1.本发明涉及容器技术领域,尤其涉及一种容器及其制造方法。
背景技术:
2.保温杯、壶是一种常用的喝水或盛装实物的容器。市场上的金属保温杯内胆与外壳常采用不锈钢制作,由于内胆不锈钢不能盛放带酸性、牛奶等饮品。现在很多厂家开始使用钛材质为保温杯内胆,但是钛金属价格昂贵且与不锈钢外壳难以焊接,这样的钛制保温杯价格高昂,影响钛制保温杯的推广。还有一种使用搪瓷或陶瓷为内胆的保温杯,搪瓷或陶瓷硬度高、耐高温、耐磨作用等优良性能。如中国发明专利(申请号:cn201220218821.9)公开了一种钛金属双层保温杯,包括杯体和杯盖,所述杯体包括钛金属内胆和钛金属外壳,在该钛金属内胆和钛金属外壳之间具有一个空隙层,杯体的内胆和外壳均采用钛含量高达95%或以上的钛金属制作,空隙层内真空或空气。上述专利中由于钛金属较软,使用单层钛金属作为内胆,其厚度不能过薄因此保温杯内胆容器与外壳均用钛合金制造价格过于昂贵不能在大众中推广。再如中国发明专利(申请号:cn202010068652.4)公开了一种具有钛制复合内胆的保温杯,其包括内胆本体和外壳。内胆本体由第一内胆层和第二内胆层通过旋压工艺一次成型,第一内胆层和第二内胆层同心设置。第一内胆层由不锈钢材料或铜材料或铁材料或铝材料制成,第二内胆层由钛材料制成。内胆本体的下端设有第一底层和第二底层。第一底层和第二底层通过拉伸工艺一次成型,第一底层与第一内胆层的下端部通过激光焊接或钎焊固定连接,第二底层与第二内胆层的下端部通过激光焊接或钎焊固定连接。外壳设在第一内胆层的外侧且与第一内胆层的外侧壁连接。上述专利中的保温杯内胆虽然使用双层复合材料制成,但是在抽真空过程中会产生分层的不良现象产生报废且在与不锈钢外壳焊接时难度大,因为不同金属熔点不同,此发明在钛外面滚焊不锈钢条,虽然解决了焊接问题但是滚焊不能保证真空密封。
技术实现要素:
3.本发明针对现有技术中的上述缺点,提供了一种容器及其制造方法。
4.为了解决上述技术问题,本发明通过下述技术方案得以解决:
5.一种容器,包括外壳和内胆,内胆设置于外壳内,外壳的上端和内胆的上端固定密封连接,外壳和内胆之间具有真空层,内胆由钛材料制成,外壳的内壁上设有内气密层,内胆的外壁上设有外气密层。
6.作为优选,内胆的厚度小于0.4mm。
7.作为优选,内气密层和外气密层的厚度均大于0.1mm。
8.作为优选,内气密层和外气密层均由搪瓷或陶瓷或油漆或非树脂类胶水或树脂或玻璃焊料制成。
9.作为优选,内胆包括内胆杯口、内胆筒体、内胆底部,内胆底部焊接于内胆筒体的下端,内胆筒体的厚度小于内胆杯口和内胆底部的厚度。
10.作为优选,外壳由上至下依次包括外壳杯口、外壳筒体、外壳底部,外壳底部焊接于外壳筒体的下端,外壳杯口由钛材料制成,外壳筒体和外壳底部均由钛材料或不锈钢材料制成;
11.当外壳筒体和外壳底部均由钛材料制成时,外壳筒体的厚度小于外壳杯口和外壳底部的厚度;
12.当外壳筒体和外壳底部由不锈钢材料制成时,外壳杯口、外壳筒体、外壳底部的厚度相同,外壳筒体的上端通过滚焊与外壳杯口的下端连接。
13.一种容器的制造方法,包括用于以上所述的一种容器,还包括以下步骤:
14.步骤1、内胆放置于外壳内,并将内胆与外壳上端进行焊接密封;
15.步骤2、将用于制作外气密层和内气密层的浆料从外壳筒体的下端灌入真空层内,以使浆料均匀粘在外壳内壁以及内胆外壁上,随后从外壳筒体排出多余的浆料;
16.步骤3、外壳内壁以及内胆外壁上的浆料烘干后放入高温炉中进行烧结,以使在外壳内壁上形成内气密层以及在内胆外壁上形成外气密层;
17.步骤4、将带有抽真空孔的外壳底部焊接于外壳筒体的下端,并对内胆和外壳之间抽真空后对外壳底部做密封处理。
18.作为优选,步骤1中的内胆由金属板材加工形成的内胆筒体和内胆底部,并将内胆底部焊接于内胆筒体下端形成;外壳由金属板材加工形成的外壳筒体和外壳底部,并将外壳底部焊接于外壳筒体下端形成。
19.作为优选,步骤3中高温炉的烧结温度为600
°
~1000
°
,步骤3中高温炉的烧结时间为1~30min。
20.本发明由于采用了以上技术方案,具有显著的技术效果:
21.1、在外壳的内壁上增加内气密层和内胆的外壁上增加外气密层,在内胆和外壳的厚度较薄时,可有效增强外壳和内胆的气密性,提高外壳和内胆之间真空层的密封性能。
22.2、内胆由钛材料制成,由于钛金属成本高,当使用较薄的钛金属制成内胆时,通过增加外气密层的厚度,可增强内胆的结构强度,以达到降低钛材料消耗的目的,从而降低了内胆的制造成本。
23.3、内胆由钛材料制成,使内胆内与液体接触的部分为钛层,由于钛材料化学稳定性好,可避免液体与钛材料产生反应而产生有害物质,提高内胆内液体的卫生以及饮用使用的健康性。
附图说明
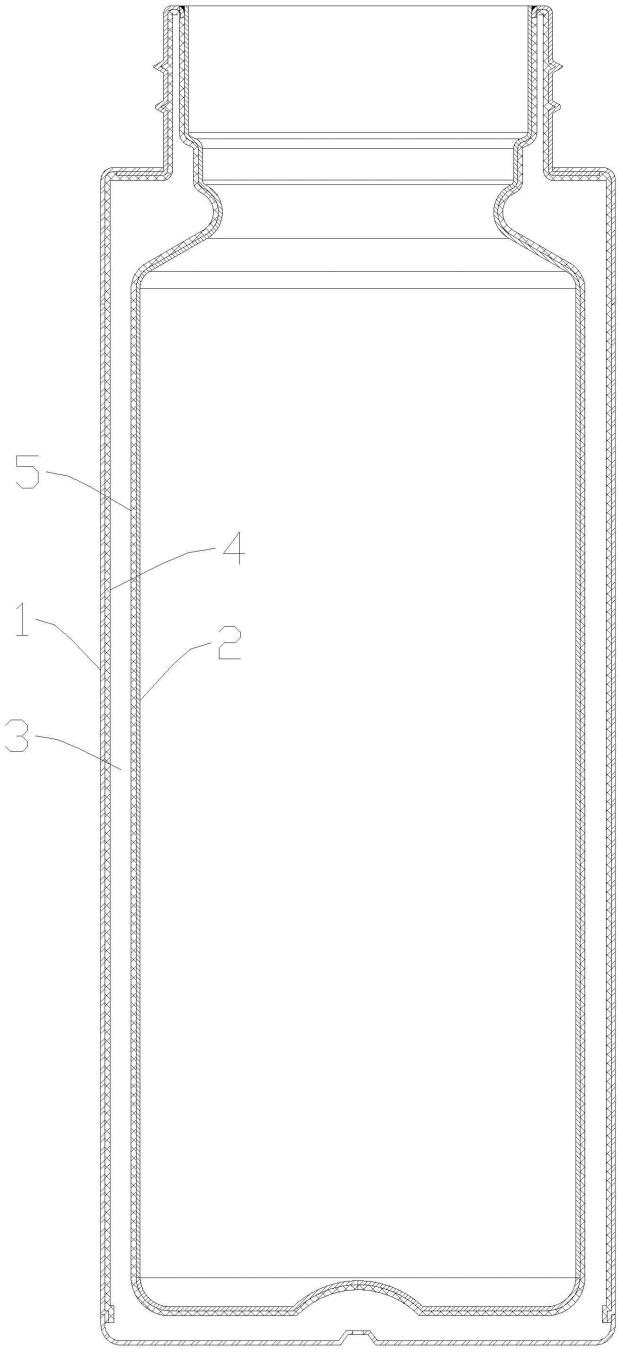
24.图1是本发明的结构示意图。
25.图2是外壳和内胆的结构示意图。
26.附图中各数字标号所指代的部位名称如下:1—外壳、101—外壳杯口、102—外壳筒体、103—外壳底部、2—内胆、201—内胆杯口、202—内胆筒体、203—内胆底部、3—真空层、4—外气密层、5—内气密层。
具体实施方式
27.下面结合附图与实施例对本发明作进一步详细描述。
28.实施例1
29.一种容器,如图1和图2所示,包括外壳1和内胆2,内胆2设置于外壳1内,外壳1的上端和内胆2的上端固定密封连接,外壳1和内胆2之间具有真空层3,内胆2由钛材料制成,内胆2的厚度小于0.4mm,外壳1的内壁上设有内气密层4,内胆2的外壁上设有外气密层5,内气密层4和外气密层5的厚度均大于0.1mm。内胆2由钛材料制成,使内胆2内与液体接触的部分为钛层,由于钛材料化学稳定性好,可避免液体与钛材料产生反应而产生有害物质,提高内胆2内液体的卫生以及饮用使用的健康性。当内胆2和外壳1的厚度较薄时,内胆2和外壳1容易被空气穿透,从而不能保证真空层3的真空度,在外壳1的内壁设置内气密层4和内胆2的外壁上设置外气密层5,增强外壳1和内胆2的气密性,从而保证真空层3的真空度,提高容器的使用寿命,同时也降低了制作外壳1和内胆2的材料的使用,降低了容器的制造成本。通过增加内气密层4和外气密层5的厚度,可增强外壳1和内胆2的结构强度,从而降低钛材料的使用,节省容器的制造成本。同时又增强了外壳1和内胆2的结构强度,避免在抽真空时导致外壳1或内胆2变形,同时可有效降低钛材料的使用,节省容器的制造成本。
30.内气密层4和外气密层5均由搪瓷或陶瓷或油漆或非树脂类胶水或树脂制成。搪瓷或陶瓷或油漆或非树脂类胶水或树脂以液体的形态进入真空层3并粘在内胆2外壁和外壳1的内壁上,通过烘干烧结以固体的形态附着在外壳1的内壁形成内气密层4以及内胆2的外壁上形成外气密层5。钛材料性质疏松其抽真空后保温性能不长久而搪瓷或陶瓷或油漆或非树脂类胶水或树脂密度高且与钛层紧密贴合,提高了产品的真空度以及保温效果,增强内胆2以及外壳1的气密性。
31.内胆2包括内胆杯口201、内胆筒体202、内胆底部203,内胆底部203焊接于内胆筒体202的下端,内胆筒体202的厚度小于内胆杯口201和内胆底部203的厚度。内胆筒体202通过旋压工艺旋薄达到拉伸内胆筒体202高度的目的,进一步了降低了钛材料的使用。
32.外壳1由上至下依次包括外壳杯口101、外壳筒体102、外壳底部103,外壳底部103焊接于外壳筒体102的下端,外壳杯口101由钛材料制成,外壳筒体102和外壳底部103均由钛材料或不锈钢材料制成;
33.当外壳筒体102和外壳底部103均由钛材料制成时,外壳筒体102的厚度小于外壳杯口101和外壳底部103的厚度;外壳筒体102为钛材料时,通过旋压工艺旋薄以拉伸外壳筒体102的高度,降低外壳筒体102钛材料的消耗。
34.内胆筒体202和外壳筒体102的厚度均为0.03~0.3mm。
35.实施例2
36.一种容器,如图1和图2所示,与实施例1的不同之处在于,当外壳筒体102和外壳底部103由不锈钢材料制成时,外壳杯口101、外壳筒体102、外壳底部103的厚度相同,外壳筒体102的上端通过滚焊与外壳杯口101的下端连接。外壳筒体102和外壳底部103为不锈钢材料时,增强了外壳1的强度,也降低了钛材料的使用,以达到降低外壳1制造成本的目的。
37.实施例3
38.一种用于制造以上所述一种容器的方法,还包括以下步骤:
39.步骤1、内胆2由金属板材加工形成的内胆筒体202和内胆底部203,并将内胆底部203焊接于内胆筒体202下端形成;外壳1由金属板材加工形成的外壳筒体102和外壳底部103,并将外壳底部103焊接于外壳筒体102下端形成,内胆2放置于外壳1内,并将内胆2与外
壳1上端进行焊接密封;
40.步骤2、将用于制作外气密层5和内气密层4的浆料从外壳筒体102的下端灌入真空层3内,以使浆料均匀粘在外壳1内壁以及内胆2外壁上,随后从外壳筒体102的下端排出多余的浆料;
41.步骤3、外壳1内壁以及内胆2外壁上的浆料烘干后放入高温炉中进行烧结,以使在外壳1的内壁上形成固态的内气密层4以及在内胆2的外壁上形成固态的外气密层5;高温炉的烧结温度为600
°
~1000℃,高温炉的烧结时间为1~10min。
42.步骤4、将带有抽真空孔的外壳底部103焊接于外壳筒体102的下端,真空层3抽真空后对外壳底部103做密封处理。浆料由搪瓷或陶瓷或油漆或非树脂类胶水或树脂制成。简化了内气密层4和外气密层5的加工方式,提高外壳1和内胆2的气密性,延长真空层3的使用寿命。并且根据外壳1和内胆2的强度需要,可重复多次步骤3和步骤4,以达到所需要的厚度,从而增强外壳1和内胆2的结构强度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。