1.本发明属于服装、箱包等制造技术领域,具体涉及一种盖印胶片、具有该盖印胶片的盖印组件及具有该盖印胶片或盖印组件的盖印式裁片点位收料一体机。
背景技术:
2.服装、箱包、鞋帽生产制造过程中,绝大多数裁片都需要进行点位操作,以在缝制加工过程中确保工艺的准确性,如对服装面领、里领、后育扣、省位、口袋位、缝线位、标位等的裁片点位操作,膝位线、三刀眼等类似的点位操作在该行业的生产加工中数不胜数。
3.点位是服装、箱包、鞋帽等行业在对裁片(布料)的缝制加工过程中,为确保产品某些尺寸、对称度、局部位置等工艺标准,而在裁片(布料)表面进行的一种划线、画点的操作,如在裁片上标画出口袋的缝订位置、倾斜度等;标片的缝订位置;收省的位置及大小;暗勾线的位置等。虽然这些标迹在产品出厂前还需被去除,但它却在产品的加工过程中必不可少,且数量惊人,以一件普通夹克为例,在缝制过程中需要进行的点位就多达几十处,工序复杂的甚至会有上百处之多。
4.目前,业内的点位工序主要由人工依靠点位板及点位笔配合操作完成,此类操作首先要将与裁片相同大小或对应形状的点位板对齐放到裁片上层,再由人工执笔(点位笔、蜡笔、粉笔等)透过点位板上事先挖好的孔眼(点)、槽(线)、缺口等对下层的裁片进行点位、划线操作,直至点位板上所有的点、线、缺口等划线完成后移开点位板,取走裁片,再进行下一张裁片的点位操作。目前的操作方式不仅点位效率低,而且所有点位都需操作工依次执笔完成,各点位间会因人工操作导致位置差异,产品统一性差。
5.现有的盖印式裁片点位机或盖印式裁片点位收料一体机的盖印用点位板与盖印机构之间通常采用薄海绵进行导墨,点位板为一块硬平板上开设与裁片上所需的点线对应的孔,通过挤压薄海绵将印墨挤出点位板的孔外而在裁片上形成所需的点线。这种结构的点位板,由于点位板的厚度较厚,点位作业时,印墨的行走路径比较长,导致点位效率比较低,有待进一步改进。
6.本发明的技术方案是:针对现有技术存在的问题,本发明旨在提供一种盖印胶片、盖印组件及盖印式裁片点位收料一体机,点位时,印墨的行走路径更短,大大提高了点位效率。
7.本发明的其中一个目的在于提供一种盖印式裁片点位收料一体机的盖印胶片,包括:胶片本体,其为采用无拉伸性、不透墨或不透水的塑料制成的薄软片,其的上下两个面分别实施例为工作面和连接面;导墨迹线,其包括上墨线和下墨线,所述上墨线和下墨线为相互交织于所述胶片本体的上下两个面的棉线。
8.优选地,在所述连接面上设有适于与盖印式裁片点位收料一体机的盖印组件连接的连接结构或所述连接面适于贴敷在盖印式裁片点位收料一体机的盖印组件上。
9.优选地,所述连接结构为卡接结构。
10.优选地,所述卡接结构包括设于所述连接面四周的卡槽和/或卡桩。
11.优选地,所述盖印胶片还包括铺设于所述胶片本体的连接面上的薄海绵,所述薄海绵与所述上墨线充分接触且所述薄海绵适于与所述盖印式裁片点位收料一体机的盖印组件的导墨组件充分接触。
12.优选地,所述导墨迹线为缝纫在所述胶片本体的上下两个面上的锁式或链条式缝纫线迹。
13.本发明的另一个目的在于提供一种盖印式裁片点位收料一体机的盖印组件,包括供墨系统和上述任一项所述的盖印胶片,所述供墨系统包括印墨桶、印墨电磁阀、印墨管和导墨组件,所述导墨组件和盖印胶片层叠设置且通过连接结构组合连接。或包括供墨系统、薄海绵和上述任一项所述的盖印胶片,所述供墨系统包括印墨桶、印墨电磁阀、印墨管和导墨组件,所述导墨组件、薄海绵和盖印胶片层叠设置且通过连接结构组合连接。
14.优选地,本发明的盖印组件,所述导墨组件包括二级印墨盒及导墨板,所述二级印墨盒与所述导墨板呈上下结构布置,所述二级印墨盒在上,所述导墨板在下且所述导墨板的下表面与所述盖印胶片连接并将墨连续供给所述盖印胶片;所述印墨管一直深入到所述二级印墨盒的最底端位置;所述二级印墨盒顶部具有透气孔,其包含有聚墨仓及一级墨棉;所述聚墨仓设于所述二级印墨盒内部的最底端位置且位于所述导墨板的上表面并背离所述二级印墨盒的注墨口位置,所述二级印墨盒还包含有缺墨感测器,所述缺墨感测器设于所述聚墨仓内并与控制箱电连接,所述一级墨棉避开所述聚墨仓及所述缺墨感测器填充于整个所述二级印墨盒;所述导墨板包含有导墨棉绳和二级墨棉;若干导墨棉绳均匀镶嵌在所述导墨板的下表面,所有导墨棉绳的首尾端均穿过所述导墨板并与所述导墨板上方设置的所述二级印墨盒中高位置的一级墨棉充分接触,且所有所述导墨棉绳与所述二级印墨盒中低位置的一级墨棉隔绝;所述二级墨棉平铺于所述导墨板的下表面,所述二级墨棉的上表面与镶嵌在所述导墨板下表面的所述导墨棉绳接触且所述二级墨棉的下表面与所述盖印胶片的上表面充分接触。
15.本发明的另一个目的在于提供一种盖印式裁片点位收料一体机,包括上述任一项的盖印胶片或盖印组件。
16.与现有技术相比,本发明的优点是:本发明的盖印式裁片点位收料一体机的盖印胶片,胶片本体采用无拉伸性、不透墨或不透水的塑料制成薄软片,在胶片本体上设置导墨迹线,导墨迹线由相互交织于胶片本体的上下两个面的棉线构成,棉线具有较强的导墨性,加之胶片本体为不透墨,印墨可以通过上墨线引导至下墨线并印压在裁片上实现点位,结构简单,制作方便,点位作业时,印墨的行走路径更短,解决了现有技术中直接采用硬平板开孔的方式导致点位效率比较低的问题。
附图说明
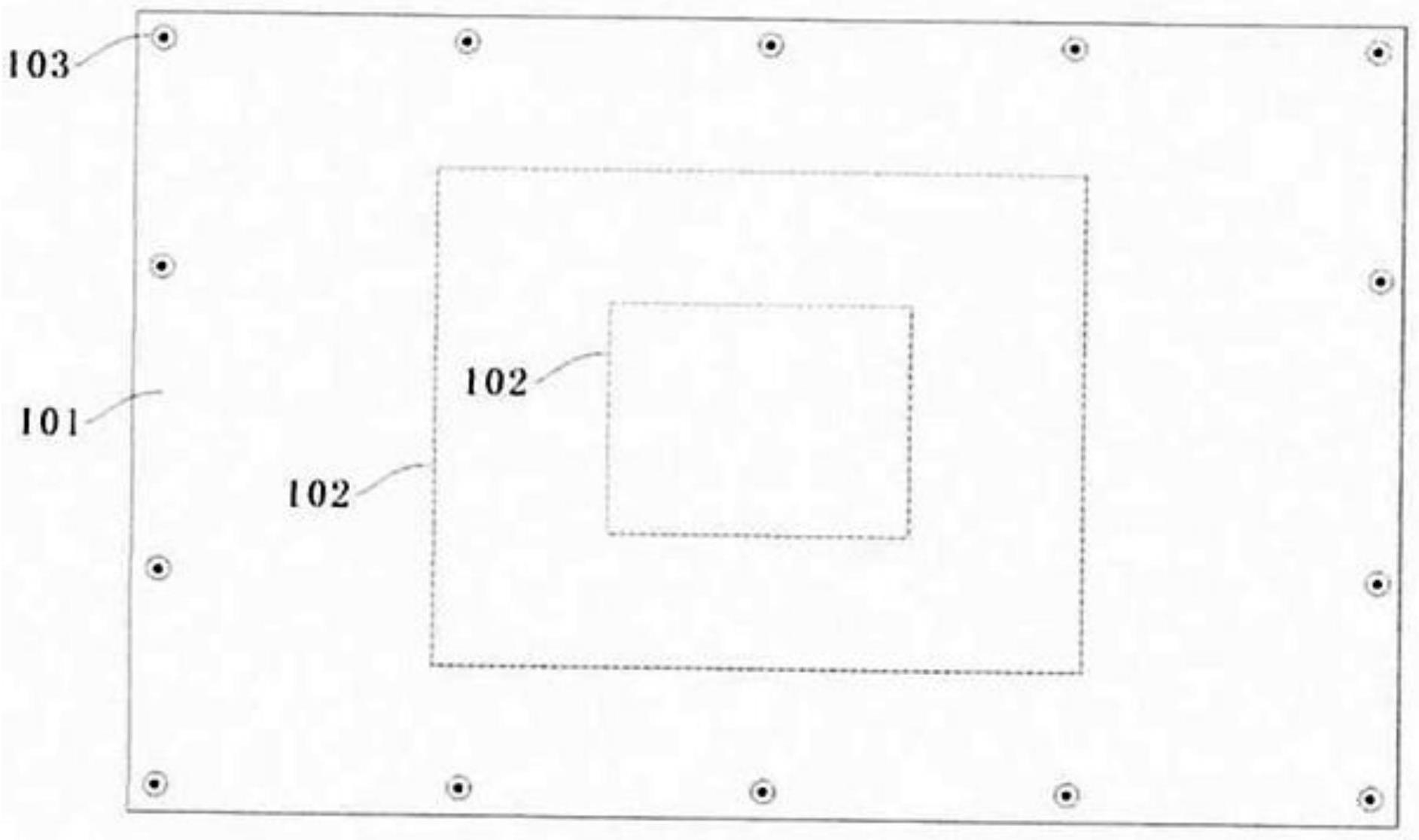
17.下面结合附图及实施例对本发明作进一步描述:图1为本发明实施例1的盖印胶片的结构示意图;图2为图1的盖印胶片的剖视示意图;图3为图2的盖印胶片的局部放大示意图;图4为本发明实施例2的盖印组件的供墨系统的结构示意图;图5为本发明实施例2的盖印组件的供墨系统的导墨组件的剖视示意图;图6为本发明实施例2的盖印组件的供墨系统的导墨板平面解析示意图;图7为本发明实施例2的盖印组件的供墨系统的导墨组件分层解析示意图;图8为本发明实施例3的盖印式裁片点位收料一体机的结构示意图。
18.其中:001、导墨组件;101、盖印胶片;102、导墨线迹;1021、上墨线;1022、下墨线;103、卡桩;201、导墨板;202、二级印墨盒;203、印墨桶;204、印墨电磁阀;205、印墨管;2011、导墨棉绳;2012、二级墨棉;2013、卡槽;2021、一级墨棉;2022、聚墨仓;2023、缺墨感测器。
具体实施方式
19.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
20.需要说明,若本发明的实施例中有涉及方向性指示(诸如上、下、第一、第二、前、后
……
),则该方向性指示仅用于解释在某一特定姿态下各部件之间的相对关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
21.另外,若本发明中涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性可者隐含指明所指示的技术特征的数量,由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
22.实施例1参见图1至图3,本发明实施例的一种盖印式裁片点位收料一体机的盖印胶片101,包括胶片本体和导墨迹线102。其中胶片本体为采用无拉伸性、不透墨或不透水的塑料制成的薄软片,需要说明的是对于薄软片的厚度以及形状不做具体描述和限定,本领域技术人员可以根据实际需求进行选择设计,厚度优选采用毫米级别,比如1mm、5mm等,为现有的硬点位板厚度的十几分之一甚至几十分之一。同理,对于薄软片的具体材质也不做特别限定,本领域技术人员可以从现有公知或熟知的具有无拉伸性、不透墨或不透水的塑料中进行选择设计。薄软片具有上下两个面,其中一个面具体为安装在盖印式裁片点位收料一体机上时的下表面实施例为工作面,很明显,相对的另一个面实施例为连接面。导墨迹线102包括上墨线1021和下墨线1022,上墨线1021和下墨线1022为相互交织于所述胶片本体的上下两个面的棉线,棉线具有较强的导墨性,上墨线1021适于与盖印式裁片点位收料一体机的供
墨系统的导墨组件001充分接触,再加上下墨线1022与上墨线1021交织连接,从而使得印墨能够顺利地引导至下墨线1022,下墨线1022在工作时直接挤压在待点位的裁片上实现对裁片的点位作业。对于导墨迹线102的具体形状不做特别限定,可以根据所需裁片的点位线来进行选择设计,也就是可以根据实际生产需要设计多种不同规格和式样的导墨迹线的盖印胶片,以便满足生产需求。本发明实施例的胶片本体采用软材质制成,厚度较薄,相比现有技术中采用硬点位板开孔的方式,印墨的行走路径更短,点位效率更叫高效。
23.根据本发明的一些优选实施例,为了实现盖印胶片101与盖印式裁片点位收料一体机的盖印组件的供墨系统的导墨板201连接,从而为了便于盖印胶片101的更换,在盖印胶片101上具体为连接面的四周设有连接结构,连接结构优选为卡接结构,比如如图1或图2所示的卡槽或卡桩103,本实施例中优选采用卡桩103,也就是说对应地,在导墨板201上设有与卡桩103配合的卡槽(未图示)。作为可选的,盖印胶片101可以直接采用胶片或胶水贴敷在盖印式裁片点位收料一体机的盖印组件的供墨系统的导墨板201的下表面。
24.根据本发明的一些优选实施例,导墨迹线102为缝纫在胶片本体的上下两个面上的锁式或链条式缝纫线迹。导墨迹线102直接通过缝制工艺加工而成,结构简单,制作成本低。
25.根据本发明的一些优选实施例,盖印胶片还包括铺设于胶片本体的连接面上的薄海绵(未示出),薄海绵与上墨线1021充分接触且薄海绵适于与盖印式裁片点位收料一体机的盖印组件的导墨组件001的导墨板201充分接触。也就是说薄海绵可以设置也可以不设置,更具体地,薄海绵可以为盖印胶片的一部分也可以不为盖印胶片的一部分,比如在使用时,将薄海绵铺设在盖印胶片101的连接面与导墨组件001的导墨板201的下表面之间,确保薄海绵的上下表面分别与导墨板201的下表面的二级墨棉2012和盖印胶片101的连接面上的上墨线1021充分接触即可。
26.实施例2参见图1至图7,本发明实施例的一种盖印式裁片点位收料一体机的盖印组件,包括供墨系统和实施例1的盖印胶片101(需要说明的是此处的盖印胶片101可以包括薄海绵也可以不包括薄海绵),供墨系统包括印墨桶203、印墨电磁阀204、印墨管205和导墨组件001,导墨组件001和盖印胶片101层叠设置且通过连接结构组合连接。或者盖印组件包括供墨系统、薄海绵和实施例1的盖印胶片101(需要说明的是此处的盖印胶片101不包括薄海绵),供墨系统包括印墨桶203、印墨电磁阀204、印墨管205和导墨组件001,导墨组件001、薄海绵和盖印胶片101层叠设置且通过连接结构组合连接。
27.具体的,如图4至图7所示,导墨组件001包括二级印墨盒202及导墨板201,二级印墨盒202与导墨板201呈上下结构布置,二级印墨盒202在上,导墨板201在下且导墨板201的下表面与盖印胶片101连接并将墨连续供给盖印胶片101,印墨管205一直深入到二级印墨盒202的最底端位置。二级印墨盒202顶部具有透气孔(未图示),其包含有聚墨仓2022及一级墨棉2021。聚墨仓2022设于二级印墨盒202内部的最底端位置且位于导墨板201的上表面并背离二级印墨盒202的注墨口(未示出)位置,二级印墨盒202还包含有缺墨感测器2023,缺墨感测器2023设于聚墨仓2022内并与控制箱(未图示)电连接,一级墨棉2021避开聚墨仓2022及缺墨感测器2023填充于整个二级印墨盒202。导墨板201包含有导墨棉绳2011和二级墨棉2012,若干导墨棉绳2011均匀镶嵌在导墨板201的下表面,所有导墨棉绳2011的首尾端
均穿过导墨板201并与导墨板201上方设置的二级印墨盒202中高位置的一级墨棉2021充分接触,且所有导墨棉绳2011与二级印墨盒202中低位置的一级墨棉2021隔绝。二级墨棉2012平铺于导墨板201的下表面,二级墨棉2012的上表面与镶嵌在导墨板201下表面的导墨棉绳2011接触且二级墨棉2012的下表面与盖印胶片101的上表面也即连接面更具体为上表面的上墨线充分接触。使用时利用导墨板201四周设置的卡槽2013使盖印胶片101与其组合连接,此时,盖印胶片101的上墨线(未示出,具体的,盖印胶片101上设有上下布置的上墨线和下墨线)与导墨板201下面表的二级墨棉2012充分接触,盖印胶片101即可从二级墨棉2012内吸收点位所需的印墨。
28.二级墨棉2012通过导墨板201下表面镶嵌的无数根导墨棉绳2011从二级印墨盒202内的一级墨棉2021高位置吸收印墨,然而一级墨棉2021内的印墨是由印墨管205向二级印墨盒202的最底端注入的,所以一级墨棉2021可以从二级印墨盒202的最底端吸收足量的印墨,直至整个一级墨棉2021中的印墨饱和。
29.然而,当一级墨棉2021中的印墨饱和时,如果印墨管205继续向二级印墨盒202注墨,即会形成二级印墨盒202内的印墨积聚(即一级墨棉2021已饱和),此积聚最先会发生在二级印墨盒202最底端的聚墨仓2022处,而设置于聚墨仓2022内的缺墨感测器2023即会稍做延时后向控制箱发出印墨电磁阀204的关闭信号,二级印墨盒202即暂停供墨。
30.随着加工生产的不断继续,导墨棉绳2011不断的将一级墨棉2021中的印墨向二级墨棉2012输送,势必会造成一级墨棉2021内的印墨被消耗,一旦聚墨仓2022内无印墨积聚(即一级墨棉2021中的印墨未饱和)而设置于聚墨仓2022内的缺墨感测器2023即会立即向控制箱发出印墨电磁阀204的打开信号。
31.实施例3参见图1至图8,本发明实施例的一种盖印式裁片点位收料一体机,包括盖印机构1、移料机构2及储料机构3,盖印机构1、移料机构2以左右方向布置,储料机构3设置于盖印机构1的左侧且位于移料机构2的正下方,且移料机构2与盖印机构1间隔交叉工作,此时,盖印机构1的左侧设置有移料机构2,移料机构2的正下方设置有储料机构3,且盖印机构1至储料机构3的方向为工作顺序方向,通过盖印机构1自动将盖印胶片上的所有点位线一次性盖印到裁上,实现了裁片的自动点位操作,在点位完成后移料机构2穿叉移至盖印机构1部将已点位完成的裁片吸起并向储料机构3移送,实现了对裁片的点位、移料、收料的自动完成,不仅提高了生产效率,同时节省了人力,大大降低了操作难度,并且自动化操作避免了人工操作导致的产品尺寸差异,提高了产品的统一性,更符合企业批量加工的生产要求。需要说明的是,本发明实施例中的盖印机构1包括下压结构和实施例2中的盖印组件,下压结构的具体结构以及与盖印组件的连接配合关系在此不做详细描述和限定,申请人已另行申请专利。
32.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
