1.本实用新型涉及一种连接器外壳加工用设备,具体是指一种连接器外壳成型用模具。
背景技术:
2.电子连接器可将一个回路上的两个导体桥接起来,使得电流或者讯号可以从一个导体流向另一个导体的导体设备。电子连接器的使用过程中大多配置有相应的连接器外壳,通过连接器外壳的设置既能够有效便于进行电子连接器安装,并能够有效对电子连接器形成防护。
3.目前,连接器外壳一般通过相应的成型模具进行注塑加工制成。为了便于接线,现有的连接器外壳中,有部分需要有选择的在其侧边或端部进行穿线孔设置,而有些特殊场合下使用的连机器外壳,甚至需要于穿线孔的外侧进行穿线管设置。现有的连接器外壳成型用模具在生产过程中,需要根据穿线孔的设置与否、以及穿线管的设置与否,及时进行模仁更换,很是麻烦。
4.因此,设计一款能够有效根据穿线孔的设置与否、以及穿线管的设置与否,快速、便捷地对模具的成型结构进行调整,以在不更换模仁的前提下,有效适应不同的连接器外壳的成型加工的连接器外壳成型用模具是本实用新型的研究目的。
技术实现要素:
5.针对上述现有技术存在的技术问题,本实用新型在于提供一种连接器外壳成型用模具,该连接器外壳成型用模具能够有效解决上述现有技术存在的技术问题。
6.本实用新型的技术方案是:
7.一种连接器外壳成型用模具,包括
8.定模板,所述定模板上固定装置有定模仁,所述定模仁上设有定模成型腔;
9.动模板,所述动模板上固定装置有与所述定模仁相适配的动模仁,所述动模仁上设有与所述定模成型腔相适配的动模成型腔;
10.模芯,所述定模仁和动模仁的衔接处上部分别设置有连通至所述定模成型腔和动模成型腔的开口槽,所述模芯通过所述开口槽可移动装置于所述定模成型腔和动模成型腔之间,模芯的外侧面与所述定模成型腔、动模成型腔之间呈间隔设置;
11.注塑管,所述定模仁和动模仁的衔接处下部分别设置有连通至所述定模成型腔和动模成型腔的进料槽,所述注塑管设置于所述定模板上,注塑管的进料端设置于所述定模板的外侧壁上,注塑管的出料端连通连接到所述进料槽上;
12.穿线孔成型机构,包含设置于所述定模仁和动模仁的衔接处的若干个相应的成型孔,成型孔的外侧分别可移动安装有相应的驱动块,所述驱动块上分别可拆卸连接有与所述成型孔相适配的成型轴。
13.所述定模板在与所述驱动块相对应的位置上分别设置有相应的导向槽,所述驱动
块分别可移动安装到相应的导向槽上,驱动块的内侧分别设有相应的安装孔,所述安装孔的一侧分别设有相应的限位平台面,并且所述驱动块上还分别设置有连通至所述安装孔的锁紧螺纹孔,所述成型轴的外端部与设有限位平台面的安装孔相适配,且成型轴上设置有与所述锁紧螺纹孔相对应的连通孔,所述成型轴的外端部插接于所述驱动块的安装孔内,通过相应的锁紧螺钉贯穿所述成型轴的连通孔将所述成型轴分别锁紧连接到相应的驱动块的锁紧螺纹孔上。
14.所述导向槽的两侧分别固定装置有相应的导向板,所述导向板的底部分别内凹设有相应的卡槽,所述驱动块的底部在与所述卡槽相对应的位置上分别一体化成型向外设有与所述卡槽相适配的导块。
15.所述驱动块上分别倾斜设置有相应的导孔,所述导孔内分别可移动套接有相应的驱动轴,所述驱动轴的外侧延伸至相应的导孔外并固定连接到所述动模板上。
16.所述成型轴的内端部位于所述定模成型腔和动模成型腔的外侧,并且所述成型轴的内端部一体化成型向内设有直径小于所述成型轴、且内端部抵接到所述模芯上的管孔成型轴。
17.所述成型轴的内端部与所述定模成型腔和动模成型腔的侧壁齐平设置,并且所述成型轴的内端部一体化成型向内设有直径小于所述成型轴、且内端部抵接到所述模芯上的线孔成型轴。
18.所述成型轴的内端部与所述模芯之间呈间隔设置,并且所述成型轴的内端部与所述定模成型腔和动模成型腔的侧壁齐平设置。
19.所述模芯包含可移动装置于所述定模成型腔和动模成型腔之间的成型部,所述成型部的外侧一体化成型设置有用于对所述开口槽进出封闭的闭合部。
20.所述定模板上固定装置有一相应的驱动油缸,所述驱动油缸的活塞柱连接到所述模芯的闭合部。
21.所述定模板上均匀分布设置有若干个相应的导柱,所述动模板在与所述导柱相对应的位置上分别设有与所述导柱相适配的固定孔。
22.本实用新型的优点:
23.1)本实用新型的定模仁和动模仁的衔接处上部分别设置有连通至定模成型腔和动模成型腔的开口槽,模芯通过开口槽可移动装置于定模成型腔和动模成型腔之间,模芯的外侧面与定模成型腔、动模成型腔之间呈间隔设置。加工过程中,物料沿注塑管进入、经进料槽进入模芯与定模成型腔、动模成型腔的间隔处,以进行连接器外壳的成型加工;注塑完成、经冷却后,模芯向外移动,动模扳带动动模仁进行开模动作、且模芯外移,即可将成型后的物料卸下。
24.在此基础上,本实用新型进一步设置有穿线孔成型机构,其包含设置于定模仁和动模仁的衔接处的若干个相应的成型孔,成型孔的外侧分别可移动安装有相应的驱动块,驱动块上分别可拆卸连接有与成型孔相适配的成型轴。加工过程中,可根据穿线孔的设置与否、以及穿线管的设置与否,直接对成型轴进行更换即可,很是便捷,从而能够在不更换模仁的前提下,有效适应不同的连接器外壳的成型加工。
25.2)本实用新型的驱动块的内侧分别设有相应的安装孔,安装孔的一侧分别设有相应的限位平台面,成型轴的外端部与设有限位平台面的安装孔相适配,在成型轴的外端部
插接于驱动块的安装孔后,通过相应的锁紧螺钉贯穿成型轴的连通孔将其分别锁紧连接到相应的驱动块的锁紧螺纹孔上,即可实现对成型轴的固定连接,且在限位平台面的作用下,可有效实现对成型轴的防转动安装,从而确保成型轴的装配稳定性。
26.3)本实用新型的驱动块上分别倾斜设置有相应的导孔,导孔内分别可移动套接有相应的驱动轴,驱动轴的外侧延伸至相应的导孔外并固定连接到动模板上。这样一来,当动模板带动动模仁进行开模动作时,就会同步带动驱动轴进行外移,从而带动驱动块产生同步位移,以便于成型后的连接器外壳的脱模。
27.4)本实用新型的成型轴内端部位于定模成型腔和动模成型腔的外侧,并且成型轴的内端部一体化成型向内设有直径小于成型轴、且内端部抵接到模芯上的管孔成型轴。注塑过程中,物料可进入成型孔与线孔成型轴之间,从而有效在连接器外壳的侧壁进行穿线管成型加工。
28.5)本实用新型的成型轴内端部与定模成型腔和动模成型腔的侧壁齐平设置,并且成型轴的内端部一体化成型向内设有直径小于所述成型轴、且内端部抵接到所述模芯上的线孔成型轴。注塑过程中,物料可进入成型孔与线孔成型轴之间,从而有效在连接器外壳的侧壁进行穿线孔成型加工。
29.6)本实用新型的成型轴内端部与模芯之间呈间隔设置,并且成型轴的内端部与定模成型腔和动模成型腔的侧壁齐平设置。注塑过程中,物料直接挤满于成型轴的内端部与模芯之间,从而有效在成型轴的所在位置形成闭合成型,即不设置穿线孔也不设置穿线管。
附图说明
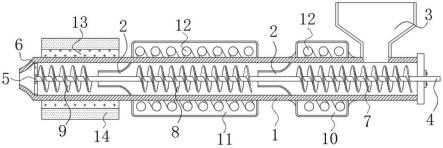
30.图1为本实用新型的结构示意图。
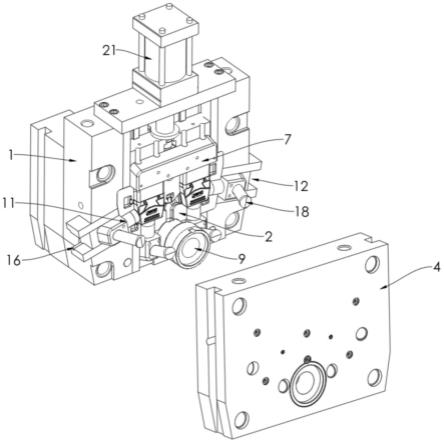
31.图2为本实用新型的零件爆炸图。
32.图3为本实用新型的开模时的使用状态图。
33.图4为定模仁和动模仁的合模示意图。
34.图5为定模仁的结构示意图。
35.图6为动模仁的结构示意图。
36.图7为模芯的结构示意图。
37.图8为穿线孔成型机构的结构示意图。
38.图9为穿线孔成型机构的零件爆炸图。
39.图10为实施例一的模具所加工的连接器外壳的结构示意图。
40.图11为实施例二中的成型轴的结构示意图。
41.图12为实施例三中的成型轴的结构示意图。
具体实施方式
42.为了便于本领域技术人员理解,现将实施例结合附图对本实用新型的结构作进一步详细描述:
43.实施例一:
44.参考图1-10,一种连接器外壳成型用模具,包括
45.定模板1,所述定模板1上固定装置有定模仁2,所述定模仁2上设有定模成型腔3;
46.动模板4,所述动模板4上固定装置有与所述定模仁2相适配的动模仁5,所述动模仁5上设有与所述定模成型腔3相适配的动模成型腔6;
47.模芯7,所述定模仁2和动模仁5的衔接处上部分别设置有连通至所述定模成型腔3 和动模成型腔6的开口槽8,所述模芯7通过所述开口槽8可移动装置于所述定模成型腔 3和动模成型腔6之间,模芯7的外侧面与所述定模成型腔3、动模成型腔6之间呈间隔设置;
48.注塑管9,所述定模仁2和动模仁5的衔接处下部分别设置有连通至所述定模成型腔 3和动模成型腔6的进料槽10,所述注塑管9设置于所述定模板1上,注塑管9的进料端设置于所述定模板1的外侧壁上,注塑管9的出料端连通连接到所述进料槽10上;
49.穿线孔成型机构11,包含设置于所述定模仁2和动模仁5的衔接处的若干个相应的成型孔1101,成型孔1101的外侧分别可移动安装有相应的驱动块1102,所述驱动块1102 上分别可拆卸连接有与所述成型孔1101相适配的成型轴1103。
50.本实用新型的定模仁2和动模仁5的衔接处上部分别设置有连通至定模成型腔3和动模成型腔6的开口槽8,模芯7通过开口槽8可移动装置于定模成型腔3和动模成型腔6 之间,模芯7的外侧面与定模成型腔3、动模成型腔6之间呈间隔设置。加工过程中,物料沿注塑管9进入、经进料槽10进入模芯7与定模成型腔3、动模成型腔6的间隔处,以进行连接器外壳的成型加工;注塑完成、经冷却后,模芯7向外移动,动模扳4带动动模仁5进行开模动作、且模芯外移,即可将成型后的物料卸下。
51.在此基础上,本实用新型进一步设置有穿线孔成型机构11,其包含设置于定模仁2 和动模仁5的衔接处的若干个相应的成型孔1101,成型孔1101的外侧分别可移动安装有相应的驱动块1102,驱动块1102上分别可拆卸连接有与成型孔1101相适配的成型轴 1103。加工过程中,可根据穿线孔的设置与否、以及穿线管的设置与否,直接对成型轴 1103进行更换即可,很是便捷,从而能够在不更换模仁的前提下,有效适应不同的连接器外壳的成型加工。
52.所述定模板1在与所述驱动块1102相对应的位置上分别设置有相应的导向槽12,所述驱动块1102分别可移动安装到相应的导向槽12上,驱动块1102的内侧分别设有相应的安装孔13,所述安装孔13的一侧分别设有相应的限位平台面1301,并且所述驱动块 1102上还分别设置有连通至所述安装孔13的锁紧螺纹孔14,所述成型轴1103的外端部与设有限位平台面1301的安装孔13相适配,且成型轴1103上设置有与所述锁紧螺纹孔 14相对应的连通孔,所述成型轴1103的外端部插接于所述驱动块1102的安装孔13内,通过相应的锁紧螺钉15贯穿所述成型轴1103的连通孔将所述成型轴1103分别锁紧连接到相应的驱动块1102的锁紧螺纹孔14上。
53.本实用新型的驱动块1102的内侧分别设有相应的安装孔13,安装孔13的一侧分别设有相应的限位平台面1301,成型轴1103的外端部与设有限位平台面1301的安装孔13 相适配,在成型轴1103的外端部插接于驱动块1103的安装孔13后,通过相应的锁紧螺钉15贯穿成型轴1103的连通孔将其分别锁紧连接到相应的驱动块1102的锁紧螺纹孔14 上,即可实现对成型轴1103的固定连接,且在限位平台面1301的作用下,可有效实现对成型轴1103的防转动安装,从而确保成型轴1301的装配稳定性。
54.所述导向槽12的两侧分别固定装置有相应的导向板,所述导向板的底部分别内凹设有相应的卡槽16,所述驱动块1102的底部在与所述卡槽16相对应的位置上分别一体化成
型向外设有与所述卡槽16相适配的导块17。所述驱动块1102上分别倾斜设置有相应的导孔,所述导孔内分别可移动套接有相应的驱动轴18,所述驱动轴18的外侧延伸至相应的导孔外并固定连接到所述动模板4上。
55.当本实用新型的动模板4带动动模仁5进行开模动作时,就会同步带动驱动轴18进行外移,从而带动驱动块1102产生同步位移,以便于成型后的连接器外壳的脱模。
56.所述成型轴1103的内端部位于所述定模成型腔3和动模成型腔6的外侧,并且所述成型轴1103的内端部一体化成型向内设有直径小于所述成型轴1103、且内端部抵接到所述模芯7上的管孔成型轴19。
57.注塑过程中,物料可进入成型孔1101与线孔成型轴19之间,从而有效在连接器外壳的侧壁进行穿线管成型加工。
58.所述模芯7包含可移动装置于所述定模成型腔3和动模成型腔6之间的成型部701,所述成型部701的外侧一体化成型设置有用于对所述开口槽8进出封闭的闭合部702。所述定模板1上固定装置有一相应的驱动油缸21,所述驱动油缸21的活塞柱连接到所述模芯7的闭合部702。
59.通过驱动油缸21的伸缩动作即可有效对模芯7与定模成型腔3、动模成型腔6的相对位置进行控制,以便于产品的成型加工和脱模作业。
60.所述定模板1上均匀分布设置有若干个相应的导柱22,所述动模板4在与所述导柱 22相对应的位置上分别设有与所述导柱22相适配的固定孔23。
61.实施例二:
62.参考图11,本实施例与实施例一的不同之处在于:所述成型轴1103的内端部与所述定模成型腔3和动模成型腔6的侧壁齐平设置,并且所述成型轴1103的内端部一体化成型向内设有直径小于所述成型轴1103、且内端部抵接到所述模芯7上的线孔成型轴20。
63.注塑过程中,物料可进入成型孔1101与线孔成型轴20之间,从而有效在连接器外壳的侧壁进行穿线孔成型加工。
64.需要指出的是,本实施例与实施例一实现原理及产生的技术效果相同,为简要描述,本实施例未提及之处,可参考实施例一中相应内容。
65.实施例三:
66.参考图12,本实施例与实施例一的不同之处在于:所述成型轴1103的内端部与所述模芯7之间呈间隔设置,并且所述成型轴1103的内端部与所述定模成型腔3和动模成型腔6的侧壁齐平设置。
67.注塑过程中,物料直接挤满于成型轴的内端部与模芯之间,从而有效在成型轴的所在位置形成闭合成型,即不设置穿线孔也不设置穿线管。
68.需要指出的是,本实施例与实施例一实现原理及产生的技术效果相同,为简要描述,本实施例未提及之处,可参考实施例一中相应内容。
69.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。