1.本发明属于冷轧钢板制备技术领域,具体涉及一种热镀锌钢板及其制备方法。
背景技术:
2.随着汽车行业的发展,在车身中要求的高强度和高的成型性热镀锌钢板,连续退火制备成型性能优良的代表性的专利有以下2项:
3.(1)200710048926.8深冲光整热镀锌钢板的生产方法
4.本发明组分及重量百分比为:c:0.003-0.006%,:0.02-0.04%,热轧卷取温度700-780℃,冷轧退火温度780-880℃。成品屈服强度180mpa左右,抗拉强度310mpa左右,伸长率42.0%左右,在0.21左右,在1.9左右。
5.(2)201210338992.x一种汽车用热镀锌钢板及其制生产方法
6.本发明组分级重量百分比为c:0.001~0.003%、si:≤0.03%、mn:0.05~0.15%、p:≤0.02%、s:0.008~0.015%、als:0.02~0.07%、ti:0.05~0.09%,b:0.0002~0.01%。其余由fe。成品屈服强度160mpa左右,抗拉强度2870mpa左右,伸长率44.0%左右,r90值2.4左右,n90值0.24。
7.上述方法虽能制备得到热镀锌钢板,但热镀锌钢板的制备工艺实施难度较大,制备成本较高,不利于大规模制备。
技术实现要素:
8.本发明要解决的技术问题为:提供一种制备工艺实施难度较小,制备成本较低的热镀锌钢板及其制备方法。
9.本发明解决上述技术问题的技术方案为:一种热镀锌钢板,化学成分为:按重量百分比计,c:0.0010%~0.005%,si:0.01~0.04%,mn:0.10%~0.30%,p:≤0.020%,s:≤0.020%,al:0.010~0.080%,ti:0.01%~0.040%;nb:0.025%~0.055%,余量为fe和不可避免杂质。
10.进一步的是,热镀锌钢板的屈服强度为130~160mpa,抗拉强度为260~290mpa,伸长率≥45.0%,r90≥2.5,n90≥0.24。
11.上述热镀锌钢板的制备方法,包括以下步骤:
12.将钢水经冶炼-连铸-热轧-冷轧-热镀锌-退火工序后,得到热镀锌钢板;所述热轧包括加热、除磷、粗轧、精轧、层流冷却和卷取工序。
13.优选的,钢水冶炼包括钢水脱硫、转炉冶炼、lf炉ca处理,rh脱碳。
14.优选的,钢水经连铸形成厚度为200mm的连铸坯,粗轧后得到的中间板坯厚度为33mm~36mm。
15.优选的,热轧的加热在加热炉中进行,加热工艺为:装炉后随炉升温到1110℃~1150℃。
16.优选的,精轧的终轧温度为850~900℃。
17.优选的,精轧后空冷15~25s后,再采用水冷方式冷却到740~770℃后进行卷取。
18.优选的,冷轧压下率为70~80%。
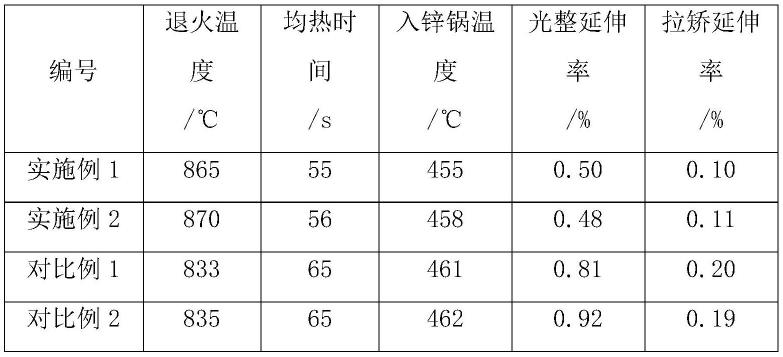
19.优选的,退火工序时,退火均热温度为860~880℃,均热时间为40~70s,光整延伸率为0.1~0.5%,拉矫延伸率为0.1~0.3%。
20.本发明的有益效果为:通过对热镀锌钢板的成分定量化设计,结合对热轧、冷轧及退火工艺的控制,从而显著降低了热镀锌钢板制备工艺实施难度和制备成本,并得到一种表面质量优良、成形性能优异的热镀锌钢板。
具体实施方式
21.本发明提供了一种热镀锌钢板,化学成分为:按重量百分比计,c:0.0010%~0.005%,si:0.01~0.04%,mn:0.10%~0.30%,p:≤0.020%,s:≤0.020%,al:0.010~0.080%,ti:0.01%~0.040%;nb:0.025%~0.055%,余量为fe和不可避免杂质。
22.为了提高固溶强化效果,净化再结晶铁素体,促进珠光体转变,提高试验钢的耐时效性能,本发明的热镀锌钢板还含有少量的硅和磷。
23.mn在钢板中能够以固溶强化形式提高强度,并且与硫结合成mns,可以防止因fes所造成的热裂纹,但mn含量过高,会影响钢的焊接性能。
24.s作为残留元素,本发明控制在≤0.015%,铝主要是作为脱氧元素添加的,要实现完全脱氧,其含量要求在0.010%以上,但过高的铝将影响钢的焊接性能及铸坯夹杂物控制。
25.特别的,本发明的低合金超高强度冷轧钢板中还含有微合金nb,它能通过提高奥氏体再结晶温度,从而有效地细小晶粒,同时与c、n元素结合形成nb(c,n)强化铁素体基体,从而实现高强度的目的。
26.综上所述,通过对各种成分的精确控制,本发明制备得到了制备工艺实施难度和制备成本的热镀锌钢板,该热镀锌钢板的屈服强度为130~160mpa,抗拉强度为260~290mpa,伸长率≥45.0%,r90≥2.5,n90≥0.24。
27.本发明还提供了一种上述热镀锌钢板的制备方法,包括以下步骤:
28.将钢水经冶炼-连铸-热轧-冷轧-热镀锌-退火工序后,得到热镀锌钢板;所述热轧包括加热、除磷、粗轧、精轧、层流冷却和卷取工序。
29.其中,上述热镀锌钢板的制备方法中,钢水冶炼包括钢水脱硫、转炉冶炼、lf炉ca处理,rh脱碳。
30.其中,上述热镀锌钢板的制备方法中,钢水经连铸形成厚度为200mm的连铸坯,粗轧后得到的中间板坯厚度为33mm~36mm。
31.其中,上述热镀锌钢板的制备方法中,热轧的加热在加热炉中进行,加热工艺为:装炉后随炉升温到1110℃~1150℃。
32.其中,上述热镀锌钢板的制备方法中,精轧的终轧温度为850~900℃。
33.其中,上述热镀锌钢板的制备方法中,精轧后空冷15~25s后,再采用水冷方式冷却到740~770℃后进行卷取吗,卷取的方式采用无芯移送热卷箱卷取。
34.其中,上述热镀锌钢板的制备方法中,冷轧压下率为70~80%
35.其中,上述热镀锌钢板的制备方法中,退火工序时,退火均热温度为860~880℃,
均热时间为40~70s,光整延伸率为0.1~0.5%,拉矫延伸率为0.1~0.3%。
36.综上所述,本发明通过对热镀锌钢板的成分定量化设计,结合对热轧、冷轧及退火工艺的控制,从而显著降低了热镀锌钢板制备工艺实施难度和制备成本,并得到一种表面质量优良、成形性能优异的热镀锌钢板。
37.下面将通过实施例对本发明的具体实施方式做进一步的解释说明,但不表示将本发明的保护范围限制在实施例所述范围内。
38.实施例
39.本发明提供的热镀锌钢板制备方法,具有工艺如下:
40.(1)化学成分见表1。
41.表1化学成分
[0042] csimnpstinbals实施例10.0020.010.210.0110.0130.0300.0460.048实施例20.0020.010.220.0100.0120.0310.0470.055对比例10.0040.020.240.0150.0150.0200.0310.041对比例20.0040.020.230.0140.0150.0210.0320.043
[0043]
(2)热轧工艺参数如下表2所示:
[0044]
表2热轧主要工艺参数
[0045]
编号加热温度/℃终轧温度/℃轧后空冷时间/s卷取温度/℃实施例1113989115766实施例2114788818765对比例112309356737对比例212339385735
[0046]
(3)退火工艺参数如表3所示:
[0047]
表3退火主要工艺参数
[0048][0049]
(4)经上述工艺制备的热镀锌钢板,其力学性能如下表4所示:
[0050]
表4热镀锌钢板力学性能
[0051]
编号r
p0.2
/mparm/mpa伸长a
80
/%n
90r90
实施例114928545.50.242.5
实施例214628646.00.252.6对比例117132640.00.222.3对比例216732540.50.232.3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
