇酯(pet)。合适的金属箔包括,例如,铝箔、弹簧钢和镍带。
38.此外,不透气材料可以是弹性体膜,例如,该弹性体膜可以由天然橡胶(nr)、丁腈
橡胶(nbr)、苯乙烯-丁二烯-苯乙烯/苯乙烯-异戊二烯-苯乙烯(sbs、sis)橡胶、聚氯丁二烯(cr)、三元乙丙(epdm)橡胶或它们的组合制成。
39.膜也可以是两种或更多种上述塑料的复合物或混合物,并用由玻璃、碳或金属制成的纤维材料增强。
40.不透气材料优选地通过粘合粘附到壳体的第一部分。为此,特别优选使用粘附到另外的滚筒表面而不使用粘合剂的粘合膜。例如,可以使用包括聚乙烯、聚丙烯、聚酯或聚氨酯的粘合膜。除了粘合结合之外,钩环紧固件也可用于固定膜和/或条带。
41.此外,也可以使用涂有粘合剂的膜,特别是塑料膜,作为不透气材料。特别是,含有上述塑料的标准粘合条带适用于此。
42.柔性材料优选地设计成条带形式,并在步骤b)或h)中绕中空滚筒缠绕,使得至少中空滚筒的壳体的第一部分被覆盖。特别地,由上述塑料制成的塑料膜或弹性体膜可以以材料条带的形式使用。该膜可任选地用粘合剂和/或钩环紧固件固定就位。
43.设计成条带形式的柔性材料的宽度优选为10mm至250mm的范围,特别优选为20mm至150mm的范围,甚至更特别优选为25mm至75mm的范围。
44.可选择地,柔性不透气材料优选地设计成管状形式,并且在步骤b)或h)中被拉到至少中空滚筒的壳体的第一部分上,从而覆盖至少中空滚筒的壳体的第一部分。特别地,可以使用由上述塑料制成的管状塑料膜或弹性体膜。在这里,弹性体管或可收缩塑料管是特别优选的。
45.为管状柔性材料选择的内径,特别是为弹性体管选择的内径,与另外的滚筒的外径相同尺寸或略小于该外径,从而当管放置在另外的滚筒上并很好地粘附到另外的滚筒时,管是延伸的。例如,选择比外径小1mm至5mm的内径。
46.可选择地,特别是对于可收缩塑料管,管状柔性材料的内径优选被选择成与另外的滚筒的外径相同或稍大。例如,选择比外径大1mm至5mm的内径。适用于可收缩塑料管的塑料材料的示例包括低密度聚乙烯(pe)或聚丙烯(pp)。
47.如果使用可收缩塑料管,则优选在第一部分步骤中将其推到中空滚筒的壳体上,然后在第二部分步骤中例如通过引入热量使其收缩配合。
48.在该方法的步骤b)或h)中,优选地将组装辅助件推到至少中空滚筒的壳体的第一部分上,其中,组装辅助件设计为套筒形式,并包括不透气的套筒主体,其中,套筒主体的内径比中空滚筒的外径小至多5%、优选地至多3%、特别优选地至多0.2%、套筒主体的内径等于中空滚筒的外径、套筒主体的内径比中空滚筒的外径大至多5%、优选地至多3%、特别优选地至多0.2%,并且其中组装辅助件优选地具有机械止动件,机械止动件限制组装辅助件可以推到另外的滚筒上的距离。如果中空滚筒的内径大于外径,则应优选选择大不大于5%、特别优选不大于3%、特别优选不大于1%的内径。
49.机械止动件可以设计为布置在套筒主体内的止动件,也可以设计为布置在套筒主体的外侧上的止动件。在这两种情况下,机械止动件可以被设计成边缘,该边缘朝向套筒主体的中心突出超过套筒主体的内径,并且因此该机械止动件机械地限制了组装辅助件可以被推到另外的滚筒上的距离。
50.例如,机械止动件可以被设计为环或一个或更多个环段,其连接到套筒主体的内侧并因此被设计为内部止动件,或者它可以被紧固到套筒主体的前侧并因此被设计为外部
止动件。
51.此外,机械止动件可以设计成盘,其完全或部分地密封套筒主体的前侧。这再次机械地限制了组装辅助件可以推到另外的滚筒上的距离。例如,在盘仅形成部分密封的情况下,盘具有至少一个开口。
52.组装辅助件的套筒主体优选地在其内侧上具有至少一个密封环,其中密封环将组装辅助件密封在中空滚筒的壳体上。与机械止动件不同的是,密封件不会阻止组装辅助件被推到另外的滚筒上。
53.除了中空滚筒的壳体的第一部分之外,套筒主体还优选地覆盖中空滚筒的壳体的第二部分的至少一部分。壳体的第二部分的被覆盖部分优选是壳体的第一部分的1至10,000倍,特别优选是5至5000倍,甚至更特别优选是10至1000倍。
54.本发明的另外的目的是提供一种组装辅助件,其被布置为与这里描述的方法之一一起使用。
55.因此,提出了一种用于在这里描述的方法之一的用于将中空滚筒组装在另外的滚筒上或从另外的滚筒移除的组装辅助件。组装辅助件设计为套筒形式,并包括不透气的套筒主体,其中套筒主体的内径比中空滚筒的外径小至多5%、优选地至多3%、特别优选地至多0.2%、等于中空滚筒的外径或比中空滚筒的外径大至多5%、优选地至多3%、特别优选地至多0.2%,并且还包括至少一个机械止动件,该机械止动件限制组装辅助件可被推到另外的滚筒上的距离。
56.机械止动件可以设计为布置在壳体主体内的止动件,也可以设计为布置在套筒主体的外侧上的止动件。在这两种情况下,机械止动件可以被设计成边缘,该边缘向套筒主体的中心突出超过套筒主体的内径,从而机械地限制组装辅助件可以被推到另外的滚筒上的距离。例如,机械止动件可以设计为贯穿整个套筒主体或其一部分的销,其中销可以以螺钉、销、板或铆钉的形式存在。
57.例如,机械止动件可以被设计为环或一个或更多个环段,其连接到套筒主体的内部并因此被设计为内部止动件,或者它可以被紧固到套筒主体的前侧并因此被设计为外部止动件。
58.此外,机械止动件可以设计成盘,其完全或部分地密封套筒主体的前侧。这再次机械地限制了组装辅助件可以推到另外的滚筒上的距离。
59.机械止动件可以由非柔性的固体材料制成,或者可选择地可以由弹性的柔性材料制成。机械止动件优选地由弹性材料制成。如果使用弹性、柔性材料,止动件可以首先缓冲安装过程中的冲击。其次,这种由弹性材料制成的止动件可以容易地紧固到套筒主体,例如通过胶合。为此,用于制造止动件的材料可以以条带的形式提供,然后切割成一定尺寸并从内侧胶合到套筒主体。用于机械止动件的弹性材料的合适材料的示例特别包括诸如天然橡胶(nr)、丁腈橡胶(nbr)、聚氯丁二烯(cr)、三元乙丙(epdm)橡胶或其组合的弹性体。丁腈橡胶(nbr)是特别优选的。
60.套筒主体优选地在内侧上具有至少一个密封环,其中密封环将组装辅助件密封在中空滚筒的壳体上。与机械止动件不同的是,密封件不会阻止组装辅助件被推到另外的滚筒上。
61.用于密封环的合适材料的示例包括弹性体,诸如天然橡胶(nr)、丁腈橡胶(nbr)、
聚氯丁二烯(cr)、苯乙烯-丁二烯-苯乙烯/苯乙烯-异戊二烯-苯乙烯(sbs、sis)橡胶、三元乙丙(epdm)橡胶或其组合。
62.组装辅助件的套筒主体优选设计成在一端处开放,并且在另一端处封闭。在封闭端处有机械止动件,其完全或部分地覆盖对应的前侧。
63.套筒主体优选地在内侧上具有至少两个密封环,其被布置成在中空滚筒的壳体上形成密封。例如,提供两个密封环还可以与机械止动件结合,特别是还可以与套筒主体的封闭端结合。
64.该组装辅助件的套筒主体包括至少一个由柔性或刚性材料制成的不透气基底层。
65.基底层的材料优选选自塑料、聚合物复合材料、纤维增强塑料、金属或这些材料中的至少两种的组合。
66.套筒主体优选地还包括可压缩层,该可压缩层可以是基底层、中间层和/或外层。可压缩层优选为外层。
67.可压缩层的材料优选选自以下组:弹性固体材料、弹性泡沫、填充有中空球的材料或这些材料的组合。
68.弹性材料例如选自天然橡胶、硫化橡胶、三元乙丙橡胶、苯乙烯-丁二烯共聚物、苯乙烯-异戊二烯共聚物、聚氨酯、聚醚嵌段酰胺、硅橡胶或其组合。合适的硫化橡胶的一个例子是聚酯聚氨酯橡胶。弹性泡沫例如选自以下组:聚氨酯泡沫、聚酯聚氨酯泡沫、环氧泡沫、硅酮泡沫或这些泡沫的几种组合。
69.可压缩层优选具有范围为0.1mm至30mm的厚度。厚度特别优选范围为0.5mm至10mm,甚至更优选范围为0.7mm至5mm,最优选范围为1mm至3.5mm。
70.所提出的组装辅助件优选地用于将优选地设计为适配器套筒的中空滚筒推到另外的滚筒上和/或从另外的滚筒移除。另外的滚筒优选设计成印版滚筒。
71.本发明的另外的目的是提供一种装置,该装置包括布置在中空滚筒上的根据本发明的组装辅助件。
72.所提出的装置包括中空滚筒和这里描述的组装辅助件之一,其中中空滚筒包括圆柱形主体,在圆柱形主体中,用于形成气垫的开口布置在壳体的第一部分内,并且壳体的第二部分被设计成不透气或具有用于形成气垫的开口,与第一部分相比,该开口的数量和/或尺寸减少,其中壳体的第一部分中的开口连接到至少一个气体供给部,该气体供给部连接到圆柱形主体的内侧上的至少一个气体入口,并且其中组装辅助件布置在中空滚筒上,使得组装辅助件完全覆盖壳体的至少第一部分并密封壳体的第一部分中的开口。
73.中空滚筒优选为适配器滚筒,另外的滚筒优选为印版滚筒。
74.示例:
75.为了确定移除设计为适配器的中空滚筒所需的拉出力,制造了包括适配器和滚筒的装置,其中适配器被推到滚筒上。内径86.06mm且外径114.708mm、具有气体供应部和开口的中空滚筒以适配器的方式被提供。该中空滚筒在其外壳上具有开口,这些开口被设计为表面积为3600mm2和孔隙率为18%的多孔区域,以形成气垫。该中空滚筒连接到spider8力传感器(hottinger baldwin messtechnik gmbh),使得其被压入配合(force-fit)。这种中空滚筒安装在一个碳滚筒(外径86.06mm)上,带有气体供应部和用于形成气垫的开口。碳滚筒具有设计为多孔区域的开口,其中多孔区域具有2700mm2的表面积和18%的孔隙率。一旦
装置组装完毕,测量从碳滚筒上移除适配器所需的拉出力。形成气垫,使更容易移除所述适配器。为了形成气垫,将压缩空气以6.5巴的压力和720升/分的流率施加到碳滚筒。为了放大力传感器的测量信号,将力传感器连接到hbm spider8测量放大器(hottinger baldwin messtechnik gmbh),并且用计算机和catmaneasy 3.2.3.40软件(hottinger baldwin messtechnik gmbh)读出放大信号。在移除适配器期间的最大力是确定的,并从5次测量中计算出平均值。
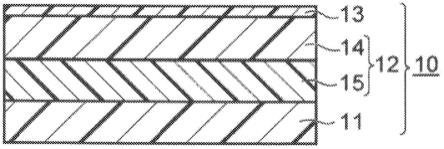
76.这些测试都是在没有组装辅助件和使用了一系列不同的组装辅助件的情况下进行的。使用rotec-tape(rotec)胶带、收缩膜和中空滚筒作为组装辅助件。具有玻璃纤维增强聚酯的1mm厚的内层,聚氨酯泡沫的3mm厚的可压缩层、2mm厚的玻璃纤维增强聚酯层和由填充聚氨酯泡沫制成的7mm厚的外层的中空滚筒具有114.708mm的内径、124mm的外径和5cm的长度。提供了一种由弹性材料制成的内部止动件,其完全包围一侧延伸。丁腈橡胶被用作弹性材料。机械止动件高2mm,宽5mm。按上述方法确定了每个组装辅助件所需的最大拉出力。测试结果在表1中示出。
77.表1:
78.组装辅助件拉出力[kn]空气消耗量防污染保护机械保护无(参考)4.5非常高无无收缩膜5.5低良好低胶带8.1低良好低滚筒1.8非常低优秀高
[0079]
表1显示,使用组装辅助件可以减少拉出力和/或所需的空气量。此外,组装辅助件提供开口保护,防止污染物和机械损坏。
[0080]
附图简述
[0081]
这些附图示出以下:
[0082]
图1a至图1e示出了使用组装辅助件将中空滚筒推到另外的滚筒上,
[0083]
图2示出了使用卷筒纸状柔性材料密封中空滚筒的开口;
[0084]
图3示出了根据第一实施例的组装辅助件的横截面;
[0085]
图4示出了根据第二实施例的组装辅助件的横截面;
[0086]
图5示出了根据第三实施例的组装辅助件的横截面;和
[0087]
图6示出了根据第四实施例的组装辅助件的横截面。
[0088]
图1a至图1e示出了用于将中空滚筒100推到另外的滚筒200上的示意图。
[0089]
图1a示出了具有壳体102的中空滚筒100,壳体102包括第一部分110和第二部分120。壳体102的第一部分110包含用于形成气垫的开口。在另一方面,第二部分120被设计成不透气。中空滚筒100例如是将被推到印版滚筒上的适配器套筒。
[0090]
当这样的中空滚筒100被推到印版滚筒上时,借助于从印版滚筒中的开口逸出的气体形成气垫,该气垫使中空滚筒100更容易在印版滚筒上滑动,并且优选地在此过程中也使中空滚筒100扩张。然而,当气体部分地经由中空滚筒100的壳体102的第一部分110中的开口逸出时,该气垫被削弱,并且将中空滚筒推到印版滚筒上变得更加困难。
[0091]
为了避免或至少减少气体在组装期间从壳体102的第一部分110逸出,提供了组装辅助件400。
[0092]
组装辅助件400设计为套筒主体402,在图1a所示的实施例中,套筒主体402在一端是开放的,参见图3、图4、图5和图6。
[0093]
图1a中所示的箭头指示组装辅助件400被推到中空滚筒100上的方向。
[0094]
在图1b中示出了在其上布置有组装辅助件400的中空滚筒100。在机械上允许的情况下尽可能远地将组装辅助件400推到中空滚筒100上,其中组装辅助件400的套筒主体402的封闭端用作机械止动件并防止组装辅助件进一步推到中空滚筒上。
[0095]
在该位置,组装辅助件400为中空滚筒100的壳体102的第一部分110中的开口形成密封,从而当中空滚筒100被拉到另外的滚筒200上时,较少的空气逸出,见图1c。这防止中空滚筒100和另外的滚筒100之间的气垫被削弱,或者至少减少这种影响。
[0096]
图1c示出了另外的滚筒200,其例如被设计为印版滚筒。另外的滚筒200在其壳体202上具有开口210,在图1c所示的实施例中,开口210靠近另外的滚筒200的一个端部以周向环的形式布置。
[0097]
如图1c中的箭头所指示的,已经关于图1b描述的包括中空滚筒100和组装辅助件400的装置被推到另外的滚筒200上,其中诸如压缩空气的气体被施加到另外的滚筒200。由于压缩空气的施加,空气从开口210逸出,导致气垫形成并使推动包括中空滚筒100和组装辅助件400的装置更容易。组装辅助件400防止压缩空气再次经由中空滚筒100的壳体102的第一部分110直接逸出。
[0098]
图1d示出了包括中空滚筒100和组装辅助件400的装置,该装置处于将其完全推到另外的滚筒200上的状态。
[0099]
图1e示出了从中空滚筒200移除的组装辅助件400。如图1e中的箭头所示,组装件400在相反的方向上再次被移除。可在移除组装辅助件400之前或之后停止向另外的滚筒200施加压缩空气。可选择地,压缩空气首先继续施加到另外的滚筒200,以便完成印刷模具或印刷套筒的组装,其中从中空滚筒100的壳体102的第一部分110逸出的空气产生气垫,该气垫辅助印刷模具或印刷套筒的组装。
[0100]
通过以相反的顺序进行上述步骤,可以从另外的滚筒200移除中空滚筒100。
[0101]
图2示出了在壳体102的第一部分110中的中空滚筒100的开口,该开口使用了卷筒纸状柔性材料300。
[0102]
可以使用卷筒纸状柔性材料300代替组装辅助件400来执行图1a至图1e中所示的步骤。为此,如图2中的箭头所示,卷筒纸状柔性材料300卷绕在中空滚筒100的壳体102的第一部分110周围。卷筒纸状柔性材料300是不透气的,并且设计为例如塑料膜。该塑料膜特别地可以设计为粘附到壳体102(在不使用粘合剂的情况下)的粘合膜。可选择地,塑料膜可以设计成主要包括涂有粘合剂的塑料膜的粘合带。
[0103]
图3示出了组装辅助件400的横截面。在图3所示的第一实施例中,组装辅助件400包括形状像中空滚筒的套筒主体402。套筒主体402至少包括基底层404,并且在另外的实施例中,变型可具有附加层,比如可压缩层。
[0104]
在图3所示的实施例中,套筒主体402在一端处以盘形端面408封闭。端面408构成机械止动件,该机械止动件限制组装辅助件400可被推到中空滚筒100上的距离,见图1a。
[0105]
周向密封环406在另一端处位于套筒主体402内。如果组装辅助件400被推到中空滚筒100上,该密封环406在中空滚筒100的壳体102上形成密封,从而在中空滚筒100的壳体
102和组装辅助件400的套筒主体402之间产生密封空间。因此,从中空滚筒100的壳体102的第一部分110逸出的气体被捕获,并且防止气体逸出,或者至少减少逸出的气体的体积。
[0106]
图4示出了组装辅助件400的第二实施例的横截面。与关于图3描述的第一实施例不同,该实施例具有开放的端部。还示出了可相互独立使用的止动件407a和407b。插入的端到端(end-to-end)的止动件407a设计成穿透套筒主体的销的形式。插入的止动件407b设计成结合到套筒主体中的销的形式。
[0107]
根据应用,可以组合机械止动件的不同实施例变型,或者可以统一设计所有止动件。
[0108]
图5示出了组装辅助件400的第三实施例的横截面。与关于图3描述的第一实施例不同,两个密封环406彼此相隔一段距离布置在组装辅助件400的套筒主体402内。两个密封环406之间的距离和它们的布置被选择为使得当组装辅助件400被完全推到中空滚筒100上时,参见图1a,壳体102的第一部分110位于两个密封环406之间。
[0109]
布置位于套筒主体402内的止动件407c以确保组装辅助件400的正确对准。止动件407c优选地是环形的或包括多个环段的断环。止动件407c例如由诸如天然橡胶的柔性材料制成,并从内侧紧固到套筒主体402。
[0110]
图6示出了组装辅助件400的第四实施例的横截面。组装辅助件400的第四实施例与关于图5描述的第三实施例在止动件407d的布置上不同。止动件407d例如通过胶合从外部紧固到套筒主体402的前侧。
[0111]
附图标记列表
[0112]
100 中空滚筒
[0113]
102 中空滚筒的壳体
[0114]
110 第一部分
[0115]
120 不透气的第二部分
[0116]
200 另外的滚筒
[0117]
202 另外的滚筒的壳体
[0118]
210 开口
[0119]
300 柔性材料
[0120]
400 组装辅助件
[0121]
402 套筒主体
[0122]
404 基底层
[0123]
406 密封环
[0124]
407a 作为端到端销的内部止动件
[0125]
407b 作为插入销的内部止动件
[0126]
407c 作为环或环段的内部止动件
[0127]
407d 作为环或环段的外部止动件
[0128]
408 端面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。