1.本实用新型属于抛光垫制备技术领域,具体涉及一种无纺布抛光垫的制备装置。
背景技术:
2.cmp即“化学机械抛光”,其原理是化学腐蚀作用和机械去除作用相结合的加工技术,是机械加工中唯一可以实现表面全局平坦化的技术。半导体器件通常要求达到纳米级的平整度,目前最好的工艺便是化学机械抛光。抛光垫主要用于储存和输送抛光液,维持抛光所需的化学环境,保证工艺的均匀性,使化学反应物和抛光碎屑等副产物顺利排出加工系统,并提供材料去除所必须的机械载荷,为磨粒摩擦作用创造条件。其中所需要的抛光垫大致可分为聚氨酯抛光垫、无纺布抛光垫和阻尼布抛光垫三类。无纺布抛光垫一般是无纺布和聚氨酯树脂的复合材料。制备过程中,通过pu浸渍和湿法凝固技术,将非织造布和pu复合在一起,这是最为关键的技术之一。这种技术是将溶剂型pu、dmf及助剂配成的复合浆料,经过挤压充分浸渍到非织造布中,然后进入“水-dmf”凝固浴,利用dmf与水无限互溶,而pu遇水凝固的特点,使pu凝固形成固体膜,最后进行烘干成型。
3.实验室制备小型无纺布抛光垫一般是将无纺布放置在不锈钢槽内,槽内装有聚氨酯树脂浆料,浸渍完成后,用刮刀将表面的浆料刮除,然后将材料取出,通过小型轧车的两个滚轮挤压进一步去除多余的浆料,通过调节两个滚轮之间的距离来改变压力,从而来调节最终产品的聚氨酯含量,接着把样片放入混合浴中进行固化,最后进行烘干。此类方法比较繁琐,需要对浸渍料进行两次转移,浸渍过后的材料质地较软,通过双棍挤压比较难操作,有轻微偏差就会造成材料被挤压折叠变形,而且经过双棍挤压后挤出的浆料无法回收。另一方面采用刮刀将表面浆料刮除时无法正确控制刮刀的力度,这会造成残留的浆料含量的偏差,影响试验稳定性;而且小型轧车的造价也相对较高,使用过后清洗也比较麻烦,特别是两个辊轮。
技术实现要素:
4.针对现有技术中的不足,本实用新型的目的是提供一种简易的无纺布抛光垫的制备装置。
5.为达到上述目的,本实用新型的解决方案是:
6.一种无纺布抛光垫的制备装置,其包括矩形的浸渍槽和在浸渍槽内设有可沿浸渍槽长度方向移动的刮除部件,在浸渍槽的一端边缘相距刮除部件的角部位置开设有通孔;刮除部件的顶部为狭长矩形,其水平中心线上对称放置砝码,砝码沿刮除部件的长度方向等间距分布,且刮除部件的对称中心与砝码的对称中心相合。
7.进一步地,刮除部件包括承重台和位于其下方一体连接的刮除板,承重台的顶部水平中心线上设有凹孔,凹孔内放置砝码。
8.进一步地,凹孔依次排列设置在承重台的顶部,凹孔的水平截面呈圆状。
9.进一步地,凹孔的个数至少为2个。
10.进一步地,浸渍槽的长度方向和刮除部件的长度方向相互垂直。
11.进一步地,砝码的质量为500g。
12.进一步地,无纺布抛光垫的制备装置的通孔下对应设有回收管道。
13.进一步地,通孔的个数至少为1个。
14.进一步地,刮除部件的高度大于浸渍槽的高度。
15.由于采用上述方案,本实用新型的有益效果是:
16.本实用新型通过将浸渍和刮除两个步骤结合到一个装置内,从而简化试验操作,则本装置设计简易,造价较低;另外,当施加的压重砝码一定时,刮除部件对材料形成的挤压力也是恒定的,能很好地控制试验稳定性,排除人为刮除的不稳定因素。最终浸渍的无纺布取出后,只需要对浸渍槽和刮除部件的下表面进行清洗即可。
17.总之,本实用新型解决了抛光垫操作繁琐、稳定性较难控制的问题,另外降低试验的材料和设备成本,便于简化后续的清洗工作。
附图说明
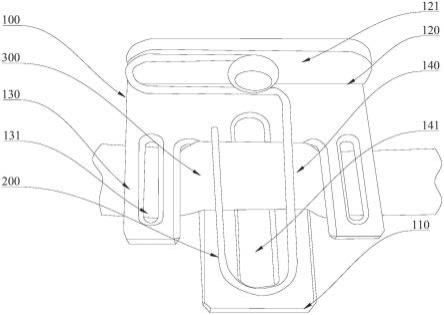
18.图1为本实用新型无纺布抛光垫的制备装置的结构示意图。
19.图2为本实用新型中刮除部件的侧面视图。
20.图3为本实用新型中刮除部件的俯视图。
21.附图标记:1-浸渍槽、2-刮除部件、21-承重台、22-刮除板、23-凹孔、3-回收管道、4-浸渍的无纺布。
具体实施方式
22.本实用新型提供了一种无纺布抛光垫的制备装置。
23.如图1至图3所示,本实用新型的无纺布抛光垫的制备装置主要由矩形的浸渍槽1和刮除部件2两部分构成。在浸渍槽1内设有可沿浸渍槽1长度方向移动的刮除部件2,刮除部件2的移动方式优选为采用自动直线驱动机构,如丝杆传动机构或直线电机等。刮除部件 2的整体高度大于浸渍槽1的高度,在浸渍槽1的一端边缘相距刮除部件2的角部位置开设有通孔,通孔的个数至少为1个,其下对应设有回收管道3。当浸渍完成后,打开通孔,让浆料经通孔流出,进行回收利用。刮除部件2包括承重台21和位于其下方一体连接的刮除板 22,承重台21的顶部为狭长矩形,其水平中心线上对称设有凹孔23,凹孔23内放置砝码,砝码沿刮除部件2的长度方向等间距分布,且刮除部件2的对称中心与砝码的对称中心相合,砝码的质量为500g。实际上,刮除部件2为对称结构,砝码也是对称结构,砝码的质心在高度方向正对刮除部件2的质心,然后——限定砝码沿刮除部件2长度方向等间距分布,并且所有砝码居中设置在刮除部件2上部矩形平面内,浸渍槽1的长度方向和刮除部件2的长度方向相互垂直。待浸渍槽1内浆料完全流干后,将刮除部件2放置在浸渍槽1的一端,即浸渍的无纺布4一端,缓慢推动,直至另一端,这一过程即完成了对无纺布表面浆料的刮除,也通过承重台21顶部的压重来实现对整体无纺布内部的浆料挤压,最终刮除挤压后的浆料也会随着浸渍槽1内的通孔流出。
24.其中,凹孔23的水平截面呈圆状,凹孔23的个数至少为2个。
25.以下结合实施例对本实用新型作进一步的说明。
26.实施例1:
27.将预先经过平整化处理的无纺布平铺在浸渍槽内,然后把配制好的聚氨酯浆料缓慢倒入浸渍槽内,直至完全浸没无纺布。30min后打开回收管道,将剩余聚氨酯浆料回收至塑料桶内。待聚氨酯浆料完全流干后,将刮除部件放置在已浸渍的无纺布最左端;取4个500g的砝码分别放到刮除部件中压板承重台上的四个凹孔内,然后缓慢向右推动,直至完全压过整片无纺布。将经过挤压的无纺布取出,放入混合浴中凝固30min,最后放入烘箱中140℃烘干 2h。
28.实施例2:
29.将预先经过平整化处理的无纺布平铺在浸渍槽内,然后把配制好的聚氨酯浆料缓慢倒入浸渍槽内,直至完全浸没无纺布。30min后打开回收管道,将剩余聚氨酯浆料回收至塑料桶内。待聚氨酯浆料完全流干后,将刮除部件放置在已浸渍的无纺布最左端;取2个500g的砝码分别放到刮除部件中压板承重台上中间的两个凹孔内,然后缓慢向右推动,直至完全压过整片无纺布。将经过挤压的无纺布取出,放入混合浴中凝固30min,最后放入烘箱中140℃烘干2h。
30.上述对实施例的描述是为了便于该技术领域的普通技术人员能理解和使用本实用新型。熟悉本领域技术人员显然可以容易的对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中,而不必经过创造性的劳动。因此,本实用新型不限于上述实施例。本领域技术人员根据本实用新型的原理,不脱离本实用新型的范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。