1.本实用新型涉及尾气的化学或生物净化技术领域,特别是涉及一种高效的羰基硫和硫化氢复合脱除系统。
背景技术:
2.工业中采用以煤为代表的含硫固体燃料,产生的工业气体,如煤化工尾气、高炉尾气、黄磷尾气、发酵制取的沼气等,含h2s以及cos,h2s以及cos皆为危害极大的污染物,不能随意排放,且因原料中硫含量不稳定,易出现h2s以及cos波动情况。
3.羰基硫的性质较为稳定,因酸性比硫化氢低,与醇胺溶液化学反应活性差,难以彻底脱除,易导致排放气体总硫浓度超标。已有的有机硫脱除技术主要以催化水解技术和催化加氢技术为主,然而,催化加氢技术需要高温、高压的反应条件,且存在副反应,导致其经济性差,不适宜工业化应用;相比于催化加氢技术而言,催化水解技术因其催化效率高、反应温度相对较低和副反应较少,被广泛用于工业尾气中的羰基硫脱除。
4.但这带来了一个很严重的问题:由于硫在固相原料中的分布并不均匀,因此尾气中的羰基硫及硫化氢的含量也是变化很大的,且羰基硫水解产生的硫化氢进一步放大了尾气硫化氢的含量变化,这导致脱除硫化氢的填料塔中的液气比需要不断调整(也即调整吸收液的流量)以充分脱除尾气中的硫化氢,而填料塔的液相操作范围较小,液气比过大会产生液泛,导致填料塔无法运行,因此现有的羰基硫及硫化氢脱除设备经常出现排放超标事故。
技术实现要素:
5.本实用新型提供一种高效的羰基硫和硫化氢复合脱除系统。
6.解决的技术问题是:工业尾气中羰基硫及硫化氢浓度的变化,以及由于羰基硫水解产生的硫化氢放大了尾气硫化氢的含量变化,都易导致脱除羰基硫和硫化氢的填料塔出现排放超标的事故。
7.为解决上述技术问题,本实用新型采用如下技术方案:
8.一种高效的羰基硫和硫化氢复合脱除系统,包括吸收塔,并采用在吸收塔内用吸收液将羰基硫水解为硫化氢,然后将硫化氢氧化为单质硫的方式对尾气中的羰基硫和硫化氢进行处理,工业尾气自吸收塔底进入,并与吸收液在吸收塔内逆流接触,最后自塔顶排出;所述吸收液为含有可再生的氧化剂及羰基硫水解催化剂的缓冲液,所述吸收塔内自下而上依次分布有用于进行羰基硫水解反应的塔板层、以及多个用于进行硫化氢氧化反应的填料层;
9.所述脱除系统还包括采用空气鼓泡氧化进行氧化剂再生的氧化槽,以及用于分离硫单质的硫分离装置;所述吸收塔的釜液出口沿富液泵通入氧化槽;所述氧化槽的溢流口通入硫分离装置,且贫液出口沿贫液泵通入吸收塔,所述硫分离装置的母液出口返回至氧化槽;
10.所述贫液泵的出口管道分支为与填料层一一对应的多个分支管道后通入吸收塔,每个分支管道沿液体分布器通入对应的填料层上方,每个分支管道上分别设置有切换阀;
11.所述尾气沿尾气风机进入吸收塔,所述吸收塔顶设置有用于对处理过的尾气进行除雾的除雾器。
12.进一步,所述脱除系统还包括用于补充羰基硫水解催化剂损耗的催化剂溶液储罐、以及用于补充氧化剂损耗的氧化剂溶液储罐。
13.进一步,所述催化剂溶液储罐的出液口以及氧化剂溶液储罐的出液口分别通过加药泵通入氧化槽。
14.进一步,所述缓冲液中的缓冲剂的阳离子记作缓冲阳离子,由缓冲阳离子和氢氧根组成的碱记作缓冲碱,所述脱除系统还包括用于储存缓冲碱溶液的碱液储罐。
15.进一步,所述碱液储罐的出液口通过加药泵通入填料层与塔板层之间。
16.进一步,所述缓冲液中的缓冲剂为碳酸钠和/或碳酸氢钠。
17.进一步,所述吸收塔中还设置有用于测量吸收液ph值的ph传感器。
18.进一步,吸收塔出口处设置有用于测量气体中硫化氢含量的硫化氢浓度传感器、以及用于测量气体压力的压力传感器。
19.进一步,所述尾气风机为变频风机。
20.进一步,所述流向切换阀为自动阀。
21.本实用新型一种高效的羰基硫和硫化氢复合脱除系统与现有技术相比,具有如下有益效果:
22.本实用新型中,采用多个填料层来完成对硫化氢的脱除,当检测到硫化氢浓度超标后,通过切换流向切换阀向更高处的填料层注入吸收液的方式,使硫化氢浓度超标的尾气立即与注入的新鲜吸收液接触,不仅可以立即拦截超标的硫化氢,立即避免尾气超标排放,而且不需要提高吸收液流量,不会因为吸收液流量过大而导致液泛;且即使需要提高吸收液流量,由于上层的填料层在切换流向切换阀动持液量为0,能够容纳短时间内额外增加的吸收液而不会导致液泛;
23.本实用新型中,实用新型人发现,羰基硫水解的控制步骤在于反应,而硫化氢氧化的控制步骤在于硫化氢进入液相,因此将吸收塔设置为下半部分为板式塔上半部分为填料塔的复合结构,板式塔持液量更大,能够提供更长的停留时间使羰基硫充分水解,而填料塔气液接触更加有效,能够使硫化氢有效进入液相,从而完成了针对性的过程强化,提高了吸收塔的脱硫效率;两塔二合一还有效减少了占地面积与能耗,使整个脱硫装置更为紧凑;
24.本实用新型中,用于氧化再生的氧化剂,也即空气,注入到氧化槽而非吸收塔中,从而减少了吸收塔的气相负荷,吸收塔中相同的液气比所需要的吸收液的流量更小;同时不在吸收塔内产生硫单质,减少富集、堵塞等负面影响。
附图说明
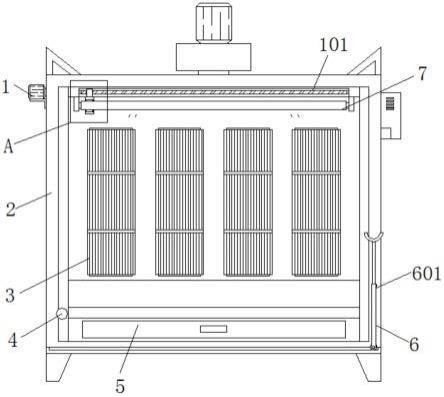
25.图1为本实用新型一种高效的羰基硫和硫化氢复合脱除系统的结构示意图;
26.其中,11-填料层,12-塔板层,13-除雾器,2-氧化槽,3-硫分离装置,41-催化剂溶液储罐,42-氧化剂溶液储罐,43-碱液储罐,51-尾气风机,52-氧化风机,53-富液泵,54-贫液泵,6-流向切换阀。
具体实施方式
27.如图1所示,一种高效的羰基硫和硫化氢复合脱除系统,包括吸收塔,并采用在吸收塔内用吸收液将羰基硫水解为硫化氢然后将硫化氢氧化为单质硫的方式对尾气中的羰基硫和硫化氢进行处理,工业尾气自吸收塔底进入,与吸收液在吸收塔内逆流接触,最终自塔顶排出;吸收液为含有可再生的氧化剂及羰基硫水解催化剂的缓冲液,吸收塔内自下而上依次分布有用于进行羰基硫水解反应的塔板层12、以及多个用于进行硫化氢氧化反应的填料层11;
28.这里塔板层12中的塔板上的溢流堰要在设计允许的范围内取上限,以确保各个塔板有足够的持液量,同时在使用时,闲置的填料层11可以起到除雾器13的作用。
29.脱除系统还包括采用空气鼓泡氧化进行氧化剂再生的氧化槽2,以及用于过滤硫泡沫的硫分离装置3;吸收塔的釜液出口沿富液泵53通入氧化槽2;氧化槽2的溢流口通入硫分离装置3,且贫液出口沿贫液泵54通入吸收塔,硫分离装置3硫分离装置3的母液出口通入氧化槽2;这里的氧化槽2作用还有一点,就是在鼓入空气的时候进行浮选产生硫泡沫,从而一定程度上对硫泡沫进行富集,确保流入硫分离装置3的液体中硫泡沫含量更高。
30.贫液泵54的出口管道分支为与填料层11一一对应的多个分支管道后通入吸收塔,每个分支管道沿液体分布器通入对应的填料层11上方,每个分支管道上分别设置有流向切换阀6;这里的流向切换阀6需要为自动阀。
31.尾气沿尾气风机51进入吸收塔,尾气风机51为变频风机。选用变频风机的原因是当投入的填料层11的个数变多的时候,整个吸收塔的压降会变大,此时需要提升塔底气压来适应这一变化,靠阀门不足以有效调整塔底气压。
32.脱除系统还包括用于补充损耗的羰基硫水解催化剂的催化剂溶液储罐41、以及用于补充损耗的氧化剂的氧化剂溶液储罐42,催化剂溶液储罐41的出液口以及氧化剂溶液储罐42的出液口分别通过加药泵通入氧化槽2。
33.缓冲液中的缓冲剂的阳离子记作缓冲阳离子,由缓冲阳离子和氢氧根组成的碱记作缓冲碱,脱除系统还包括用于储存缓冲碱溶液的碱液储罐43,碱液储罐43的出液口通过加药泵通入填料层11与塔板层12之间。羰基硫的水解需要较高的ph值,如果ph值过低,则水解反应不充分,因此需要通过注入碱液的方式来调整ph值。选用缓冲碱,还可以起到补充缓冲剂的作用,因为尾气中含有二氧化碳,缓冲阳离子会在吸收剂中转变为缓冲剂。当然,如果缓冲剂的阴离子不是碳酸根或碳酸氢根,则需要额外设置出液口通过加药泵通入吸收塔的缓冲液储罐。
34.本实施例中,缓冲液中的缓冲剂为碳酸钠和/或碳酸氢钠,缓冲液的ph值为8.5-9.0;吸收塔中还设置有用于测量吸收液ph值的ph传感器、用于测量排出吸收塔的尾气中的硫化氢含量的硫化氢浓度传感器、以及用于测量排出吸收塔的尾气的压力的压力传感器。
35.本实施例中,氧化剂为络合铁脱硫剂,羰基硫水解催化剂为dsg催化剂。
36.吸收塔顶设置有用于对处理过的尾气进行除雾的除雾器13。
37.本实施例中,硫分离装置3包括硫泡沫槽及压滤机,氧化槽2内硫单质以泡沫的形式漂浮在吸收液上方,硫泡沫通过溢流口进入硫泡沫槽,待硫泡沫槽内的滤液积累至一定液位之后,通入压滤机进行液固分离,分离出的滤液重新通入氧化槽2。
38.一种高效的羰基硫和硫化氢复合脱除系统的使用方法,利用上述的一种高效的羰
基硫和硫化氢复合脱除系统来脱除尾气中的羰基硫和硫化氢,并包括以下步骤:
39.步骤一:向氧化槽2注入吸收液,开启一个流向切换阀6,启动富液泵53与贫液泵54,使吸收液充分浸润流向切换阀6所通向的液体分布器以下的填料层11与塔板层12;之后沿氧化风机52持续鼓入空气使氧化槽2中的吸收液溶氧;当然这里的空气进入氧化槽2内后,需要经过鼓泡器来完成气体分布;
40.步骤二:沿尾气风机51鼓入尾气;这里需要采用气体分布器使尾气分布均匀;
41.步骤三:尾气顺次向上通过塔板层12和填料层11,与吸收液逆流接触,在吸收液中,尾气中的羰基硫水解为硫化氢,硫化氢氧化为单质硫,处理后的尾气在除雾后从塔顶排出;与尾气接触后的吸收液流入氧化槽2,与空气接触完成氧化剂的再生,再生后的吸收液流回吸收塔;
42.步骤四:当吸收液中出现硫泡沫后,启动硫分离装置3对吸收液中的硫泡沫进行浓缩富集与分离回收;
43.步骤五:监测脱除塔出口硫化氢浓度,一旦监测到排出吸收塔的尾气中硫化氢含量超标,立即关闭当前开启的流向切换阀6,同时开启更高处的流向切换阀6,使吸收液浸润更多的填料层11,增大尾气风机51频率,使排出吸收塔的尾气的压力与切换流向切换阀6之前保持一致。这里可以同时增大吸收液注入吸收塔的流量,以使吸收液更快注满新投入的填料层11的动态持液量。
44.相应地,如果尾气中硫化氢含量相较于排放标准低明显偏低,可以通过关闭当前开启的流向切换阀6,同时开启更低处的流向切换阀6,使吸收液浸润更少的填料层11,减小尾气风机51频率,使排出吸收塔的尾气的压力与切换流向切换阀6之前保持一致,从而减小整个吸收塔的能耗。
45.脱除系统运行期间,进行如下维护工作:依靠工艺水或压缩空气定期冲洗除雾器13。
46.脱除系统运行期间,进行如下维护工作:维护吸收液ph值,缓冲液中的缓冲剂的阳离子记作缓冲阳离子,由缓冲阳离子和氢氧根组成的碱记作缓冲碱,一旦吸收液ph值低于8.5,则立即开启碱液储罐43出口管道上的加药泵以及泵后的自动阀向吸收塔加入缓冲碱溶液,缓冲碱溶液间歇性单次过量加入,直至吸收液ph值回至9.0。
47.以上所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。