1.本公开涉及用于气溶胶生成基质元件中的双重纸包装物。气溶胶生成基质由恰好两个纸包装物层限定以形成气溶胶生成基质元件。
背景技术:
2.气溶胶生成制品是本领域已知的,在所述气溶胶生成制品中,气溶胶生成基质(诸如,含烟草的基质)被加热而不是被燃烧。通常,在这种加热式气溶胶生成制品中,通过将热量从热源传递到物理地分离的气溶胶生成基质或材料来生成气溶胶,所述气溶胶生成基质或材料可定位成与热源接触、在热源的内部、周围或下游。在使用气溶胶生成制品期间,挥发性化合物通过从热源的热传递而从气溶胶生成基质中释放,并夹带在通过气溶胶生成制品抽吸的空气中。当所释放的化合物冷却时,所述化合物冷凝形成气溶胶。
3.用以包裹气溶胶生成基质并且形成气溶胶生成元件的纸可吸收在穿过气溶胶生成制品的主流烟气或气溶胶中发现的气溶胶形成剂、水和其它液体化合物,或纸周围的水分或湿气。所吸收的液体可能污染纸或削弱纸,并且对气溶胶生成制品的外观和结构完整性产生不利地影响。加热式气溶胶生成制品由于这些加热式气溶胶生成制品的气溶胶生成基质中高的气溶胶形成剂水平而特别容易变湿和破损。由于气溶胶组分由包装物吸收,因此加热式气溶胶生成制品特别容易膨胀,从而导致难以从加热装置中移除。
4.电阻性加热叶片可插入到气溶胶生成基质中以加热气溶胶生成基质,并且从气溶胶生成基质释放挥发性化合物。电阻性加热叶片可在气溶胶生成基质内提供可沿着气溶胶生成基质的中心轴线定位的局部热源。位于周边或与纸包装物的介面周围的气溶胶生成基质可能没有由居中的定位的电阻性加热叶片充分加热,从而导致气溶胶生成元件内的未使用的气溶胶生成基质。
5.期望提供一种视觉上和机械上稳定的气溶胶生成基质元件,其具体用于含有高水平的液体或气溶胶形成剂的加热不燃烧气溶胶生成基质。还期望这种厚纸层不会影响由气溶胶生成基质元件生成的气溶胶的味道。
6.期望提供减少气溶胶生成元件内的未使用的气溶胶生成基质的量的气溶胶生成基质元件。
7.期望此包装物如果靠近加热元件也不容易燃烧,并且不会负面影响加热不燃烧的气溶胶生成基质的加热。
8.本发明的目的可以是至少部分地解决上文提及的期望技术益处中的一个或多个。
技术实现要素:
9.根据本公开,提供了一种气溶胶生成基质元件,其包括圆柱形气溶胶生成基质和限定气溶胶形成基质的第一纸包装物和第二纸包装物。第一纸包装物和第二纸包装物具有在约60微米到约200微米的范围内的组合厚度。第一纸包装物和第二纸包装物不延伸超出气溶胶生成基质。第一纸包装物自身不重叠,并且第二纸包装物自身不重叠。
10.优选地,气溶胶生成基质元件包括圆柱形气溶胶生成基质和限定气溶胶形成基质的第一纸包装物和第二纸包装物。圆柱形气溶胶生成基质包括按重量计约10%到约30%的甘油。第一纸包装物和第二纸包装物具有在约60微米到约200微米的范围内的组合厚度。第一纸包装物和第二纸包装物不延伸超出气溶胶生成基质。第一纸包装物自身不重叠,并且第二纸包装物自身不重叠。
11.根据本公开,提供了一种气溶胶生成基质元件,其包括圆柱形气溶胶生成基质、第一纸包装物和限定第一纸包装物的第二纸包装物。第一纸包装物包括相对边缘,所述相对边缘彼此邻接以限定气溶胶形成基质并且形成第一接缝线。第二纸包装物包括相对边缘,所述相对边缘彼此邻接以限定第一纸包装物并且形成第二接缝线。第一接缝线从第二接缝线偏移。第一纸包装物和第二纸包装物不延伸超出气溶胶生成基质。
12.优选地,第一接缝线从第二接缝线偏移气溶胶生成基质的圆周的至少约5%,或至少约10%,或至少约15%。
13.优选地,气溶胶生成基质在围绕气溶胶生成基质的圆周的任何点处由不延伸超出气溶胶生成基质的少于三个纸层限定。
14.第一纸包装物和第二纸包装物可具有在约78微米到约160微米的范围内的组合厚度。第一纸包装物和第二纸包装物可具有在约78微米到约140微米的范围内的组合厚度。第一纸包装物和第二纸包装物可具有在约90微米到约140微米的范围内的组合厚度。第一纸包装物和第二纸包装物可具有在约100微米到约140微米的范围内的组合厚度。第一纸包装物和第二纸包装物可具有在约110微米到约140微米的范围内的组合厚度。第一纸包装物和第二纸包装物可具有在约125微米到约140微米的范围内的组合厚度。第一纸包装物和第二纸包装物可具有在约130微米到约140微米的范围内的组合厚度。
15.第一纸包装物和第二纸包装物可具有一致的组合厚度,其在围绕气溶胶生成基质元件的圆周的任何点处相差不超过约30微米,或不超过约20微米,或不超过约10微米,或不超过约5微米。
16.气溶胶生成基质可限定直径在约6.8mm到约7.1mm或约6.8mm到约7.0mm的范围内的基本圆柱形形状。
17.第一纸包装物和第二纸包装物可以具有在约1:120到约1:40范围内的组合厚度与烟草基质直径比率。第一纸包装物和第二纸包装物可以具有在约1:100到约1:50范围内的组合厚度与烟草基质直径比率。第一纸包装物和第二纸包装物可以具有在约1:70到约1:50范围内的组合厚度与烟草基质直径比率。第一纸包装物和第二纸包装物可以具有在约1:60到约1:50范围内的组合厚度与烟草基质直径比率。
18.气溶胶生成基质可以包括均质化烟草材料。均质化烟草材料可包括烟草材料、以干重计约1%到约5%的粘结剂和约5%到约30%的气溶胶形成剂。气溶胶生成基质可以包括优选卷曲的均质化烟草材料的聚集片材。
19.优选地,气溶胶生成基质可以包括均质化烟草材料。均质化烟草材料可包括烟草材料、以干重计约1%到约5%的粘结剂和约10%到约30%的甘油。气溶胶生成基质可以包括优选卷曲的均质化烟草材料的聚集片材。
20.气溶胶生成基质可以包括金属感应加热元件。气溶胶生成基质可以包括多个金属感应加热元件。
21.根据本公开,提供了一种气溶胶生成系统,其包括本文所述的气溶胶生成制品,以及气溶胶生成装置,所述气溶胶生成装置包括配置成加热气溶胶生成基质的加热元件。
22.加热元件可以是构造成插入到气溶胶生成基质中的电阻性加热叶片元件。加热元件可以是感应加热元件,所述感应加热元件配置成感应加热嵌入在气溶胶生成基质内的金属感应加热元件。
23.有利地,包括厚双重包装物的气溶胶生成基质元件可提供视觉上和机械上稳定的气溶胶生成基质元件,具体是用于含有高水平的液体或气溶胶形成剂的加热不燃烧气溶胶生成基质。因此,即使在气溶胶生成基质中包含高的湿润剂水平时,气溶胶生成制品的包装物部分的溶胀、可见污染和物理削弱也可减少。
24.有利地,可以在常规的基质元件形成制造设备上形成包括厚双重包装物的气溶胶生成基质元件。这可以改善气溶胶生成基质元件的可加工性,并且降低制造成本。
25.有利地,包括厚双重包装物的气溶胶生成基质元件可以增加均匀加热和消耗的气溶胶生成基质的量,因此减少未使用的或浪费的气溶胶生成基质材料。
26.有利地,包括厚双重包装物的气溶胶生成基质元件可经由嵌入或插入到气溶胶生成基质中的感应加热元件或电阻性加热元件来利用气溶胶生成基质的内部加热,并且包裹气溶胶生成基质的厚双重包装物不可负面地影响加热不燃烧气溶胶生成基质的加热。
27.当用户向香烟的一个端部施加火焰并通过另一个端部抽吸空气时,常规香烟将被点燃。由火焰和通过香烟抽吸的空气中的氧气提供的局部热使得香烟的端部被点燃,且所形成的燃烧产生可吸入烟气。相反,在加热式气溶胶生成制品中,通过加热例如烟草的香味生成基质来生成气溶胶。已知加热式气溶胶生成制品包含例如电加热式气溶胶生成制品,以及其中通过从可燃燃料元件或热源到物理上独立的气溶胶形成基质的热传递而生成气溶胶的气溶胶生成制品。例如,根据本公开的气溶胶生成制品在气溶胶生成系统中找到特定应用,气溶胶生成系统包括电加热式气溶胶生成装置,该电加热式气溶胶生成装置具有内部加热器叶片,该内部加热器叶片适于插入到气溶胶生成基质的条中。在现有技术中(例如,在欧洲专利申请ep0822670中)描述了这种类型的气溶胶生成制品。
28.如本文所用,术语“气溶胶生成装置”是指包括加热器元件的装置,该加热器元件与气溶胶生成制品的气溶胶生成基质相互作用以生成气溶胶。
29.如本文所用,术语“气溶胶生成系统”是指气溶胶生成装置与气溶胶生成制品的组合。
30.如本文所用,术语“气溶胶生成制品”表示包括被加热以产生可吸入气溶胶并且将其递送给消费者的气溶胶生成基质的制品。
31.术语“气溶胶生成基质元件”在本文中用于表示用纸层包裹以形成气溶胶生成制品的一部分的气溶胶生成基质。
32.术语“气溶胶生成基质”是指能够生成或释放气溶胶的物质。气溶胶生成基质可以是固体、糊剂、凝胶、浆料、液体,或者可以包含固体、糊剂、凝胶、浆料和液体化合物的任何组合。优选地,气溶胶生成基质是固体或凝胶组合物。气溶胶生成基质可以优选地包括尼古丁。
33.术语“烟嘴”在本文中用于指示设计为与消费者的口接触的气溶胶生成制品的一部分。烟嘴可以是气溶胶生成制品的可以包括过滤器的部分,或者在一些情况下,烟嘴可以
由接装包装物的范围限定。
34.术语“上游”和“下游”是指当气溶胶从气溶胶生成基质抽吸并且通过烟嘴时气溶胶生成制品的元件相对于气溶胶的方向描述的相对位置。
35.本发明的气溶胶生成基质元件包括用厚双重包装物包裹的气溶胶生成基质。气溶胶生成基质元件包括气溶胶生成基质和恰好两个纸层,所述纸层限定气溶胶生成基质。
36.气溶胶生成基质元件包括圆柱形气溶胶生成基质元件和限定气溶胶形成基质的第一纸包装物和第二纸包装物。第一纸包装物和第二纸包装物具有在约60微米到约200微米的范围内的组合厚度。第一纸包装物和第二纸包装物不延伸超出气溶胶生成基质。第一纸包装物自身不重叠,并且第二纸包装物自身不重叠。
37.气溶胶生成基质元件包括圆柱形气溶胶生成基质、第一纸包装物和第二纸包装物。第一纸包装物包括相对边缘,所述相对边缘彼此邻接以限定气溶胶形成基质并且形成第一接缝线。第二纸包装物包括相对边缘,所述相对边缘彼此邻接以限定第一纸包装物并且形成第二接缝线。第一接缝线从第二接缝线偏移,并且第一纸包装物和第二纸包装物不延伸超出气溶胶生成基质。
38.优选地,第一接缝线可从第二接缝线偏移气溶胶生成基质的圆周的至少约5%。优选地,第一接缝线可从第二接缝线偏移气溶胶生成基质的圆周的至少约10%。优选地,第一接缝线可从第二接缝线偏移气溶胶生成基质的圆周的至少约15%。
39.接缝线可限定间隙或空隙,所述间隙或空隙的横向尺寸小于10微米,或横向尺寸小于5微米,或横向尺寸小于2微米。优选地,接缝线不限定间隙。优选地,纸层的相对边缘彼此邻接而没有重叠。优选地,纸层的相对边缘彼此接触而没有重叠。
40.优选地,第一接缝线可从第二接缝线偏移气溶胶生成基质的圆周的约5%至约20%的范围内。优选地,第一接缝线可从第二接缝线偏移气溶胶生成基质的圆周的约5%至约15%的范围内。优选地,第一接缝线可从第二接缝线偏移气溶胶生成基质的圆周的约10%至约20%的范围内。
41.第一接缝线可以与第二接缝线平行。第一接缝线可沿着气溶胶生成基质的整个长度延伸。第二接缝线可沿着气溶胶生成基质的整个长度延伸。第一接缝线可沿着气溶胶生成基质的整个长度与第二接缝线平行。
42.气溶胶生成基质可在围绕气溶胶生成基质的圆周的任何点处由不延伸超出气溶胶生成基质的少于三个纸层限定。气溶胶生成基质可在沿气溶胶生成基质的长度的任何点处由不延伸超出气溶胶生成基质的少于三个纸层限定。优选地,气溶胶生成基质在围绕气溶胶生成基质的圆周的任何点处,以及在沿气溶胶生成基质的长度的任何点处,由不延伸超出气溶胶生成基质的少于三个纸层限定。
43.第一纸包装物和第二纸包装物的组合厚度在约60微米到约200微米的范围内。优选地,第一纸包装物和第二纸包装物的组合厚度在约78微米到约160微米的范围内。优选地,第一纸包装物和第二纸包装物的组合厚度在约78微米到约140微米的范围内。优选地,第一纸包装物和第二纸包装物的组合厚度在约90微米到约140微米的范围内。优选地,第一纸包装物和第二纸包装物的组合厚度在约100微米到约140微米的范围内。优选地,第一纸包装物和第二纸包装物的组合厚度在约110微米到约140微米的范围内。优选地,第一纸包装物和第二纸包装物的组合厚度在约125微米到约140微米的范围内。优选地,第一纸包装
物和第二纸包装物的组合厚度在约130微米到约140微米的范围内。
44.第一纸包装物可具有在约25微米到约175微米的范围内的厚度。第一纸包装物可具有在约50微米到约150微米的范围内的厚度。第一纸包装物可具有在约75微米到约125微米的范围内的厚度。第一纸包装物可具有在约100微米到约140微米的范围内的厚度。
45.第二纸包装物可具有在约25微米到约175微米的范围内的厚度。第二纸包装物可具有在约50微米到约150微米的范围内的厚度。第二纸包装物可具有在约75微米到约125微米的范围内的厚度。第二纸包装物可具有在约100微米到约140微米的范围内的厚度。
46.第一纸包装物和第二纸包装物可具有基本上相等的厚度。第一纸包装物可具有比第二纸包装物更大的厚度。第二纸包装物可具有比第一纸包装物更大的厚度。
47.第一纸包装物可以固定到第二纸包装物。第一纸包装物可以粘附到第二纸包装物。第一纸包装物可以用粘合剂材料粘附到第二纸包装物。粘合剂材料可具有在约1微米到约30微米,或约5微米到约25微米,或约10微米到约25微米的范围内的厚度。粘合剂材料可以均匀地施加到第一纸包装物和第二纸包装物。粘合剂材料可以将第一纸包装物与第二纸包装物分离。
48.第一纸包装物和第二纸包装物可具有一致的组合厚度,其在围绕气溶胶生成基质元件的圆周的任何点处相差不超过约30微米。优选地,第一纸包装物和第二纸包装物可具有一致的组合厚度,其在围绕气溶胶生成基质元件的圆周的任何点处相差不超过约20微米。优选地,第一纸包装物和第二纸包装物可具有一致的组合厚度,其在围绕气溶胶生成基质元件的圆周的任何点处相差不超过约10微米。优选地,第一纸包装物和第二纸包装物可具有一致的组合厚度,其在围绕气溶胶生成基质元件的圆周的任何点处相差不超过约5微米。
49.第一纸包装物可以不延伸超出气溶胶生成基质的任一端部。第二纸包装物可以不延伸超出气溶胶生成基质的任一端部。第一纸包装物和第二纸包装物可以不延伸超出气溶胶生成基质的任一端部。
50.气溶胶生成基质元件包括圆柱形气溶胶生成基质、第一纸包装物和第二纸包装物。第一纸包装物包括相对边缘,其彼此邻接以限定气溶胶形成基质并且形成第一接缝线,其中第一纸包装物不重叠或上覆在自身上。第二纸包装物包括相对边缘,其彼此邻接以限定第一纸包装物并且形成第二接缝线,其中第一纸包装物不重叠或上覆在自身上。第一接缝线从第二接缝线偏移,并且第一纸包装物和第二纸包装物不延伸超出气溶胶生成基质。减少纸包装物自身上的上覆或重叠可有助于防止或最小化限定在纸层之间的空隙空间或气穴。
51.第一纸包装物和第二纸包装物可以不延伸超出气溶胶生成基质的端部。优选地,第一纸包装物和第二纸包装物在气溶胶生成基质的端部之间限定气溶胶生成基质的整个长度。优选地,第一纸包装物和第二纸包装物在气溶胶生成基质的端部之间限定气溶胶生成基质的整个长度,并且不延伸超过气溶胶生成基质的一个或两个端部。
52.第一纸包装物和第二纸包装物可限定气溶胶生成基质以限定具有基本上圆柱形形状的气溶胶生成基质元件。气溶胶生成基质可限定直径在约6.8mm到约7.1mm或约6.8mm到约7.0mm的范围内的基本圆柱形形状。气溶胶生成基质元件可限定直径在约7.1mm到约7.3mm,或约7.15mm到约7.25mm的范围内的基本圆柱形形状。
53.第一纸包装物和第二纸包装物具有在约1:120到约1:40,或约1:100到约1:50,或约1:70到约1:50,或约1:60到约1:50的范围内的组合纸厚度与烟草基质直径的比率。常规包裹的烟草基质可具有约1:300的纸厚度与烟草基质直径的比率。
54.第一纸包装物和第二纸包装物具有在约1:100到约1:40,或约1:75到约1:50,或约1:65到约1:50,或约1:60到约1:50的范围内的组合纸厚度与烟草基质元件直径的比率。常规包裹的烟草基质可具有约1:300的纸厚度与烟草基质元件直径的比率。
55.气溶胶生成基质元件优选地包括具有直径在约6.8mm到约7.1mm的范围内的气溶胶生成基质,以及限定气溶胶生成基质的组合纸厚度在约78微米到160微米的范围内的第一纸包装物和第二纸包装物,并且第一纸包装物和第二纸包装物不重叠在自身上。优选地,第一纸包装物和第二纸包装物不延伸超出气溶胶生成基质的端部。优选地,第一纸包装物和第二纸包装物限定气溶胶生成基质的整个长度。
56.气溶胶生成制品可以包括气溶胶生成基质和烟嘴。烟嘴可以包括过滤器。接装包装物可将过滤器连接到气溶胶生成基质。一个或多个中间区段可以分离气溶胶生成基质和烟嘴。
57.接装包装物可以粘附到第一纸包装物或第二纸包装物。优选地,接装纸从烟嘴或过滤器节段延伸到气溶胶生成基质元件。优选地,接装纸从烟嘴或过滤器节段延伸到气溶胶生成基质元件,并且接触并且粘附到第二纸包装物外表面。接装纸优选地仅延伸到气溶胶生成基质元件的下游部分上。接装包装物可上覆气溶胶生成基质元件的下游25%或更少。
58.气溶胶生成基质可以是固体组合物。该组合物可以包含植物基质料。气溶胶生成基质可以包括烟草,并且优选地,烟草含有挥发性烟草香味化合物,该挥发性烟草香味化合物在被加热时从气溶胶生成基质释放。气溶胶生成基质可以包括均质化烟草材料、气溶胶形成剂和粘结剂。
59.尼古丁可以以约0.5重量%到约10重量%的尼古丁,或约0.5重量%到约5重量%尼古丁的范围存在于气溶胶生成基质中。优选地,气溶胶生成基质可以包括约1重量%到约3重量%的尼古丁,或约1.5重量%到约2.5重量%的尼古丁,或约2重量%的尼古丁。
60.气溶胶生成基质可以包括任何适当形式的任何适当类型的烟草材料或烟草代用品。气溶胶生成基质可以包括烟熏烟草、白肋烟草、马里兰烟草、东方烟草、特制烟草、均质化烟草或再造烟草或其任何组合。气溶胶生成基质可以设置成如下形式:烟草切丝填料、烟草叶片、经过加工的烟草材料(诸如体积膨胀或膨化的烟草)、经过加工的烟草梗(诸如经切卷或切屑膨化的烟草梗)、均质化烟草、再造烟草、铸造烟草或其混合物等。术语“烟草切丝填料”在本文中用于指示占优势地由烟叶的叶片部分形成的烟草材料。术语“烟草切丝填料”在本文中用于指示形成烟草切丝填料掺和物的烟草属(nicotiana)的单一物种以及烟草属的两个或更多个物种两者。
61.如本文所用,术语“均质烟草”指通过团聚颗粒烟草形成的材料。均质烟草可包含再造烟草或铸造烟草,或两者的混合物。术语“再造烟草”指可由烟草副产品(例如烟草屑、烟草粉尘、烟梗、或前述的混合物)制成的纸样材料。再造烟草可通过下述进行制备:提取烟草副产品中的可溶性化学品,将剩余烟草纤维加工成片材,并且随后将提取的材料以浓缩形式再应用到片材上。术语“铸造烟草”在本文中用于指由本领域众所周知的方法得到的产
物,其基于将包括磨碎烟草颗粒和粘结剂(例如瓜尔胶)的浆料浇铸到支持表面例如带式输送机上,使浆料干燥且从支持表面取下干燥薄片。用于产生这些类型的气溶胶生成基质的示例性方法在us 5,724,998;us5,584,306;us 4,341,228;us 5,584,306和us 6,216,706中描述。在被包装以形成条之前,可将均质化烟草形成为卷曲、旋绕、折叠或以其他方式压缩的片材。举例来说,使用ch-a-691156中所述类型的卷曲单元可以使用于本发明的均质烟草片材卷曲,所述卷曲单元包括一对可旋转的卷曲辊。然而,应了解用于本发明的均质化烟草材料的片材使用其他合适的机器和工艺可以产生纹理,所述其他合适的机器和工艺使均质化烟草材料的片材变形或穿孔。
62.气溶胶生成制品中使用的气溶胶生成基质通常包括比燃烧式吸烟制品(诸如香烟)更高水平的气溶胶形成剂。保湿剂也可被称为“气溶胶形成剂”。气溶胶形成剂用于描述任何合适的已知化合物或化合物的混合物,在使用中,所述化合物有利于气溶胶形成,并且对在气溶胶生成基质的操作温度下的热降解基本上具有抗性。合适的气溶胶形成剂是本领域已知的,并且包括但不限于:多元醇,诸如丙二醇、三甘醇、1,3-丁二醇、甘油;多元醇的酯,诸如甘油单乙酸酯、甘油二乙酸酯或甘油三乙酸酯;以及一元羧酸、二元羧酸或多元羧酸的脂肪酸酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。优选的气溶胶形成剂是多元醇或其混合物,诸如丙二醇、三甘醇、1,3-丁二醇和最优选的甘油或甘油。气溶胶生成基质可以包括单一气溶胶形成剂。替代地,气溶胶生成基质可以包括两种或多于两种气溶胶形成剂的组合。
63.气溶胶生成基质可以具有高水平的气溶胶形成剂。如本文所用,高水平的气溶胶形成剂是指大于约10重量%、或优选地大于约15重量%、或更优选地大于约20重量%的气溶胶形成剂含量。气溶胶生成基质也可以具有约10重量%到约30重量%、约15重量%到约30重量%,或约20重量%到约30重量%的气溶胶形成剂含量。气溶胶生成基质还可以具有约10重量%到约30重量%、约15重量%到约30重量%,或约20重量%到约30重量%的甘油含量。
64.气溶胶生成基质可以包括至少约1重量%,或至少约2重量%,或至少约5重量%,或至少约7重量%,或至少约10重量%,或至少约12重量%,或至少约15重量%,或至少约18重量%的气溶胶形成剂。气溶胶生成基质可以包括约1重量%到约20重量%,或约5重量%到约20重量%,或约10重量%到约20重量%范围内的气溶胶形成剂。
65.气溶胶生成基质可以包括至少约1重量%,或至少约2重量%,或至少约5重量%,或至少约7重量%,或至少约10重量%,或至少约12重量%,或至少约15重量%,或至少约18重量%的甘油。气溶胶生成基质可以包括约1重量%到约20重量%,或约5重量%到约20重量%,或约10重量%到约20重量%范围内的甘油。
66.优选地,气溶胶生成制品可为大体圆柱体的。这使气溶胶顺利流动。气溶胶生成制品可以具有例如7.1毫米到7.3毫米之间或7.15毫米到7.25毫米的外径。气溶胶生成制品可以具有例如10毫米至60毫米之间、15毫米至50毫米之间或20毫米至45毫米之间的长度。
67.气溶胶生成基质可以包括香料。植物材料提供香料,该香料可以赋予由气溶胶生成制品生成的气溶胶的味道以风味。香料是任何影响气溶胶的感官质量的天然或人造化合物。香料来源的非限制示例包括薄荷(如胡椒薄荷和留兰香)、咖啡、茶、肉桂、丁香、可可、香草、桉树、天竺葵、龙舌兰以及杜松子和其组合。
68.气溶胶生成基质可以包括精油。精油可以提供香料,该香料可以赋予由气溶胶生成制品生成的气溶胶的味道以风味。合适的精油包括但不限于丁子香酚、薄荷油和留兰香油。优选的精油是丁香酚。精油可以以至少约0.1重量%,或至少约0.5重量%,或至少约1重量%的量存在于气溶胶生成基质中。精油可以以约0.1重量%到约10重量%,或约0.1重量%到约5重量%,或约0.5重量%到约2重量%的范围存在于气溶胶生成基质中。
69.气溶胶生成基质可以包括均质化烟草材料。均质化烟草材料可包括烟草材料、以干重计约1%到约5%的粘结剂和约5%到约30%的气溶胶形成剂。气溶胶生成基质可以包括均质化烟草材料。均质化烟草材料可包括烟草材料、以干重计约1%到约5%的粘结剂和约10%到约30%的甘油。
70.用于在本发明的气溶胶生成制品中使用的均质化烟草的片材可通过本领域已知的方法(例如在国际专利申请wo-a-2012/164009a2中公开的方法)来制造。在优选的实施例中,用于气溶胶生成制品中的均质化烟草材料的片材由包含颗粒烟草、瓜尔豆胶、纤维素纤维和甘油的浆料通过浇铸工艺来形成。
71.气溶胶生成基质可以包括优选卷曲的均质化烟草材料的聚集片材。如本文所使用,术语“卷曲”表示片材具有多个基本上平行的隆脊或皱折。优选地,当已经组装了气溶胶生成制品时,大致平行的脊或皱折沿着或平行于气溶胶生成制品的纵向轴线延伸。
72.一种气溶胶生成系统可包括:气溶胶生成制品,所述气溶胶生成制品包括连结到过滤器元件的如本文所述的气溶胶生成基质元件;以及气溶胶生成装置,所述气溶胶生成装置包括配置成加热气溶胶生成基质元件的加热元件。
73.加热元件可以与气溶胶生成装置成一体,并且可消耗的气溶胶生成制品可以可释放地接收在气溶胶生成装置内。
74.加热元件可为可燃热源、化学热源、电热源、散热片或其任意组合。优选地,热源为电热源,优选地成形为可以插入气溶胶形成基质中的叶片的形式。备选地,热源可以配置为围绕气溶胶生成基质,并且因此可以是中空圆柱体的形式或任何其它此类合适的形式。
75.优选地,加热元件配置成直接加热气溶胶生成基质,而不通过第一纸包装物或第二纸包装物将热传递到气溶胶生成基质。
76.气溶胶生成基质可以包括感应加热元件或感受器或多个感应加热元件或感受器。感应加热元件或感受器在存在交变或波动的电磁场的情况下加热。当通过感应加热进行加热时,波动的电磁场通过气溶胶生成制品传递到感应加热元件或感受器,使得感受器或感应加热元件将波动场改变为热能,从而加热气溶胶生成基质。
77.感应加热元件或感受器可以由可以被感应加热到足以从气溶胶生成基质生成气溶胶的温度的任何材料形成。感应加热元件或感受器可以包括金属或碳。优选的感应加热元件或感受器可以包括铁磁性材料,例如铁磁体铁或铁磁性钢或不锈钢。感应加热元件或感受器可以包括铝。感应加热元件或感受器可以由400系列不锈钢形成,所述不锈钢例如410级或420级或430级不锈钢。当定位于具有类似频率和场强值的电磁场内时,不同材料将消耗不同数量的能量。优选地,感应加热元件或感受器被加热到超过250摄氏度的温度。然而,优选地,感应加热元件或感受器被加热小于350摄氏度,以防止与感受器接触的材料燃烧。
78.气溶胶生成基质可以包括金属感应加热元件。金属感应加热元件可以包括多个金
属感应加热元件。金属感应加热元件可以包括金属感应加热环元件。
79.该第一纸包装物可以表现出一定范围的渗透率,包括不可渗透。香烟纸的渗透率通过利用国际标准测试方法iso 2965:2009进行测定,并且结果呈现为立方厘米/分钟/平方厘米,并且被称为“coresta单位”。本文所述的第一纸包装物的渗透率可在约1到约10coresta单位、约5到约20coresta单位或约1到约5coresta单位的范围内。
80.第一纸包装物层可以由任何纤维素材料如纸、木材、纺织品、天然纤维以及人工纤维形成。
81.该第二纸包装物可以表现出一定范围的渗透率,包括不可渗透。香烟纸的渗透率通过利用国际标准测试方法iso 2965:2009进行测定,并且结果呈现为立方厘米/分钟/平方厘米,并且被称为“coresta单位”。本文所述的第二纸包装物的渗透率可在约1到约10coresta单位、约5到约20coresta单位或约1到约5coresta单位的范围内。
82.第二纸包装物层可以由任何纤维素材料如纸、木材、纺织品、天然纤维以及人造纤维形成。
83.第一纸层或第二纸层可包括纸层和金属层的层压物。第一纸层可包括纸层和金属层的层压物。第二纸层可包括纸层和金属层的层压物。第一纸层和第二纸层可包括纸层和金属层的层压物。
84.金属层可以是铝层。第一纸层或第二纸层可包括纸层和铝层的层压物。纸层和铝层的层压物可具有在约78微米到约160微米,或约78微米到约140微米,或约100微米到约140微米,或约125微米到约140微米的范围内的一致厚度。纸层和金属层的层压物可以不延伸超出气溶胶生成基质的端部。
85.在插入气溶胶生成装置之后,气溶胶生成制品的抽吸阻力(rtd)优选地在约80mm wg与约140mm wg之间,更优选地在约100mm wg与约120mm wg之间。
86.如本文所用,抽吸阻力用
‘
mmwg’或
‘
毫米水表’的压力单位表示并且根据iso6565:2002进行测量。气溶胶生成基质的条的抽吸阻力(rtd)优选地在约50mm wg与约80mm wg之间。优选地,对于条的每毫米长度,气溶胶生成基质的条的rtd在约5mm wg与约8mm wg/之间。
87.除非另外说明,否则本文中所使用的所有科学和技术术语均具有所属领域中常用的含义。本文提供的定义是为了便于理解本文频繁使用的某些术语。
88.如本说明书和附随的权利要求书中所用,单数形式“一个”、“一种”和“所述”涵盖具有复数指代的实例,对此内容另有明确规定除外。
89.如本说明书和附随的权利要求书中所用,术语“或”通常以其包括“和/或”的意义上采用,对此内容另有明确规定除外。
90.如本文中所使用,“具有”、“包含”、“包括”等等以其开放的意义使用,并且一般意味着“包含(但不限于)”。应理解,“基本由
……
组成”、“由
……
组成”等归入“包括”等中。
91.单词“优选的”和“优选地”指在某些环境下可提供某些益处的本发明的实例。然而,其它实例在相同或其它环境下也可为优选的。此外,一个或多个优选实例的叙述不暗示其它实例是无用的,并且不预期从包括权利要求的公开内容的范围内排除其它实例。
附图说明
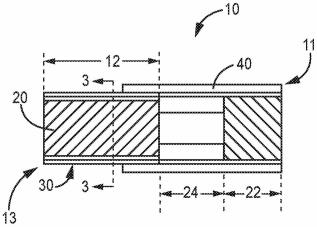
92.图1是气溶胶生成制品的示意性截面图。
93.图2是在围绕气溶胶生成基质包裹之前的第一纸包装物和第二纸包装物的示意性横截面图。
94.图3是沿图1中的线3-3的气溶胶生成基质元件的示意性横截面图。
95.图4是沿图3中的线4-4的气溶胶生成基质元件的示意性横截面图。
96.图5是气溶胶生成系统的示意性横截面图。
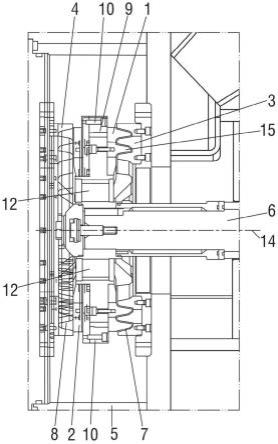
97.图6是插入到气溶胶生成基质元件中的加热叶片的示意性横截面图。
具体实施方式
98.图1-6中描绘的气溶胶生成制品示出了上文所述的气溶胶生成制品、气溶胶生成制品的部件或气溶胶生成系统的一个或多个实例。示意图不一定按比例描绘并出于说明性而非限制性目的呈现。附图描绘了本公开中所描述的一个或多个方面。然而,应当理解附图中未描绘的其他方面落入本公开内容的范围和精神内。
99.图1的气溶胶生成制品10示出了气溶胶生成基质元件12,其包括用双重纸包装物30包裹的气溶胶生成基质20。中间区段24将过滤器元件22与气溶胶生成基质元件12分离。气溶胶生成基质元件12、中间区段24和过滤器元件22以连续次序从远端13到近端11对准并且形成圆柱体。接装纸或接装包装物40限定气溶胶生成制品10以将气溶胶生成基质元件12连结到中间区段24和过滤器元件22。
100.中间区段24可包括中空乙酸纤维素管或聚乳酸过滤器节段中的一个或多个。过滤器元件22可以限定烟嘴节段并且由乙酸纤维素材料形成。气溶胶生成基质元件12、中间区段24和过滤器元件22可单独地用纸层包裹,并且然后用接装纸或接装包装物40彼此连结。具体而言,如本文所述,气溶胶生成基质元件12用双重纸包装物30包裹。
101.气溶胶生成制品10具有口端或近端11,以及位于制品的与口端11相对的一端处的上游远端13。图1中所示的气溶胶生成制品10尤其适合与电动操作的气溶胶生成装置一起使用,该电动操作的气溶胶生成装置包括用于加热气溶胶生成基质元件12的加热器。
102.图2是在围绕气溶胶生成基质20包裹之前的第一纸包装物31和第二纸包装物32或双重纸包装物30的示意性横截面图。图3是沿图1中的线3-3的气溶胶生成基质元件12的示意性横截面图。图4是沿图3中的线4-4的气溶胶生成基质元件12的示意性横截面图。
103.第一纸包装物31包括相对边缘,所述相对边缘彼此邻接以限定气溶胶形成基质20并且形成第一接缝线35。第二纸包装物32包括相对边缘,所述相对边缘彼此邻接以限定第一纸包装物31并且形成第二接缝线34。第一接缝线35从第二接缝线34偏移,并且第一纸包装物31和第二纸包装物32不延伸超出气溶胶生成基质20或超出气溶胶生成基质20的端部25、26。
104.双重纸包装物30限定气溶胶生成基质20,以限定具有基本圆柱形形状的气溶胶生成基质元件12。气溶胶生成基质20限定直径23在约6.8mm到约7.1mm,或约6.8mm到约7.0mm的范围内的基本圆柱形形状。气溶胶生成基质元件12限定直径33在约7.1mm到约7.3mm,或约7.15mm到约7.25mm的范围内的基本圆柱形形状。
105.双重纸包装物30可以具有在约60微米到约200微米范围内的厚度t。双重纸包装物
30可优选地具有在约78微米到约160微米,或约78微米到约140微米,或约90微米到约140微米,或约100微米到约140微米,或约110微米到约140微米,或约125微米到约140微米,或约130微米到约140微米的范围内的厚度。
106.双重纸包装物30具有在约1:120到约1:40,或约1:100到约1:50,或约1:70到约1:50,或约1:60到约1:50范围内的纸厚度t与烟草基质直径23的比率。
107.双重纸包装物30限定气溶胶生成基质20的整个圆周,其中第一纸包装物31不重叠到自身上并且第二纸包装物32不上覆到自身上。双重纸包装物30在围绕气溶胶生成基质元件12的圆周的任何点处限定少于三个纸层。
108.图5是气溶胶生成制品201的示意性横截面图。图6是插入到气溶胶生成基质元件12中的加热叶片230的示意性横截面图。如图5和图6所示,气溶胶生成制品10可与气溶胶生成装置200一起使用。
109.气溶胶生成装置200包括壳体210,该壳体限定容器220,该容器构造成接收气溶胶生成制品10。气溶胶生成装置200还包括加热叶片元件230,所述加热叶片元件构造成穿透气溶胶生成制品10的气溶胶生成基质元件12。加热叶片元件230可以包括电阻加热部件。另外,装置200包括电源240和控制电子器件250,所述电源和控制电子器件协作以控制对加热叶片元件230的加热。
110.气溶胶生成制品10示出了以连续次序从远端13到近端11对准并且形成圆柱体的气溶胶生成基质元件12、中间区段24和过滤器元件22。气溶胶生成制品10的远端13。气溶胶生成基质12具有约12毫米的长度。气溶胶生成基质12是圆柱形的并且具有基本圆形横截面。气溶胶生成基质12可以包括均质烟化草材料的聚集片材。均质化烟草材料的片材包括以干重计约10%的甘油。中间区段24可以是具有约8毫米长度和1毫米厚度的中空乙酸纤维素管。烟嘴节段或过滤器元件22可包括每根丝8旦的乙酸纤维素丝束的滤嘴段,并且具有约7毫米的长度。
111.图6示出了设置在气溶胶生成基质12内的加热叶片元件230。加热叶片元件230可以加热气溶胶生成制品10的气溶胶生成基质12、20。气溶胶生成基质12的加热引起气溶胶生成基质12生成含有尼古丁的气溶胶,其可以在近端11处转移出气溶胶生成制品10。
112.加热叶片元件230可具有约5mm的宽度233。气溶胶生成基质20限定直径23在约6.8mm到约7.1mm的范围内的基本圆柱形形状。气溶胶生成基质元件12限定直径33在约7.1mm到约7.3mm的范围内的基本圆柱形形状。加热叶片元件230可以位于距双重纸包装物30约1mm内。
113.在一些实例中,加热机构可以通过感应,其中当气溶胶生成制品10定位在气溶胶产生装置200的容器220中时,加热元件发射无线电磁辐射,该电磁辐射由一个或多个金属感应加热元件吸收。
114.一旦气溶胶生成制品10可释放地接收在气溶胶生成装置200中和加热叶片元件230上,则气溶胶生成装置200被致动以将气溶胶生成基质12加热到约375摄氏度的温度。当用户在气溶胶生成制品10的口端11上抽吸时,从气溶胶生成基质12放出的挥发性化合物通过气溶胶生成制品10被向下游抽吸并且冷凝以形成通过气溶胶生成制品10的烟嘴11抽吸到用户的口中的气溶胶。
115.上文描述的示例性实例不是限制性的。与上文描述的示例性实例一致的其它实例
对于本领域技术人员来说将是显而易见的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。