1.本发明属于锂电池软包装技术领域,具体涉及一种铝塑膜及其制备方法和应用。
背景技术:
2.锂电池分为方形电池、软包电池和圆柱电池。由于软包电池在能量密度、安全性和模组设计灵活性等方面具有明显优势,已广泛用于3c消费电子领域,储能及动力电池领域。铝塑膜作为软包装锂电池电芯封装的关键材料,起到保护内容物的作用,其在阻隔性、冷冲压成型性、耐穿刺性等方面均有严格要求。
3.铝塑膜由多层材料复合而成,按照制备工艺不同,可分为干法和热法铝塑膜两类。其中,干法铝塑膜是由外层保护层、中间铝箔层和内层热封层通过胶黏剂复合而成。热法铝塑膜外层和中间铝箔层通过胶黏剂复合,内层热封层和铝箔层通过高温粘结树脂层mpp来粘合。由于铝塑膜内层和外层材料均为高分子材料,而中间铝箔层为金属材料,与金属材料的热膨胀系数相比,部分高分子材料如外层尼龙材及内层cpp材的热膨胀系数约为金属材料的4-10倍。层与层间的热膨胀系数差距大,使铝塑膜在干燥复合以及胶水熟化工序随温度的变化造成热应力,易导致卷曲变形。因此,制成的铝塑复合膜由于本应力和热应力的存在,易在冲深成型过程中产生边缘翘曲的问题,并对生产现场的封装和注液工序的效率及良率造成一定的影响。
4.申请号为cn201910488640.4的专利文献公开了一种冲深低翘曲铝塑薄膜,通过在常规干法铝塑膜的中间铝箔层和内层热封层间增加了一层聚酰胺薄膜,利用第一聚酰胺层和第二聚酰胺层在冲深过程中的应力的抵消作用,以及各层间的不同组合及制备方法来达到防止冲深翘曲的目的。另外,申请号为cn201910627081.0的专利文献公开了一种冲深后低翘曲高热封强度的铝塑薄膜及其制备方法,利用高强度的流延聚丙烯薄膜层在冲深过程中产生的应力抵消掉聚酰胺膜产生的应力,来达到防止冲深翘曲的目的。然而,现有技术中通过应力作用抵消改善翘曲,仍不可避免地存在复合材料间热膨胀系数的差别,进而影响温度变化下复合材料的热应力,且冲深深度和翘曲程度呈正相关。因此,本领域还有待进一步开发低翘曲高冲深的铝塑膜。
技术实现要素:
5.基于现有技术中存在的上述缺点和不足,本发明的目的之一是至少解决现有技术中存在的上述问题之一或多个,换言之,本发明的目的之一是提供满足前述需求之一或多个的一种铝塑膜及其制备方法和应用。
6.为了达到上述发明目的,本发明采用以下技术方案:
7.一种铝塑膜,包括从外侧到内侧依次叠加的sebs改性的尼龙层、外粘结层、外防腐处理层、铝箔层、内防腐处理层、内粘结层、热封层,所述sebs改性的尼龙层包括从外侧到内侧依次叠加的尼龙表层、芯层、电晕层,芯层和电晕层中均含有sebs。
8.作为优选方案,所述尼龙表层包括96-98质量份聚酰胺pa6和2-4质量份助剂。
9.作为优选方案,所述芯层包括80-90质量份聚酰胺pa6和10-20质量份sebs。
10.作为优选方案,所述电晕层包括72-82质量份聚酰胺pa6、15-25质量份sebs和2-4质量份助剂。
11.作为优选方案,所述助剂包括开口剂和爽滑剂,开口剂包括气相法二氧化硅、沉淀法二氧化硅中的至少一种,爽滑剂包括聚硅氧烷、改性聚硅氧烷中的一种或两种。
12.作为优选方案,所述尼龙表层、芯层、电晕层在sebs改性的尼龙层中的厚度占比分别为13-17%、73-77%、8-12%。
13.作为优选方案,所述sebs改性的尼龙层的厚度为20-40μm。
14.作为优选方案,所述外粘结层和内粘结层均为3-5μm,铝箔层为30-60μm,热封层为30-80μm。
15.本发明还提供如上任一项方案所述的铝塑膜的制备方法,包括:
16.(1)sebs改性的尼龙层的制备
17.分别将尼龙表层、芯层、电晕层的原料进行混合,之后分别熔融挤出并在模头内汇合流延至激冷辊以得到铸片,接着依次进行纵向拉伸、横向拉伸和电晕处理得到sebs改性的双向拉伸尼龙膜;
18.(2)铝塑膜的制备
19.对铝箔层进行双面防腐处理,得到外防腐处理层和内防腐处理层;然后分别对外防腐处理层和内防腐处理层附着外粘结层和内粘结层,最后将sebs改性的双向拉伸尼龙膜和热封层分别与外粘结层和内粘结层复合,得到铝塑膜。
20.本发明还提供如上任一项方案所述的铝塑膜的应用,其特征在于,作为锂电池包装材料。
21.本发明与现有技术相比,有益效果是:
22.本发明结合目前铝塑膜冲深后易往外层材料翘曲的现象,采用低热膨胀系数的sebs改性尼龙膜来减小铝箔和外层材料间在干燥复合和熟化工序后存在的热应力,进而改善翘曲;此外,通过sebs改性尼龙芯层和第二表层电晕层,在一定程度下增强了外层材料的冲击韧性,进而提升了铝塑膜的冲深成型性能。
附图说明
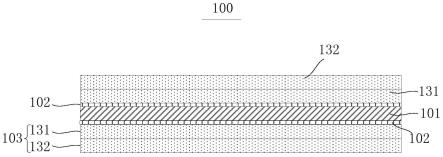
23.图1是本发明各实施例的铝塑膜的结构示意图;
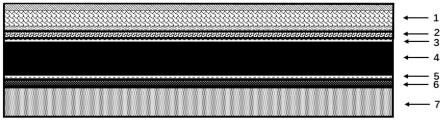
24.图2是本发明的铝塑膜冲深后翘曲高度示意图。
具体实施方式
25.为了更清楚地说明本发明实施例,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
26.实施例1:
27.如图1所示,本实施例的铝塑膜,包括从外侧到内侧依次叠加的sebs(氢化苯乙烯-丁二烯嵌段共聚物,shell,kraton,fg1901x)改性的尼龙层1、外粘结层2、外防腐处理层3、
铝箔层4、内防腐处理层5、内粘结层6、热封层7。
28.其中,sebs改性的尼龙层包括从外侧到内侧依次叠加的尼龙表层(简称a层)、芯层(简称b层)、电晕层(简称c层)。
29.具体地,铝塑膜的制备方法,包括以下步骤:
30.(1)sebs改性的尼龙层的制备
31.称取a层包括97质量份聚酰胺pa6和3质量份助剂,b层包括90质量份聚酰胺pa6和10质量份sebs,c层包括87质量份聚酰胺pa6、10质量份sebs和3质量份助剂;将各层材料分别用高速混合机混合使其分散均匀,并加入三台挤出机中进行熔融后,在模头内汇合流延至激冷辊获得铸片,通过纵向拉伸、横向拉伸和电晕处理形成低热膨胀系数的sebs改性的双向拉伸尼龙膜。
32.其中,控制总厚为(25
±
1)μm,a层占比15%,b层占比75%,c层占比10%。
33.(2)铝塑膜的制备
34.对铝箔层4进行双面防腐处理,得到外防腐处理层3和内防腐处理层5;然后分别对外防腐处理层3和内防腐处理层5附着外粘结层2和内粘结层6,最后将sebs改性的双向拉伸尼龙膜1和热封层7分别与外粘结层2和内粘结层6复合,得到铝塑膜。
35.本实施例的铝塑膜,作为锂电池包装材料。
36.实施例2:
37.本实施例的铝塑膜与实施例1的不同之处在于:sebs改性的尼龙层不同。
38.具体地,本实施例的sebs改性的尼龙层的制备,包括:
39.称取a层包括97质量份聚酰胺pa6和3质量份助剂,b层包括85质量份聚酰胺pa6和15质量份sebs,c层包括82质量份聚酰胺pa6、15质量份sebs和3质量份助剂;将各层材料分别用高速混合机混合使其分散均匀,并加入三台挤出机中进行熔融后,在模头内汇合流延至激冷辊获得铸片,通过纵向拉伸、横向拉伸和电晕处理形成低热膨胀系数的sebs改性的双向拉伸尼龙膜。
40.其中,其中,控制总厚为(25
±
1)μm,a层占比15%,b层占比75%,c层占比10%。
41.其他同实施例1。
42.实施例3:
43.本实施例的铝塑膜与实施例1的不同之处在于:sebs改性的尼龙层不同。
44.具体地,本实施例的sebs改性的尼龙层的制备,包括:
45.称取a层包括97质量份聚酰胺pa6和3质量份助剂,b层包括85质量份聚酰胺pa6和15质量份sebs,c层包括77质量份聚酰胺pa6、20质量份sebs和3质量份助剂;将各层材料分别用高速混合机混合使其分散均匀,并加入三台挤出机中进行熔融后,在模头内汇合流延至激冷辊获得铸片,通过纵向拉伸、横向拉伸和电晕处理形成低热膨胀系数的sebs改性的双向拉伸尼龙膜3。
46.其中,控制总厚为(25
±
1)μm,a层占比15%,b层占比75%,c层占比10%。
47.实施例4:
48.本实施例的铝塑膜与实施例1的不同之处在于:sebs改性的尼龙层不同。
49.具体地,本实施例的sebs改性的尼龙层的制备,包括:
50.称取a层包括97质量份聚酰胺pa6和3质量份助剂,b层包括80质量份聚酰胺pa6和
20质量份sebs,c层包括72质量份聚酰胺pa6、25质量份sebs和3质量份助剂;将各层材料分别用高速混合机混合使其分散均匀,并加入三台挤出机中进行熔融后,在模头内汇合流延至激冷辊获得铸片,通过纵向拉伸、横向拉伸和电晕处理形成低热膨胀系数的sebs改性的双向拉伸尼龙膜3。
51.其中,控制总厚为(25
±
1)μm,a层占比15%,b层占比75%,c层占比10%。
52.对比例1:
53.本对比例的铝塑膜与实施例1的不同之处在于:sebs改性的尼龙层不同。
54.具体地,本对比例的sebs改性的尼龙层的制备,包括:
55.称取a层和c层包括97质量份聚酰胺pa6和3质量份助剂,b层为聚酰胺pa6。将各层材料分别用高速混合机混合使其分散均匀,并加入三台挤出机中进行熔融后,在模头内汇合流延至激冷辊获得铸片,通过纵向拉伸、横向拉伸和电晕处理形成常规双向拉伸尼龙膜。
56.其中,控制总厚为(25
±
1)μm,a层占比15%,b层占比75%,c层占比10%。
57.区别于低热膨胀系数的sebs改性的双向拉伸尼龙膜,对比例1中未加入sebs。
58.对比例2:
59.本对比例的铝塑膜与实施例1的不同之处在于:sebs改性的尼龙层替换为市售25μm双向拉伸聚酰胺尼龙膜。
60.另外,上述实施例1-4及对比例1-2中:
61.外粘结层为市售的双组份铝塑膜复合用聚氨酯胶黏剂,厚度为3μm;内、外防腐处理层为三价铬钝化剂处理的防腐层;铝箔层为o态8021铝箔,厚度为40μm;内粘结层为市售的双组份铝塑膜复合用改性聚烯烃树脂和异氰酸酯固化剂类胶黏剂,厚度为3μm;热封层为市售的马来酸酐改性的流延聚丙烯薄膜(cpp),厚度为40μm。
62.以下对上述实施例1-4及对比例1-2的铝塑膜的性能进行测试。
63.1.铝塑膜的冲深极限测试:将铝塑膜在23
±
2℃,50
±
10%rh环境下调湿24h以上,采用模具型号为104050,r角为1.5
°
,在0.6mpa的压力下进行冲压,检查样品的外观,并用精度为0.01mm的量具测量冲压深度。
64.2.铝塑膜翘曲:将铝塑膜在23
±
2℃,50
±
10%rh环境下调湿24h以上,采用模具型号为104050,r角为1.5
°
,在0.6mpa的压力下进行冲压,测量7.0mm深度下4个角位冲深后边部的翘曲高度,如图2所示,并统计四个角位的总翘曲高度。
65.表1各实施例及对比例的铝塑膜的性能测试参数
66.试样冲深极限/mm总翘曲高度/mm实施例17.090.5实施例27.577.4实施例37.856.6实施例47.063.8对比例16.7114.9对比例27.0106.3
67.基于上述性能测试对比,可以发现,本发明在尼龙层中引入sebs用以制备低膨胀系数的sebs改性尼龙膜来减小铝箔和外层材料间在干燥复合和熟化工序后存在的热应力,进而改善了铝塑膜冲深后的翘曲情况;当sebs含量引入超过15%时,其翘曲情况开始明显
改善;后续sebs含量持续增加,将导致尼龙层强度不足进而影响铝塑膜的冲深成型性能。因此,适量低模量、良好韧性的sebs的引入,并在a层、b层、c层的含量构成一个梯度,可以明显改善铝塑膜冲深后的翘曲情况及铝塑膜的冲深成型性能。
68.因此,本发明制备得到的铝塑膜具有低冲深翘曲现象及良好的冲深成型性能。
69.以上所述仅是对本发明的优选实施例及原理进行了详细说明,对本领域的普通技术人员而言,依据本发明提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。