1.本发明属于手机壳技术领域,具体涉及一种防爆手机壳及其生产工艺。
背景技术:
2.手机壳,是对手机外观进行保护或装饰的装饰品。随着科技水平的快速发展,科技美容这一行业做为新型产业新生而出。时尚it品牌随着市场的多元化发展。针对手机品牌和功能的增加而呈多样化,将手机保护壳按质地分有pc壳,皮革,硅胶,布料,硬塑,皮套,金属钢化玻璃壳,软塑料,绒制,绸制等品类。手机保护壳不仅作为装饰品让您的手机成为一道风景,更能保护手机,防摔、防刮、防水和防震
3.目前现有的防爆手机壳及其生产工艺还存在一些问题:不方便对壳体内部的温度进行控制,不方便手机在高温或者低温的情况下,正常工作,降低了手机使用寿命,同时生产效率较低,生产出的手机壳强度较弱,为此我们提出一种防爆手机壳及其生产工艺。
技术实现要素:
4.本发明的目的在于提供一种防爆手机壳及其生产工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种防爆手机壳,包括壳体,所述壳体的内侧固定设置有保温层,所述保温层的内侧固定设置有控温辅助层,所述控温辅助层的内侧固定设置有控温层,所述控温层的内侧固定设置有内衬层,所述壳体的外表面设置有防爆膜层,所述防爆膜层包括粘接层、夜光涂层和耐磨层,所述粘接层与所述壳体的外表面固定连接,所述夜光涂层固定设置在所述粘接层的外侧,所述耐磨层固定设置在所述夜光涂层的外侧,所述壳体的底部设置有摄像头口,所述壳体的一侧开设有锁屏键孔,所述壳体的另一侧开设有音量加减键孔,所述音量加减键孔的上方设置有针孔,所述针孔的上方开设有卡槽孔,所述壳体的底端开设有耳机孔,所述耳机孔的一侧开设有红外线孔,所述红外线孔的一侧开设有充电孔,所述充电孔的一侧开设有喇叭孔。
6.优选的,所述保温层设置为不利于热量散失的树脂材质层,所述内衬层设置为柔性石墨层。
7.优选的,所述控温层设置为导热性能良好的铝层或铜层,所述控温辅助层内填充有用于蓄能调温的相变材料。
8.优选的,所述粘接层厚度为24-32μm,所述夜光涂层厚度为4-10μm,所述耐磨层厚度为2-6μm。
9.优选的,所述粘接层为亚克力压敏胶层,所述耐磨层设置为聚丙烯腈基碳纤维层。
10.本发明还提供如下技术方案:一种防爆手机壳的生产工艺,包括以下步骤:
11.s1.原料准备:准备制作手机壳的原材料;
12.s2.材料熔融:将手机壳的原材料依次加入熔炼炉中,通入氮气排出空气,保持持续通入氮气,加热至900-1000℃,保温30-60分钟,获得原材料溶液,并分开存放;
13.s3.浇筑成型:将原材料溶液依次浇筑到模具中,然后将模具浸入10-20℃的水中冷却至20-30℃;
14.s4.脱模:打开模具,脱模,取出胚体;
15.s5.胚体打磨:采用砂纸对胚体进行打磨,得手机壳半成品;
16.s6.深加工:采用烫金工艺对手机壳半成品的底部表面设置一烫金图案层;
17.s7.贴膜:将防爆膜层贴于烫金图案层的外表面,即得防爆手机壳。
18.优选的,所述s2中通过氮气管注入氮气,氮气管插至靠近熔炼炉底部,氮气管出气口与熔炼炉底部留有1-2cm的距离,所述熔炼炉内气压为0.15-0.2mpa。
19.优选的,所述s5中胚体打磨的具体步骤如下:
20.s101.采用200目-1200目的砂纸,以1800r/min-2600r/min的转速对胚体进行粗抛处理;
21.s102.采用1400目-3200目的砂纸,以2800r/min-3600r/min的转速对胚体进行中抛处理;
22.s103.采用3400目-4600目的砂纸,以2400r/min-3200r/min的转速对胚体进行高亮处理。
23.优选的,所述s6中的烫金工艺在温度为180-240℃、压力为4-16kg并且保持该压力2-4s的条件下进行。
24.优选的,所述烫金图案层的厚度设置为5-8μm。
25.与现有技术相比,本发明的有益效果是:
26.(1)本发明通过设置保温层、控温辅助层、控温层和内衬层,使手机不仅在一般温度条件下使用时手机温度能够保持恒定并且能够在高温或低温下使用不受影响,从而使手机正常工作,延长手机待机时间,提高手机使用寿命。
27.(2)本发明通过设置在壳体的外表面设置防爆膜层,不仅能够防止壳体外表面被划伤,同时起到防滑的作用,另外,利用夜光原理,在夜间具备一定的防丢功能。
28.(3)本发明中的工艺生产出的手机壳,在具有较高的强度的同时质量较轻,方便佩戴,另外通过打磨和烫金工艺处理,使得制得的手机壳表面更加光亮,品质更高,从而增加经济效益。
附图说明
29.图1为本发明的结构示意图;
30.图2为本发明的截面结构示意图;
31.图3为本发明图2的a处放大结构示意图;
32.图4为本发明中防爆膜层的结构示意图;
33.图5为本发明图1的左视结构示意图;
34.图6为本发明图1的右视结构示意图;
35.图7为本发明图1的仰视结构示意图;
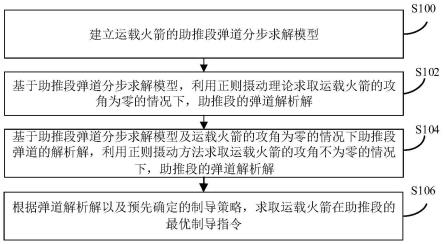
36.图8为本发明的流程图。
37.图中:1、壳体;2、保温层;3、控温辅助层;4、控温层;5、内衬层;6、防爆膜层;61、粘接层;62、夜光涂层;63、耐磨层;7、摄像头口;8、锁屏键孔;9、音量加减键孔;10、针孔;11、卡
槽孔;12、耳机孔;13、红外线孔;14、充电孔;15、喇叭孔。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.实施例1
40.请参阅图1-图8,本发明提供一种技术方案:一种防爆手机壳,包括壳体1,所述壳体1的内侧固定设置有保温层2,所述保温层2的内侧固定设置有控温辅助层3,所述控温辅助层3的内侧固定设置有控温层4,所述控温层4的内侧固定设置有内衬层5,所述壳体1的外表面设置有防爆膜层6,所述防爆膜层6包括粘接层61、夜光涂层62和耐磨层63,所述粘接层61与所述壳体1的外表面固定连接,所述夜光涂层62固定设置在所述粘接层61的外侧,所述耐磨层63固定设置在所述夜光涂层62的外侧,所述壳体1的底部设置有摄像头口7,所述壳体1的一侧开设有锁屏键孔8,所述壳体1的另一侧开设有音量加减键孔9,所述音量加减键孔9的上方设置有针孔10,所述针孔10的上方开设有卡槽孔11,所述壳体1的底端开设有耳机孔12,所述耳机孔12的一侧开设有红外线孔13,所述红外线孔13的一侧开设有充电孔14,所述充电孔14的一侧开设有喇叭孔15。
41.为了增加保温效果,本实施例中,优选的,所述保温层2设置为不利于热量散失的树脂材质层,所述内衬层5设置为柔性石墨层。
42.为了增加导热效果,本实施例中,优选的,所述控温层4设置为导热性能良好的铝层,所述控温辅助层3内填充有用于蓄能调温的相变材料。
43.本实施例中,优选的,所述粘接层61厚度为24μm,所述夜光涂层62厚度为4μm,所述耐磨层63厚度为2μm。
44.为了增加粘接性和耐磨性,本实施例中,优选的,所述粘接层61为亚克力压敏胶层,所述耐磨层63设置为聚丙烯腈基碳纤维层。
45.一种防爆手机壳的生产工艺,包括以下步骤:
46.s1.原料准备:准备制作手机壳的原材料;
47.s2.材料熔融:将手机壳的原材料依次加入熔炼炉中,通入氮气排出空气,保持持续通入氮气,加热至900℃,保温30分钟,获得原材料溶液,并分开存放;
48.s3.浇筑成型:将原材料溶液依次浇筑到模具中,然后将模具浸入10℃的水中冷却至20℃;
49.s4.脱模:打开模具,脱模,取出胚体;
50.s5.胚体打磨:采用砂纸对胚体进行打磨,得手机壳半成品;
51.s6.深加工:采用烫金工艺对手机壳半成品的底部表面设置一烫金图案层;
52.s7.贴膜:将防爆膜层6贴于烫金图案层的外表面,即得防爆手机壳。
53.本实施例中,优选的,所述s2中通过氮气管注入氮气,氮气管插至靠近熔炼炉底部,氮气管出气口与熔炼炉底部留有1cm的距离,所述熔炼炉内气压为0.15mpa。
54.本实施例中,优选的,所述s5中胚体打磨的具体步骤如下:
55.s101.采用200目的砂纸,以1800r/min的转速对胚体进行粗抛处理;
56.s102.采用1400目的砂纸,以2800r/min的转速对胚体进行中抛处理;
57.s103.采用3400目的砂纸,以2400r/min的转速对胚体进行高亮处理。
58.本实施例中,优选的,所述s6中的烫金工艺在温度为180℃、压力为4kg并且保持该压力2s的条件下进行。
59.本实施例中,优选的,所述烫金图案层的厚度设置为5μm。
60.实施例2
61.请参阅图1-图8,本发明提供一种技术方案:一种防爆手机壳,包括壳体1,所述壳体1的内侧固定设置有保温层2,所述保温层2的内侧固定设置有控温辅助层3,所述控温辅助层3的内侧固定设置有控温层4,所述控温层4的内侧固定设置有内衬层5,所述壳体1的外表面设置有防爆膜层6,所述防爆膜层6包括粘接层61、夜光涂层62和耐磨层63,所述粘接层61与所述壳体1的外表面固定连接,所述夜光涂层62固定设置在所述粘接层61的外侧,所述耐磨层63固定设置在所述夜光涂层62的外侧,所述壳体1的底部设置有摄像头口7,所述壳体1的一侧开设有锁屏键孔8,所述壳体1的另一侧开设有音量加减键孔9,所述音量加减键孔9的上方设置有针孔10,所述针孔10的上方开设有卡槽孔11,所述壳体1的底端开设有耳机孔12,所述耳机孔12的一侧开设有红外线孔13,所述红外线孔13的一侧开设有充电孔14,所述充电孔14的一侧开设有喇叭孔15。
62.为了增加保温效果,本实施例中,优选的,所述保温层2设置为不利于热量散失的树脂材质层,所述内衬层5设置为柔性石墨层。
63.为了增加导热效果,本实施例中,优选的,所述控温层4设置为导热性能良好的铜层,所述控温辅助层3内填充有用于蓄能调温的相变材料。
64.本实施例中,优选的,所述粘接层61厚度为32μm,所述夜光涂层62厚度为10μm,所述耐磨层63厚度为6μm。
65.为了增加粘接性和耐磨性,本实施例中,优选的,所述粘接层61为亚克力压敏胶层,所述耐磨层63设置为聚丙烯腈基碳纤维层。
66.一种防爆手机壳的生产工艺,包括以下步骤:
67.s1.原料准备:准备制作手机壳的原材料;
68.s2.材料熔融:将手机壳的原材料依次加入熔炼炉中,通入氮气排出空气,保持持续通入氮气,加热至1000℃,保温60分钟,获得原材料溶液,并分开存放;
69.s3.浇筑成型:将原材料溶液依次浇筑到模具中,然后将模具浸入20℃的水中冷却至30℃;
70.s4.脱模:打开模具,脱模,取出胚体;
71.s5.胚体打磨:采用砂纸对胚体进行打磨,得手机壳半成品;
72.s6.深加工:采用烫金工艺对手机壳半成品的底部表面设置一烫金图案层;
73.s7.贴膜:将防爆膜层6贴于烫金图案层的外表面,即得防爆手机壳。
74.本实施例中,优选的,所述s2中通过氮气管注入氮气,氮气管插至靠近熔炼炉底部,氮气管出气口与熔炼炉底部留有2cm的距离,所述熔炼炉内气压为0.2mpa。
75.本实施例中,优选的,所述s5中胚体打磨的具体步骤如下:
76.s101.采用1200目的砂纸,以2600r/min的转速对胚体进行粗抛处理;
77.s102.采用3200目的砂纸,以3600r/min的转速对胚体进行中抛处理;
78.s103.采用4600目的砂纸,以3200r/min的转速对胚体进行高亮处理。
79.本实施例中,优选的,所述s6中的烫金工艺在温度为240℃、压力为16kg并且保持该压力4s的条件下进行。
80.本实施例中,优选的,所述烫金图案层的厚度设置为8μm。
81.实施例3
82.请参阅图1-图8,本发明提供一种技术方案:一种防爆手机壳,包括壳体1,所述壳体1的内侧固定设置有保温层2,所述保温层2的内侧固定设置有控温辅助层3,所述控温辅助层3的内侧固定设置有控温层4,所述控温层4的内侧固定设置有内衬层5,所述壳体1的外表面设置有防爆膜层6,所述防爆膜层6包括粘接层61、夜光涂层62和耐磨层63,所述粘接层61与所述壳体1的外表面固定连接,所述夜光涂层62固定设置在所述粘接层61的外侧,所述耐磨层63固定设置在所述夜光涂层62的外侧,所述壳体1的底部设置有摄像头口7,所述壳体1的一侧开设有锁屏键孔8,所述壳体1的另一侧开设有音量加减键孔9,所述音量加减键孔9的上方设置有针孔10,所述针孔10的上方开设有卡槽孔11,所述壳体1的底端开设有耳机孔12,所述耳机孔12的一侧开设有红外线孔13,所述红外线孔13的一侧开设有充电孔14,所述充电孔14的一侧开设有喇叭孔15。
83.为了增加保温效果,本实施例中,优选的,所述保温层2设置为不利于热量散失的树脂材质层,所述内衬层5设置为柔性石墨层。
84.为了增加导热效果,本实施例中,优选的,所述控温层4设置为导热性能良好的铝层,所述控温辅助层3内填充有用于蓄能调温的相变材料。
85.本实施例中,优选的,所述粘接层61厚度为28μm,所述夜光涂层62厚度为6μm,所述耐磨层63厚度为6μm。
86.为了增加粘接性和耐磨性,本实施例中,优选的,所述粘接层61为亚克力压敏胶层,所述耐磨层63设置为聚丙烯腈基碳纤维层。
87.一种防爆手机壳的生产工艺,包括以下步骤:
88.s1.原料准备:准备制作手机壳的原材料;
89.s2.材料熔融:将手机壳的原材料依次加入熔炼炉中,通入氮气排出空气,保持持续通入氮气,加热至950℃,保温40分钟,获得原材料溶液,并分开存放;
90.s3.浇筑成型:将原材料溶液依次浇筑到模具中,然后将模具浸入15℃的水中冷却至25℃;
91.s4.脱模:打开模具,脱模,取出胚体;
92.s5.胚体打磨:采用砂纸对胚体进行打磨,得手机壳半成品;
93.s6.深加工:采用烫金工艺对手机壳半成品的底部表面设置一烫金图案层;
94.s7.贴膜:将防爆膜层6贴于烫金图案层的外表面,即得防爆手机壳。
95.本实施例中,优选的,所述s2中通过氮气管注入氮气,氮气管插至靠近熔炼炉底部,氮气管出气口与熔炼炉底部留有1cm的距离,所述熔炼炉内气压为0.15mpa。
96.本实施例中,优选的,所述s5中胚体打磨的具体步骤如下:
97.s101.采用800目的砂纸,以2200r/min的转速对胚体进行粗抛处理;
98.s102.采用2000目的砂纸,以3200r/min的转速对胚体进行中抛处理;
99.s103.采用3800目的砂纸,以2800r/min的转速对胚体进行高亮处理。
100.本实施例中,优选的,所述s6中的烫金工艺在温度为200℃、压力为8kg并且保持该压力3s的条件下进行。
101.本实施例中,优选的,所述烫金图案层的厚度设置为6μm。
102.本发明的原理及优点:
103.通过设置保温层2、控温辅助层3、控温层4和内衬层5,使手机不仅在一般温度条件下使用时手机温度能够保持恒定并且能够在高温或低温下使用不受影响,从而使手机正常工作,延长手机待机时间,提高手机使用寿命;通过设置在壳体1的外表面设置防爆膜层6,不仅能够防止壳体1外表面被划伤,同时起到防滑的作用,另外,利用夜光原理,在夜间具备一定的防丢功能;本发明中的工艺生产出的手机壳,在具有较高的强度的同时质量较轻,方便佩戴,另外通过打磨和烫金工艺处理,使得制得的手机壳表面更加光亮,品质更高,从而增加经济效益。
104.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。