1.本发明涉及一种重载用轮胎,具体地涉及一种应用了将加强带朝轮胎的圆周方向卷取的技术的重载用轮胎。
背景技术:
2.现有的重载用轮胎卡车以及公共汽车的轮胎是由具备4个层的带束层以及具备1个层的胎体构成而使用,这种根据现有技术的轮胎示于图1中。
3.最近,随着轮胎的每条载荷的增加,为了最佳化接地形状(地面与轮胎相接触时轮胎接地的形状)以及强化带束层的耐久性能而追加适用加强带。
4.加强带通常适用于第2带束层与第3带束层之间,采取的是将一根钢帘线按照0~1度之间的角度以螺旋形线圈的形态缠绕的方式。
5.而且,将一根钢帘线缠绕成螺旋形形态时,一条轮胎需要5~10分钟(作业速度120mpm:120m/分钟)的缠绕时间。为了改善这种将钢帘线以螺旋形形态(infinite coil)缠绕的作业方式,还适用一种将钢帘线以两根提供的双重方式的技术。
6.然而,根据所述方式的用一根或两根钢帘线进行缠绕时,在对带束层外部的整体膨胀进行抑制来改善接地状态方面仍具有局限性。
7.也就是说,相比于用一根钢帘线进行缠绕的方式,用多根钢帘线以具有一定宽度的压延物形态进行缠绕的方式在带束层整体膨胀抑制方面具有更好的效果。
8.最近,随着自动驾驶技术的兴起,往后如卡车以及公共汽车等大型车辆优选地适用具有优异的长时间耐久性的、且通过增加轮胎每条载荷来最佳化接地形状从而使摩擦均匀的轮胎。
9.然而,由于现有技术中的加强带采用的是用1~2根钢帘线以螺旋形进行缠绕的方式,从而存在可制造性非常差的问题。
10.另外,采用双重方式时,还需额外制造设备而受空间上的束缚,因此在对带束层整体的外胎(casing)膨胀进行抑制方面具有局限性。
11.因此,为了提高适用于大型车辆的轮胎的耐磨性能和耐久性能,需要可均匀化及可最小化与地面接触的胎面部位的接地压力且可最小化长时间行驶时圆周方向上的轮胎膨胀量的一种开发技术。
12.(专利文献1)注册专利公报第10-2130374号(2020.06.30.)
13.(专利文献2)注册专利公报第10-2172330号(2020.10.26.)
技术实现要素:
14.要解决的技术问题
15.为了解决所述现有技术中存在的问题,本发明的目的在于提供一种重载用轮胎,在至少一层带束层之间或者胎面部与带束层部之间朝轮胎的圆周方向插入加强带部,从而提高带束层部的耐久性、rr性能以及操纵性能,使胎面部上施加的接地压力均匀,并减少空
气不适合发生率。
16.本发明所要解决的技术问题并不限于以上所涉及的技术问题,本领域技术人员可通过以下的记载更加明确的理解没有涉及到的其他技术问题。
17.解决问题的手段
18.为了达成如上所述的目的,本发明提供一种重载用轮胎,包括:胎面部,与路面接地;带束层部,包括形成于所述胎面部内侧的至少一层带束层;以及加强带部,插入于所述至少一层带束层之间或者所述胎面部与所述带束层部之间,所述加强带部是由将钢帘线朝轮胎的圆周方向卷取的压延物制成。
19.根据本发明的实施例,所述至少一层带束层为与胎体邻接的第1带束层;位于所述第1带束层上部的第2带束层;位于所述第2带束层上部的第3带束层;以及位于所述第3带束层上部的第4带束层,所述加强带部在所述第1带束层和所述第3带束层的最外轮廓层或者所述第2带束层和所述第4带束层的最外轮廓层上朝所述轮胎的圆周方向被卷取1至2次。
20.根据本发明的实施例,所述加强带部形成为螺旋形,以10mm~15mm的宽度制成。
21.根据本发明的实施例,所述至少一层带束层为与胎体邻接的第1带束层;位于所述第1带束层上部的第2带束层;位于所述第2带束层上部的第3带束层;以及位于所述第3带束层上部的第4带束层,所述加强带部插入于所述第2带束层与所述第3带束层之间并朝所述轮胎的圆周方向被卷取。
22.根据本发明的实施例,所述加强带部是以与第2带束层同样的宽度形成。
23.根据本发明的实施例,所述加强带部分别形成于所述胎面部的两侧部分以及中央部分并互相隔开设置。
24.根据本发明的实施例,所述加强带部是将钢帘线在14epi~18epi范围内进行压延来制成。
25.根据本发明的实施例,所述加强带部是以10mm~20mm的宽度制成。
26.根据本发明的实施例,所述加强带部包括所述钢帘线以及对所述钢帘线进行贴胶的橡胶,所述钢帘线的直径为0.8mm~1.0mm,所述加强带部的厚度为0.85mm~1.1mm。
27.根据本发明的实施例,所述钢帘线的拉伸强度为80kgf~110kgf。
28.发明效果
29.根据所述构成的本发明的效果在于,在至少一层带束层之间或者胎面部与带束层部之间朝轮胎的圆周方向插入加强带部,从而提高带束层部的耐久性、rr性能以及操纵性能,使胎面部上施加的接地压力均匀,并减少空气不适合发生率。
30.本发明的效果并不仅限于所述效果,应该理解为包括从本发明的发明内容或者专利权利要求所记载的构成中能够推理出的所有效果。
附图说明
31.图1为显示根据本发明的轮胎的朝一方向的侧截面图;
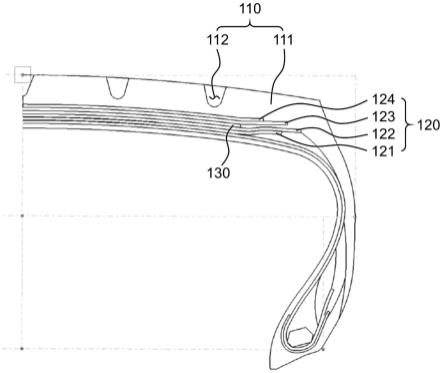
32.图2为显示根据本发明一实施例的重载用轮胎的朝一方向的侧截面图;
33.图3为显示根据本发明一实施例的重载用轮胎和普通结构轮胎的性能分析结果的示意图。
34.附图标记说明
35.100:重载用轮胎
36.110:胎面部
37.111:胎面
38.112:花纹沟
39.120:带束层部
40.121:第1带束层
41.122:第2带束层
42.123:第3带束层
43.124:第4带束层
44.130:加强带部
具体实施方式
45.下面,参考所附的附图对本发明进行说明。然而,本发明可通过多种不同的形态来实现,因此,并不被这里说明的实施例所限定。然后,为了在附图中明确地进行说明而省略了与说明不相关的部分,在整个说明书中类似的部分标记了类似的符号。
46.在整个说明书中,某个部分与其他部分“连接(接连、接触、结合)”时,不仅包括“直接连接”的情况,还包括在它们之间通过其他部件“间接连接”的情况。另外,某个部分“包含”某个构成要素时,除非有特别的说明,则表示还可能包含其他构成要素,而并非表示排除其他构成要素。
47.本说明书中使用的用语仅仅是为了说明特定实施例,并非是为了限定本发明。单数的表达除非在上下文中明确地说明了具有其他的含义,则包含复数的表达。本说明书中,“包括”或者“具备”等用语是用于指定说明书中记载的特征、数字、步骤、动作、构成要素、部件或者它们的组合的存在,而不能理解为是用于提前排除一个或者一个以上的其他特征、数字、步骤、动作、构成要素、部件或者它们的组合的存在或者附加可能性。
48.下面,参考所附的附图对本发明的实施例进行详细地说明。
49.图2为显示根据本发明一实施例的重载用轮胎的朝一方向的侧截面图。
50.参考图2,根据本发明一实施例的重载用轮胎100包括胎面部110、带束层部120以及加强带部130。
51.胎面部110在车辆行驶时随着与路面接地来进行旋转的同时将路面推出而使车辆移动。所述胎面部110包括胎面111以及花纹沟112。
52.胎面111为与路面接地的部分,可形成为多个,多个胎面111之间形成有花纹沟112。由此,多个胎面111互相隔开设置。
53.花纹沟112为形成于多个胎面111之间的槽,用于胎面111在与路面接地的状态下能够顺利地排出行驶时引入的物质或者异物。
54.带束层部120包括形成于胎面部110内侧的至少一层带束层121、122、123、124。其中,至少一层带束层121、122、123、124为第1带束层121、第2带束层122、第3带束层123以及第4带束层124。
55.第1带束层121与胎体邻接设置。
56.第2带束层122位于第1带束层121的上部。
57.第3带束层123位于第2带束层122的上部。
58.第4带束层124位于第3带束层123的上部。
59.加强带部130插入于至少一层带束层121、122、123、124之间或者胎面部110与带束层部120之间。
60.具体地,加强带部130是由将钢帘线朝轮胎的圆周方向卷取的压延物制成。
61.另外,加强带部130是将钢帘线在14epi~18epi范围内进行压延来制成。其中,epi为每1英寸钢帘线的根数。
62.另外,加强带部130以10mm~20mm的宽度制成,加强带部130的厚度为0.85mm~1.1mm。
63.所述加强带部130包括钢帘线以及对钢帘线进行贴胶的橡胶。
64.此时,钢帘线的直径为0.8mm~1.0mm,钢帘线的高延伸率为3.5%以上,钢帘线的拉伸强度为80kgf~110kgf。为此,加强带部130通过压延工序将钢帘线一根一根地放入挤出头模具中以挂上贴胶(topping)用橡胶。
65.虽然所述钢帘线相比于现有的螺旋帘线(spiral cord)拉伸强度较低,但是epi变高,具有抑制轮胎膨胀以及减少轮胎重量的效果。
66.只是,现有的螺旋帘线中,钢帘线(steel cord)的直径为1.1~1.5mm,钢帘线的拉伸强度为120~170kg。
67.根据现有技术的螺旋帘线(spiral cord)为以下方式,即在一根帘线上直接将橡胶进行贴胶的方式或者完成帘线的卷取之后将覆盖整个帘线的橡胶进行附着的方式。此时,一根帘线上的橡胶贴胶不均匀,螺旋帘线(spiral cord)和贴胶用橡胶之间的附着性(tack)降低,从而发生硫化时空气不适合(不良)。
68.另外,现有的螺旋帘线(spiral cord)的直径大,贴胶用橡胶(包括帘线)的厚度为1.5mm以上,因此很难实现轻量化。
69.相反地,本发明能够制造出贴胶用橡胶(包括帘线)的厚度可达到至少0.85mm的加强带部130,从而实现了轻量化,由此具有减少轮胎的旋转阻力的效果。
70.所述加强带部130在本发明中的插入位置还可以不同。
71.第一,加强带部130在第1带束层和所述121第3带束层123的最外轮廓层或者第2带束层122和第4带束层124的最外轮廓层上朝轮胎的圆周方向被卷取1至2次。
72.此时,加强带部130形成为螺旋形,以10mm~15mm的宽度制成。
73.第二,加强带部130插入于第2带束层122与第3带束层123之间并朝所述轮胎的圆周方向被卷取。
74.此时,加强带部130以与第2带束层122同样的宽度形成。
75.如上所述的加强带部130需要1分钟以内的作业时间,由于作业时通过已设定的张力(tension)以已设定的宽度(10~15mm)进行缠绕,相比于现有技术的现有方式(一根一根地缠绕帘线的方法)来说,轮胎的圆周方向上的膨胀量会减少。示例性地,根据现有的方式将一根钢帘线螺旋卷取时,缠绕钢帘线的时间需要5~7分钟。
76.第三,加强带部130分别形成于胎面部110的两侧部分以及中央部分并互相隔开设置。
77.具体地,将按照一定宽度裁剪的加强带部130以50~100mm宽度分为3个部分(左
边、中心、右边),在第2带束层122与第3带束层123之间通过施加朝圆周方向的已设定的张力(tension)来成型。
78.具体地,以朝法线方向观看胎面部110的视角为基准,加强带部130位于胎面部110的中央部分以及两侧部分。
79.通常胎面部110的中央部分以及两侧部分的接地压力是不同的,因此分开加强带部130来进行卷取从而最佳化胎面部110的中央部分以及两侧部分的接地形状。
80.现有技术的卡车或者公共汽车上安装的轮胎,以钢(steel)材质的螺旋线圈(spiral-coil)的形态一根一根地进行缠绕,帘线之间的间隔不一致,随着在第2带束层与第3带束层之间产生很大的剪切力而不能均匀地箍住圆周方向上轮胎的膨胀。
81.然而,根据本发明的加强带部130是将钢帘线(steel cord)以已设定的间隔(epi:每1英寸帘线的根数)进行压延裁剪从而按照钢帘线间隔为14~18epi来制成。
82.只是,根据现有技术将钢帘线一根一根地成型(spc)的工序中进行卷取时,将钢帘线之间的间隔限制在9~13epi,由此加强带部130被裁剪成10~15mm的宽度,从而适用于第2带束层122与第3带束层123之间时产生的剪切应力很小。
83.图3为显示根据本发明一实施例的重载用轮胎和普通结构轮胎的性能分析结果的示意图。
84.图3中,t1为普通结构的包括4层带束层的轮胎,t2为由螺旋帘线构成的包括5层带束层的轮胎,t3为包括根据本发明的加强带部130(部分,partial)的轮胎,t4为包括根据本发明的加强带部130(全部,full)的轮胎。
85.具体地,t1为现有的卡车、公共汽车的子午线轮胎的结构,适用于uss(ultra super single)尺寸的轮胎中。通常,uss轮胎适用加强带的情况t2很普遍。
86.将加强带一根一根地缠绕来适用时,在整个带束层外胎(belt casing)膨胀的抑制方面具有局限性,制造时间延长。
87.图3示出的分析结果中,虽然t1的rr性能最佳,但是uss轮胎为了最佳化带束层的耐久性以及接地形状通常适用具备加强带的5层带束层。t1中的rr性能可以说是因减少重量而产生的效果。
88.也就是说,如果t2~t4将重量设定为与t1相同时,分析结果中也能预测出rr性能会跟t1在等同的水平上。
89.t2的适用加强带(螺旋线圈:spc)的结果,相对地,t3以及t4主变形率最多减少17%。也就是说,适用加强带130的t3以及t4具有最为优异的加强带的耐久性能。
90.将t4以全部(full)加强带来适用时,随着带束层的整个膨胀量抑制为最小第2带束层与第3带束层的剪切力变小,接地形状也会矩形化而接地压力均匀分布因此磨损会变均匀,并且还能提高带束层性能。
91.载荷指数为4000kg/1ea时,相比于普通结构,适用第1带束层至第3带束层和加强带部130的结构还能提高带束层耐久性能以及rr性能。
92.如果载荷指数(4500kg以上)在高规格的情况下,在第4带束层124的最外轮廓的上侧将加强带部130卷取1~2次来适用,从而抑制带束层膨胀量,在高速条件下还能维持带束层整体刚性以提高操纵性能。
93.将t3以部分(split)加强带部130来适用时,相比于现有普通结构,带束层的耐久
性会提高,rr性能也会提高。但是,以部分(split)加强带部130来适用时,需适用于第2带束层122与第3带束层123之间(带束层角度相反并能产生最大剪切力的位置)。
94.如上所述的本发明的加强带部130是以已设定的宽度(10~15mm)来裁剪的形态,即使附着于带束层的最外轮廓层上或者第2带束层122与第3带束层123之间,也不会导致加强带部与带束层部的附着性(tack)降低,由此空气不适合发生率小。
95.另外,本发明中将加强带部130的宽度以10~20mm之间进行分条(slitting)并卷取在最外轮廓带束层的上部而适用时,可适用于第1带束层至第3带束层、第1带束层至第4带束层、第2带束层至第3带束层、第2带束层至第4带束层的上侧。
96.由此,本发明中将加强带部适用于带束层最外轮廓层上部时,在高速行驶以及高载荷的条件下能够使轮胎均匀膨胀的同时还能确保均匀的接地压力,从而提高操纵性能。
97.上述本发明的说明是用于示例,具有本领域普通技术知识的技术人员应当理解的是不用对本发明的技术思想或者必要特征进行变更也能容易地变更为其他具体形态。因此,以上所述的实施例应理解为在所有层面上仅仅是示例性的,而并非是限定性的。例如,记载为单一型的各个构成要素能够分散实施,同样地,记载为分散型的构成要素也能以结合形态实施。
98.本发明的范围是通过后述的权利要求来表示,应解释为从权利要求的含义以及范围和其等同的概念导出的所有变更或者变形的形态应包含在本发明的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。