1.本发明涉及表层多孔性石墨片。
背景技术:
2.已知有将基材与石墨片复合化来将石墨片用作散热部件的技术。该复合化通常使用粘合剂将石墨片贴附于基材来完成。
3.例如,专利文献1揭载了一种由电绝缘性陶瓷基板、与该陶瓷基板一体化而成的导热性良好的石墨片、以及由陶瓷基板支撑着的热电转换元件构成的热电转换装置,并且石墨片侧供设置发热体。该文献中,使用导热性胶材或导热性双面胶等将石墨片贴附在电绝缘性的陶瓷基板的单侧的面。
4.(现有技术文献)
5.专利文献1:日本国公开专利公报“特开2003-174204”
技术实现要素:
6.(发明要解决的问题)
7.但是,上述现有技术中,粘合剂可能成为基材-石墨片复合体特性的瓶颈。具体而言,可能发生粘合剂成为热阻或粘合剂的耐热性限制复合体的耐热性的问题。本问题是本发明人发现的新问题。
8.例如,将陶瓷用作基材时,可能发生如下问题。陶瓷的耐热温度高,具有能在高温环境下使用的优点。但是,使用粘合剂将石墨片与陶瓷粘接后,得到的粘接物需要在900℃以上进行烧结,而粘合剂无法耐受这样的高温。另外,即使欲使用钎焊材料将石墨片与陶瓷粘接,钎焊材料也可能发生高温迁移(migration)。
9.因此,需要一种无需使用粘合剂也能够与基材复合化的石墨片。
10.本发明的一个方面的目的是实现一种无需使用粘合剂也能够与基材复合化的石墨片。
11.(用以解决问题的技术手段)
12.本发明的一个方面的表层多孔性石墨片具备:
13.位于所述表层多孔性石墨片的一方或两方表层的多孔层、以及与所述多孔层邻接的石墨层,
14.所述多孔层所具有的孔包括具有孔径x及孔径y且孔径y大于孔径x的孔,其中,孔径x对应于所述多孔层的表面,孔径y对应于所述多孔层的内部,
15.在将所述表层多孔性石墨片垂直切割而得到的截面中,以下区域a的空隙率大于以下区域b的空隙率。
16.区域a:从所述表层多孔性石墨片的存在有所述多孔层所的一侧的表面起,深入到相当于该表层多孔性石墨片厚度20%的部位为止的区域;
17.区域b:所述表层多孔性石墨片中除区域a外的剩余区域。
18.另外,本发明的一个方面的表层多孔性石墨片的制造方法包括:
19.提供工序,提供将含成孔剂的树脂层积层在树脂片的单面或两面而成的积层树脂片,其中,所述含成孔剂的树脂层含有在加热下挥发的成孔剂;以及
20.石墨化工序,在所述成孔剂的挥发温度以上的温度下,对所述积层树脂片进行热处理来将之石墨化。
21.(发明的效果)
22.根据本发明的一个方面,能够提供无需使用粘合剂也能够与基材完成复合化的石墨片。
附图说明
23.图1是本发明的一个实施方式的表层多孔性石墨片的示意图。
24.图2是本发明的一个实施方式的表层多孔性石墨片的示意图。示出了从表层多孔性石墨片的截面看的区域a及区域b。
25.图3是本发明的其他实施方式的表层多孔性石墨片的示意图。示出了从在两侧的表层具有多孔层的表层多孔性石墨片的截面看的区域a及区域b。
26.图4是本发明的一个实施方式的复合材料的截面的示意图。
27.图5是本发明的一个实施方式的表层多孔性石墨片的制造方法的示意图。
28.图6是通过与本发明的一个实施方式的制造方法不同的方法来制造的、表面具有多孔层的石墨片的示意图。
具体实施方式
29.以下,对本发明的实施方式进行详细说明。但本发明不限定为下列各实施方式,可在说明书所示的范围内进行各种变更。对不同实施方式中分别揭载的技术手段进行适当组合而得到的实施方式也包含在本发明的技术范围内。
30.本说明书中,如无特别说明,则表示数值范围的“a~b”是指“a以上、b以下”。
31.〔1.表层多孔性石墨片〕
32.[1-1.表层多孔性石墨片的结构]
[0033]
以下,参考图1~4,对本发明的一个方面的表层多孔性石墨片的结构进行说明。
[0034]
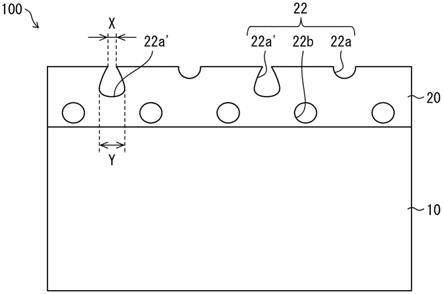
表层多孔性石墨片100具备:多孔层20、以及与多孔层20邻接的石墨层10。多孔层20是主要由多孔石墨所构成的部分,在表层多孔性石墨片100复合化时,多孔层20赋予相对于基材200(尤其是陶瓷基材)的粘接性。石墨层10是主要由孔数少于多孔层20的少孔石墨所构成的部分,其导热性高而具有散热效果。虽图1中的多孔层20设置在表层多孔性石墨片100的一个表层,但也可在两个表层均设置多孔层20(见图3的表层多孔性石墨片100’)。
[0035]
多孔层20中存在着多量的孔22。一部分的孔22(孔22a)在表层多孔性石墨片100的表面处具有开口部。另一部分的孔22(孔22b)埋入在多孔层20的内部。并且,孔22之中还包括了具有孔径x及孔径y且孔径y大于孔径x的孔22a’,其中,该孔径x对应于多孔层20的表面,该孔径y对应于多孔层20的内部(见图1)。例如,可通过参考表层多孔性石墨片100的截面照片来判断孔径x、y的关系。
[0036]
当将表层多孔性石墨片100与基材200复合化时,基材200会进入孔径y大于孔径x
的孔22a’中。因此,孔径y大于孔径x的孔22a’能给表层多孔性石墨片100赋予相对于基材200的锚定效果,从而能够提高表层多孔性石墨片100与基材200之间的粘接性(见图4)。
[0037]
传统上,石墨片难以与金属、陶瓷等基材直接复合化,因此一般需使用粘合剂来进行复合化。与此相比,表层多孔性石墨片100中存在孔径y大于孔径x的孔22a’,因此无需使用粘合剂,也能够与基材直接复合化。
[0038]
如此,由于孔径y大于孔径x的孔22a’的存在,实现了表层多孔性石墨片100与基材200之间的粘接性。因此,“多孔层20所具有的孔22包括具有孔径x及孔径y且孔径y大于孔径x的孔22a’,其中,该孔径x对应于多孔层20的表面,该孔径y对应于多孔层20的内部”这一条件也可代替地说成“表层多孔性石墨片100与基材200之间的粘接性”。具体而言,从按照以下步骤1~4来实施粘接性试验的结果看,若石墨片的整面在石墨片与陶瓷之间的界面处无剥离,则可以说“多孔层20所具有的孔22包括具有孔径x及孔径y且孔径y大于孔径x的孔22a’,其中,该孔径x对应于多孔层20的表面,该孔径y对应于多孔层20的内部”(更具体的试验方法例如参见后述实施例)。
[0039]
1.将烧结前的陶瓷材料或氧化铝系陶瓷粘接剂等挟持在2张表层多孔性石墨片100之间。此时,多孔层20与烧结前的陶瓷材料接触。
[0040]
2.对经步骤1所得的积层体进行热处理,得到复合材料。
[0041]
3.用夹具夹住2张表层多孔性石墨片的端部,以将一方的表层多孔性石墨片反折成180
°
角度的方式,并以10mm/sec的速度,将该一方的表层多孔性石墨片100剥开。
[0042]
4.确认在表层多孔性石墨片100与陶瓷之间的界面是否发生剥离,及/或,表层多孔性石墨片100的内部是否发生层间剥离。
[0043]
表层多孔性石墨片100中,多孔层20集中位于表层。即,石墨片并非全体为多孔性。这一点可通过“在将表层多孔性石墨片100垂直切割而得到的截面中,区域a的空隙率大于区域b的空隙率”这一条件来描述(见图2、3)。
[0044]
区域a:从表层多孔性石墨片100、100’的、存在有多孔层20的一侧的表面起,深入到相当于该表层多孔性石墨片100厚度20%的部位为止的区域。
[0045]
区域b:表层多孔性石墨片100中除区域a外的剩余区域。
[0046]
图2所示的表层多孔性石墨片100仅在其一个表层设置着多孔层20。在这样的表层多孔性石墨片100中,区域a、b分别为图2所示的区域。另一方面,图3所示的表层多孔性石墨片100’在其两个表层均设置着多孔层20。在这样的表层多孔性石墨片100’中,区域a、b分别为图3所示的区域。
[0047]“表层多孔性石墨片100的、存在有多孔层20的一侧的表面”是指,孔径y大于孔径x的孔22a’所在的那一侧的表面。
[0048]
从图2、3显然可知,区域a和区域b之间的边界未必与石墨层10和多孔层20之间的边界一致。区域a和区域b之间的边界有可能位于石墨层10内,也可能位于多孔层20内。但是,很显然区域a包含更多的多孔层20,区域b包含更多的石墨层10。因此,在将表层多孔性石墨片100垂直切割而得到的截面中,区域a的空隙率大于区域b的空隙率。
[0049]
截面中的空隙率例如可通过所拍摄的截面显微照片并采用公知的图像处理软件来进行计算。
[0050]
另外,“将表层多孔性石墨片100垂直切割而得到的截面”也可以是“以垂直地对着
表层多孔性石墨片100中构成的各个石墨层的方式,将表层多孔性石墨片100切割而得到的截面”。当然,从一般石墨片的结构看,这两种截面通常基本是同样的。
[0051]
[1-2.表层多孔性石墨片的特性]
[0052]
多孔层20的厚度的下限值优选为1μm,更优选为3μm,进而优选为5μm。多孔层的厚度若为1μm以上,则后述制造方法中,含成孔剂的树脂层40的厚度超过所用的成孔剂42的粒径的或然性就大。因此,易于形成出孔径y大于孔径x的孔22a’。
[0053]
多孔层20的厚度的上限值优选为30μm,更优选为20μm,进而优选为10μm。多孔层20的导热性低于石墨层10,因此若多孔层20的厚度为30μm以下,则在表层多孔性石墨片100全体上具有充分导热率的倾向。
[0054]
表层多孔性石墨片100的厚度的下限值优选为20μm,更优选为30μm。表层多孔性石墨片100的厚度的上限值优选为100μm,更优选为75μm。表层多孔性石墨片100的厚度在所述范围,则即使设置多孔层,也可以期待提高基材散热性的效果。另外,表层多孔性石墨片100的厚度在所述范围,则表层多孔性石墨片100具有柔软性,因此可处理性优越。
[0055]
表层多孔性石墨片100在膜面方向上的导热率优选为800w/mk以上,更优选为1000w/mk以上,进而优选为1200w/mk以,更进而优选为1400w/mk以上。表层多孔性石墨片100在膜面方向上的导热率的上限值并无特别限定,但可为2000w/mk。
[0056]
膜面方向上的导热率在所述范围,则表层多孔性石墨片100可较好地用作散热部件。作为膜面方向上的导热率的测定方法的例子,可举出后述实施例所述的测定方法。
[0057]
表层多孔性石墨片100的拉伸强度优选为10mpa以上,更优选为20mpa以上。表层多孔性石墨片100的拉伸强度的上限值并无特别限定,但可为200mpa。
[0058]
拉伸强度在所述范围,则可以说表层多孔性石墨片100作为材料而具备充分的强度。作为拉伸强度的测定方法的例子,可举出astm-d-882所规定的方法。
[0059]
〔2.复合材料及电子部件〕
[0060]
本发明的一个方面是表层多孔性石墨片100与基材200积层而成的复合材料500。基材200可为无机材料或有机材料。例如,若将复合材料用作电子部件或电子材料的冷却部件材料,则基材200优选为无机材料。作为无机材料的例子,可举出金属及陶瓷。
[0061]
作为基材200,可适当使用公知的金属材料。作为金属材料的具体例子,可举出金、银、铜、镍、铝、钼、钨、及含有它们的合金。
[0062]
作为基材200,可适当使用公知的陶瓷材料。作为陶瓷材料的具体例子,可举出氧化铝、锆、碳化硅、氮化硅、氮化硼、氮化铝。
[0063]
复合材料500的厚度优选为25μm以上,更优选为50μm以上。另外,复合材料500的厚度优选为50mm以下,更优选为10mm以下。复合材料500的厚度在所述范围,则能够得到充分的强度及散热性。
[0064]
本发明的一个方面是包含复合材料500的电子部件或电子材冷却部件。作为电子部件的具体例子,可举出玻璃质环氧树脂基板、氟树脂基板、金属基板、陶瓷基板等。作为电子材冷却部件的具体例子,可举出散热件(heat spreader)、散热板、散热管、散热叶片等。
[0065]
〔3.表层多孔性石墨片的制造方法〕
[0066]
[3-1.提供工序]
[0067]
以下,参考图5,对本发明的一个方面的表层多孔性石墨片的制造方法进行说明。
[0068]
所述制造方法包括提供积层树脂片50的提供工序(图5的上栏)。积层树脂片50是将含成孔剂的树脂层40积层在树脂片30的单面或两面而成的片。含成孔剂的树脂层40含有在加热下挥发的成孔剂42。
[0069]
有时,树脂片30也含有在加热下挥发的物质(磷酸钙、磷酸氢钙、碳酸钙、二氧化硅等)。这些物质用于扩张石墨层10中构成的各石墨层的层空间。但是,与树脂片30所含的在加热下挥发的物质的含有率相比较,含成孔剂的树脂层40所含的成孔剂42的含有率的值非常大。
[0070]
含成孔剂的树脂层40中的成孔剂42的含有率优选为7重量%以上,更优选为10重量%以上,进而优选为15重量%以上,进而优选为20重量%以上,进而优选为25重量%以上,进而优选为30重量%以上。成孔剂42的含有率可通过式子“成孔剂42的含有率=成孔剂42的重量/含成孔剂的树脂层40中的树脂固体成分的重量(但成孔剂42的重量除外)
×
100”来求取。即,如后述那样,若通过涂敷清漆来形成含成孔剂的树脂层40,则清漆所含的溶剂的重量不影响含成孔剂的树脂层40中的成孔剂42的含有率。
[0071]
含成孔剂的树脂层40中的成孔剂42的含有率的上限值优选为75重量%,更优选为60重量%,进而优选为50重量%。
[0072]
另一方面,树脂片30中的在加热下挥发的物质的含有率优选为1重量%以下,更优选为0.5重量%以下,进而优选为0.2重量%以下。所述的含有率可通过式子“在加热下挥发的物质的含有率=在加热下挥发的物质的重量/树脂片30中的树脂固体成分的重量(但在加热下挥发的物质的重量除外)
×
100”来求取。
[0073]
对如此求得的“含成孔剂的树脂层40中的成孔剂42的含有率”、以及“树脂片30中的在加热下挥发的物质的含有率”进行比较时,优选前者为后者的10倍以上,更优选为50倍以上,进而优选为100倍以上。
[0074]
[3-2.石墨化工序]
[0075]
本发明的一个方面的制造方法还包括:对积层树脂片50进行热处理来将之石墨化的石墨化工序。该热处理的温度为成孔剂42的挥发温度以上。
[0076]
石墨化工序中,在成孔剂42的挥发温度以上的温度下,对积层树脂片50进行热处理。因此,石墨化工序中,含成孔剂的树脂层40所含的成孔剂42得到挥发。然后,热处理进行至积层树脂片50完成石墨化,因此最终可得到在一方或两方表层具有多孔层20的表层多孔性石墨片100。
[0077]
其中,如图5的上栏所示,成孔剂42的至少一部分埋入并分布在含成孔剂的树脂层40的内部。因此,成孔剂42挥发而形成的孔22将会包括孔径x小于孔径y的孔22a’。
[0078]
与此相比,以通过传统技术(激光照射等)在表层设置孔来得到的石墨片看,其不能得到孔径x小于孔径y的孔22a’。图6示出通过典型的传统技术来制作的表面具有孔的石墨片1000。石墨片1000具有的孔810(i)越接近表面,则孔径越大,或者(ii)以孔全体看,孔径几乎不变。
[0079]
另外,本发明的一个实施方式的制造方法中,将积层树脂片50石墨化。即,在树脂片30与含成孔剂的树脂层40完成了积层的这一状态下进行石墨化。因此,在完成的石墨片中,多孔层20集中位于表层。反之,石墨化工序前的树脂片中若均匀含有成孔剂,则完成的石墨片应该会在全体上为多孔性。
[0080]
石墨化工序中,将积层树脂片50在700℃~1400℃下热处理来将之碳化,然后在2000℃~3500℃下热处理来将之石墨化。成孔剂42的挥发温度只要在前述的温度范围,则无特别限定,优选在石墨化阶段中挥发,而非在碳化阶段。即,成孔剂42的挥发温度优选为1400℃~3500℃,更优选为2000℃~3000℃。
[0081]
[3-3.积层树脂片的制作方法]
[0082]
积层树脂片50可将含成孔剂的树脂层40积层在树脂片30的单面或两面而制作。作为一例,可通过在树脂片30的单面或两面涂敷含有成孔剂42的树脂清漆,然后进行干燥的湿式方法,来制作积层树脂片50。作为其他例子,可在树脂片30前体的单面或两面设置含有成孔剂42的树脂清漆层,然后将树脂片30以及含成孔剂的树脂层40同时制出。
[0083]
通过上述湿式方法来制作积层树脂片50时,在树脂片30上涂敷树脂清漆的方法并无特别限定。作为所述涂敷方法,可采用凹印涂布法、浸涂法、棒涂法、模涂法等公知的方法。
[0084]
可按照石墨层10、多孔层20及表层多孔性石墨片100的所需厚度,来适当设定树脂片30、含成孔剂的树脂层40及积层树脂片50的厚度。若举出一例,则树脂片30的厚度优选为25~180μm,更优选为50~130μm。含成孔剂的树脂层40的厚度(干燥状态下的厚度)优选为1~60μm,更优选为5~20μm。积层树脂片50的厚度(干燥状态下的厚度)优选为40~200μm,更优选为60~150μm。
[0085]
(树脂片)
[0086]
树脂片30的材料只要为可通过热处理而得以石墨化的物质,则无特别限定。一个例子中,树脂片30的材料是聚酰亚胺片。其他例子中,树脂片30的材料是将聚酰亚胺片在高温(例如,800℃以上)下碳化而成的碳化片。
[0087]
聚酰亚胺片例如可为以酸二酐成分与二胺成分为原料而得的聚酰亚胺片。
[0088]
作为酸二酐成分的具体例子,可举出均苯四甲酸二酐、2,3,6,7-萘四甲酸二酐、3,3’,4,4’-联苯四甲酸二酐、1,2,5,6-萘四甲酸二酐、2,2’,3,3’-联苯四甲酸二酐、3,3’,4,4’-二苯酮四甲酸二酐、2,2-双(3,4-二羧基苯基)丙烷二酐、3,4,9,10-苝四甲酸二酐、1,1-(3,4-二羧基苯基)乙烷二酐、1,1-双(2,3-二羧基苯基)乙烷二酐、1,1-双(3,4-二羧基苯基)乙烷二酐、双(2,3-二羧基苯基)甲烷二酐、双(3,4-二羧基苯基)甲烷二酐、氧双(邻苯二甲酸)二酐、双(3,4-二羧基苯基)砜二酐、对亚苯基双(偏苯三甲酸单酯酐)、亚乙基双(偏苯三甲酸单酯酐)、双酚a双(偏苯三甲酸单酯酐)、及、它们的衍生物。
[0089]
作为二胺成分的具体例子,可举出4,4’-二氨基二苯醚、对苯二胺、4,4’-二氨基二苯基甲烷、联苯二胺、3,3’-二氯代联苯二胺、4,4’-二氨基二苯基硫、3,3’-二氨基二苯砜、4,4’-二氨基二苯砜、3,3’-二氨基二苯醚、3,4’-二氨基二苯醚、1,5-二氨基萘、4,4’-二氨基二苯基二乙基硅烷、4,4’-二氨基二苯基硅烷、4,4’-二氨基二苯基乙基氧化膦、4,4’-二氨基二苯基n-甲胺、4,4’-二氨基二苯基n-苯胺、1,3-二氨基苯、1,2-二氨基苯、及、它们的类似物。
[0090]
上述成分可使用单独1种,或并用2种以上。
[0091]
(成孔剂)
[0092]
成孔剂42的材料只要为通过热处理来挥发从而形成孔的物质,则无特别限定。一实施方式中,成孔剂42为选自金属氧化物、金属盐、金属氮化物、金属碳化物及金属粉中的
一种以上。
[0093]
作为金属氧化物的具体例子,可举出氧化镁、氧化铝、氧化钙、氧化钛、氧化锆、氧化铪、氧化镓、氧化铈、氧化镍、氧化铬、氧化钇。作为金属盐的例子,可举出碳酸镁、碳酸钙、磷酸钙、磷酸钠。作为金属氮化物的例子,可举出氮化钛、氮化锆、氮化铌、氮化钽、氮化铬。作为金属碳化物的例子,可举出碳化钨、碳化钼、碳化钛、碳化钽、碳化铌。作为金属粉的例子,可举出镁粉、钼粉、钽粉、钨粉、镍粉、锆粉、铪粉、钛粉。
[0094]
以上例示的物质中,优选选自氧化镁、碳酸镁及氧化铝中的一种以上。这些物质具有可廉价地获得,在空气中能够稳定存在,融点高,危险性低的优点。另外,从得到与基材200之间的粘接性好的多孔层20的观点来看,成孔剂42优选为选自氧化镁及碳酸镁中的一种以上。
[0095]
以基于体积的平均粒径(d50)计,成孔剂42的粒径优选为0.1~20μm,更优选为1μm~10μm。成孔剂42的粒径在所述范围,则具有能够形成出在大小上适于与基材粘接的孔的优点。基于体积的平均粒径可使用一般的粒度计来测定。
[0096]
(含成孔剂的树脂层)
[0097]
含成孔剂的树脂层40只要是内部分布有成孔剂42且通过热处理而残留为碳的树脂层,则无特别限定。一实施方式中,将含有聚酰胺酸及成孔剂的清漆涂敷在树脂片30上,从而形成含成孔剂的树脂层40(其中,聚酰胺酸是:通过热处理而变成聚酰亚胺并且通过进一步热处理而得以石墨化的物质)。
[0098]
〔总结〕
[0099]
本发明包括以下的方式。
[0100]
<1>
[0101]
一种表层多孔性石墨片100(100’),其具备:
[0102]
位于所述表层多孔性石墨片100(100’)的一方或两方表层的多孔层20、以及与所述多孔层20邻接的石墨层10,
[0103]
所述多孔层20所具有的孔22包括具有孔径x及孔径y且孔径y大于孔径x的孔22a’,其中,孔径x对应于所述多孔层20的表面,孔径y对应于所述多孔层20的内部,
[0104]
在将所述表层多孔性石墨片100(100’)垂直切割而得到的截面中,以下区域a的空隙率大于以下区域b的空隙率,
[0105]
区域a:从所述表层多孔性石墨片100(100’)的、存在有所述多孔层20的一侧的表面起,深入到相当于该表层多孔性石墨片100(100’)的厚度的20%的部位为止的区域;
[0106]
区域b:所述表层多孔性石墨片100(100’)中除区域a外的剩余区域。
[0107]
<2>
[0108]
根据<1>所述的表层多孔性石墨片100(100’),其中,所述表层多孔性石墨片100(100’)在膜面方向上的导热率为800w/mk以上。
[0109]
<3>
[0110]
一种复合材料500,其由<1>或<2>所述的表层多孔性石墨片100(100’)与基材200积层而成。
[0111]
<4>
[0112]
一种电子部件,其包含<3>所述的复合材料500。
[0113]
<5>
[0114]
一种表层多孔性石墨片100(100’)的制造方法,其包括:
[0115]
提供工序,提供将含成孔剂的树脂层40积层在树脂片30的单面或两面而成的积层树脂片50,其中,所述含成孔剂的树脂层40含有在加热下挥发的成孔剂42;以及
[0116]
石墨化工序,在所述成孔剂42的挥发温度以上的温度下,对所述积层树脂片50进行热处理来将之石墨化。
[0117]
<6>
[0118]
根据<5>所述的制造方法,其中,所述成孔剂42是选自金属氧化物、金属盐、金属氮化物、金属碳化物及金属粉中的一种以上。
[0119]
<7>
[0120]
根据<5>或<6>所述的表层多孔性石墨片的制造方法,其中,所述成孔剂42是选自氧化镁、碳酸镁及氧化铝中的一种以上。
[0121]
(实施例)
[0122]
以下,对本发明的一实施例进行说明,但本发明不限定为以下的实施例。
[0123]
〔石墨片的特性的评价方法〕
[0124]
[与陶瓷之间的粘接性]
[0125]
均准备2片实施例或比较例所得的石墨片。在其中1片石墨片的一个表面上涂敷陶瓷粘接剂(株式会社threebond制造、耐热无机粘接剂3732、氧化铝系),并用另1片石墨片夹合。此时,石墨片的与陶瓷粘接剂邻接的表面是形成着多孔层的一侧的表面。接着,将夹持有陶瓷粘接剂的石墨片在氮气气氛下,以5℃/分钟的升温速度升温至了1000℃。然后,在1000℃下热处理10分钟,以使复合材料干燥。得到的复合材料冷却至室温后,用夹具夹住2片表层多孔性石墨片的端部,以将一方的表层多孔性石墨片反折成180
°
角度的方式,并以10mm/sec的速度,将该一方的表层多孔性石墨片剥开,并评价了粘接性。按照与陶瓷之间的粘接性的优良顺序,评价如下。
[0126]
◎
:石墨片未在与陶瓷的界面处发生剥离,仅是石墨片内部发生了层间剥离(石墨片完全未被剥下)。
[0127]
○
:石墨片的一部分在与陶瓷的界面处发生了剥离,但发生在石墨片内部的层间剥离占一半以上的面积(石墨片的大部分未被剥下)。
[0128]
△
:石墨片在与陶瓷的界面处发生的剥离占一半以上的面积,但也部分发生了石墨片内部的层间剥离(石墨片的一部分未被剥下)。
[0129]
×
:石墨片的整面在与陶瓷的界面处发生了剥离(石墨片完全被剥下)。
[0130]
[散热性]
[0131]
(热扩散率)
[0132]
使用基于光交流法的热扩散率测定装置(ulvac理工株式会社制造的“laserpit”)测定了实施例或比较例所得的石墨片的热扩散率。作为样本,使用了切取为4mm
×
40mm大小的石墨片。测定条件为20℃的氛围下,10hz的交流。
[0133]
(石墨片的密度)
[0134]
用3cm见方的石墨片的重量(g)除以将膜的长、宽、厚度相乘而计算出的体积(cm3),从而计算石墨片的密度。
[0135]
(散热性的评价)
[0136]
按照式子“热扩散率
×
密度
×
比热=膜面方向上的导热率”来求取了膜面方向上的导热率。通过得到的导热率的值来评价散热性。按照散热性的优良顺序,评价基准如下。
[0137]
◎
:1200w/mk以上。
[0138]
○
:1000w/mk以上。
[0139]
△
:800w/mk以上。
[0140]
×
:低于800w/mk。
[0141]
〔实施例1〕
[0142]
[聚酰胺酸清漆(1)的制备]
[0143]
在溶解有4,4’-二氨基二苯醚(oda)的二甲基甲酰胺溶液中进一步溶解与oda为等摩尔量的均苯四甲酸二酐(pmda),到了含有18.5重量%的聚酰胺酸的聚酰胺酸溶液。向得到的聚酰胺酸溶液中,添加作为成孔剂的氧化镁,得到了聚酰胺酸清漆(1)。其中氧化镁的添加量为:使得相对于聚酰胺酸中固体成分的氧化镁浓度达到30重量%的量。
[0144]
[积层聚酰亚胺膜(1)的制作]
[0145]
在聚酰亚胺片(株式会社kaneka制造的apical ah、厚度:75μm)的单面上涂敷了聚酰胺酸清漆(1)。以干燥后的厚度为10μm的方式来设定了涂敷量。接着,将得到的涂敷物在热风烘箱中加热来将之干燥。加热过程中按如下方式阶段性地升高了温度:(i)100℃下加热4分钟,(ii)花费20分钟升温至200℃~300℃,(iii)400℃下加热5分钟。由此,制作了积层聚酰亚胺膜(1)(厚度:85μm)。
[0146]
[石墨片(1)的制作]
[0147]
用石墨片(长
×
宽:70mm
×
70mm)夹住积层聚酰亚胺膜(1)(长
×
宽
×
厚度:50mm
×
50mm
×
85μm)。此时,将积层聚酰亚胺膜(1)与石墨片以每张相互交替的方式进行了积层。将该积层体在氮气气氛下,以0.5℃/分钟的升温速度升温至1000℃后,在1000℃下热处理10分钟而将之碳化。
[0148]
然后,以升温速度1.0℃/分钟,将热处理温度升温至2800℃(即,石墨化最高温度),并且在2800℃下保持了10分钟,由此制得了石墨片(1)。其中,对于室温~2200℃的温度域,热处理环境为减压下,而对于超过2200℃的温度域,热处理环境为氩气氛围下。将石墨化了的积层聚酰亚胺膜(1)从石墨片之间取出,并将每1张此石墨化产物用pet膜(长
×
宽
×
厚度:200mm
×
200mm
×
400μm)夹住,用压缩成型机进行了压缩处理。此时施加的压力为10mpa。
[0149]
〔实施例2〕
[0150]
在聚酰胺酸清漆(1)的制备顺序中,将相对于聚酰胺酸中固体成分的氧化镁浓度变更为10重量%,得到了聚酰胺酸清漆(2),并使用了聚酰胺酸清漆(2),除此之外,均以与实施例1相同的方法制作了石墨片(2)。
[0151]
〔实施例3〕
[0152]
在聚酰胺酸清漆(1)的制备步骤中,将相对于聚酰胺酸中固体成分的氧化镁浓度变更为60重量%,得到了聚酰胺酸清漆(3),并使用了聚酰胺酸清漆(3),除此之外,均以与实施例1相同的方法制作了石墨片(3)。
[0153]
〔实施例4〕
[0154]
在聚酰胺酸清漆(1)的制备步骤中,将成孔剂变更为碳酸镁,得到了聚酰胺酸清漆(4),并使用了聚酰胺酸清漆(4),除此之外,均以与实施例1相同的方法制作了石墨片(4)。
[0155]
〔实施例5〕
[0156]
在聚酰胺酸清漆(1)的制备步骤中,将成孔剂变更为氧化铝,得到了聚酰胺酸清漆(5),并使用了聚酰胺酸清漆(5),除此之外,均以与实施例1相同的方法制作了石墨片(5)。
[0157]
〔实施例6〕
[0158]
在积层聚酰亚胺膜(1)的制作步骤中,在株式会社kaneka制造的apical ah(厚度:75μm)的两面上涂敷了聚酰胺酸清漆(1),并以干燥后的每面厚度为10μm的方式设定了每面的涂敷量,除此之外,均以与实施例1相同的方法制作了石墨片(6)。
[0159]
〔比较例1〕
[0160]
在聚酰胺酸清漆(1)的制备步骤中,不添加成孔剂,得到了聚酰胺酸清漆(1a),并使用了聚酰胺酸清漆(1a),除此之外,均以与实施例1相同的方法制作了石墨片(1a)。
[0161]
〔比较例2〕
[0162]
向石墨片(1a)照射激光来在表层部形成孔,得到了石墨片(2a)。孔的密度为25个左右/cm2、孔径为50μm左右、孔深度为5μm左右。
[0163]
〔比较例3〕
[0164]
一边冷却聚酰胺酸清漆(1),一边添加相对于聚酰胺酸中的羧基为1当量的乙酐、相对于聚酰胺酸中的羧基为1当量的异喹啉、以及含二甲基甲酰胺的酰亚胺化催化剂,并脱泡。接着,将该混合溶液,以干燥后的厚度为75μm的方式涂敷在铝箔上,得到了混合溶液层。用热风烘箱及远红外加热器对铝箔上的混合溶液层进行了干燥。
[0165]
干燥方式如下。首先,将铝箔上的混合溶液层用热风烘箱在120℃下干燥360秒,形成了具有自支撑性的凝胶膜。将该凝胶膜从铝箔剥离,并固定到了框架上。进而将凝胶膜按如下方式阶段性地加热干燥:用热风烘箱120℃下加热45秒、在275℃下加热60秒、在400℃下加热60秒、在450℃下加热了70秒,又用远红外加热器在460℃下加热了30秒。如此,制作了厚度75μm的聚酰亚胺膜(a)。
[0166]
将该聚酰亚胺膜(a)以与实施例1相同的方式进行加热,得到了石墨片(3a)。
[0167]
〔比较例4〕
[0168]
在积层聚酰亚胺膜(1)的制作步骤中,在聚酰亚胺片的单面上涂敷了聚酰胺酸清漆(1a)后,将氧化镁粉末撒在该表面。即,在聚酰亚胺膜的表面上涂敷不含成孔剂的聚酰胺酸清漆,然后从聚酰胺酸清漆的上方将成孔剂撒下。使用得到的涂敷物,以与实施例1相同的方法得到了石墨片(4a)。
[0169]
〔结果〕
[0170]
石墨片(1)~(6)、(1a)~(4a)的评价结果如下表1所示。
[0171]
(表1)
[0172]
表1
[0173][0174]
实施例1~6中,在树脂片(聚酰亚胺片)的单面或两面上积层含成孔剂的树脂层(含有成孔剂的聚酰胺酸清漆)来形成积层树脂片,并对其进行热处理来制得了石墨片。其结果,得到的石墨片(1)~(6)是在单侧或两侧具有多孔层的表层多孔性石墨片。石墨片(1)~(6)的多孔层包含了:对应于多孔层内部的孔径y大于对应于多孔层表面的孔径x的孔。因此,石墨片(1)~(6)与陶瓷之间的粘接性为一定水准以上。
[0175]
另一方面,石墨片(1a)是表层为非多孔性的石墨片。因此,石墨片(1a)对陶瓷不具有粘接性,从而在界面处发生了完全剥离。
[0176]
比较例2、4的制造方法中,多孔层所含的孔均是:对应于石墨片表面的孔径x与对应于多孔层内部的孔径y基本相同的孔。因此,石墨片(2a)、(4a)对陶瓷不具有粘接性,从而在界面处发生了完全剥离。
[0177]
比较例3中制作的石墨片(3a)中,作为材料的树脂片在其全体上含有成孔剂,因此全体为多孔性。所以,石墨片在膜面方向上的导热率低,散热性较差。
[0178]
(产业上的可利用性)
[0179]
本发明例如可用于复合材料的制造。该复合材料例如可用于多层陶瓷基板等散热部件。
[0180]
《附图标记说明》
[0181]
10
ꢀꢀꢀ
石墨层
[0182]
20
ꢀꢀꢀ
多孔层
[0183]
22
ꢀꢀꢀ
孔
[0184]
30
ꢀꢀꢀ
树脂片
[0185]
40
ꢀꢀꢀ
含成孔剂的树脂层
[0186]
42
ꢀꢀꢀ
成孔剂
[0187]
50
ꢀꢀꢀ
积层树脂片
[0188]
100
ꢀꢀ
表层多孔性石墨片
[0189]
100
’ꢀ
表层多孔性石墨片
[0190]
500
ꢀꢀ
复合材料
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。