1.本发明涉及陶瓷制备工艺领域,具体的涉及一体式圈足利坯杯制备工艺。
背景技术:
2.利坯是指拉坯成型制作出的器皿(或者同心圆器物)的坯胎,在其半干的状态下,放置于利坯车(陶艺拉坯机)之上,坯与车同心固定,使用利坯刀修整打磨,使拉坯器型外形规整光滑曲线优美,坯胎厚薄适中均匀,倒置坯与车同心修出圈足。现有的坯体和圈足加工工艺中,圈足采用粘结式或旋削式加工工艺加工而成,其中粘结式分布成型坯体和圈足,然后将圈足和坯体通过泥料粘结呈一体,并干燥成型,采用这种工艺无需对圈足进行利坯,但是其不足之处在于圈足和坯体粘结处强度不够,容易发生圈足掉落的情况;而采用旋削式加工工艺,坯体和圈足一体成型,但是在利坯的过程中,由于坯体容易发生横向移动或纵向跳动,因而坯体表面或圈足容易发生缺口的缺陷,且圈足切削料较多,操作时间久,有鉴于此,本案由此产生。
技术实现要素:
3.本发明的一个目的是通过一体式圈足利坯杯制备工艺解决至少上述问题。
4.为解决上述技术问题,本发明采用的技术方案如下:一体式圈足利坯杯制备工艺,其特征在于,包括如下步骤:
5.步骤a、将泥料放置于拉坯机的拉坯转盘上,拉坯成型;
6.步骤b、拉坯成型的坯体进行干燥;
7.步骤c、将坯体转移至坯体利坯机的利坯体转盘上,对坯体进行利坯;
8.步骤d、坯体倒置于圈足利坯机上的利圈足转盘上,对圈足进行利坯,将圈足上多余泥料旋削去除。
9.优选的,所述拉坯转盘上设有拉坯圆台。
10.优选的,所述拉坯圆台的材质为石膏,所述拉坯圆台的侧面为锥面,所述拉坯圆台可拆卸的安装于拉坯转盘的中心。
11.优选的,所述拉坯圆台的底部为多边形的装配部,所述拉坯转盘的中心设有与拉坯圆台的装配部形状匹配的装配腔。
12.优选的,所述拉坯转盘底部设有连通装配腔的起坯口,拉坯成型后,将顶杆插入起坯口以顶起拉坯圆台和坯体。
13.优选的,所述步骤b中,坯体干燥至含水率为6-8%。
14.优选的,所述步骤c中,利坯体转盘上设有利坯体圆台,所述坯体的底部的圈足套设于利坯体圆台上。
15.优选的,所述利坯体圆台的中心设有真空口,真空口通过旋转接口与真空泵连通,使得坯体吸附于利坯体圆台上。
16.优选的,所述利圈足转盘的中心设有加压口,所述加压口上设有气囊,所述加压口
通过旋转接口与气泵连通,坯体倒置于圈足利坯机上的利圈足转盘上后,气囊充气膨胀填充坯体内部,从而对坯体进行加压固定。
17.优选的,所述利圈足转盘上设有与坯体开口外径配合的定位圈,所述坯体的开口倒置于定位圈内。
18.由上述描述可知,本发明提供的一体式圈足利坯杯制备工艺具有如下有益效果:拉坯圆台对坯体进行拉坯定位,且由于拉坯圆台在圈足内的占位,可减少后期圈足利坯的工作量;石膏材质的拉坯圆台,在干燥后利于拉坯圆台和坯体的分离,避免坯体粘结的现象,锥形的拉坯圆台同样有助于坯体和拉坯圆台分离;起坯口方便将拉坯圆台和坯体从拉坯转盘上分离;真空吸附于利坯体圆台上,便于利坯时的定位,利坯后中心一致,且无上下跳动,避免因跳动产生的缺口缺陷;坯体的开口处未缩口,开口较坯体内腔其他部位小,通过膨胀的气囊对坯体产生下压力和张紧力,配合定位圈,可以实现对坯体的横向和上下定位,提高利坯的精确度,避免上下或左右跳动产生的缺口缺陷。
附图说明
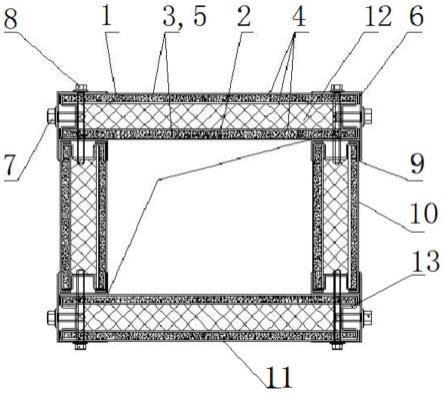
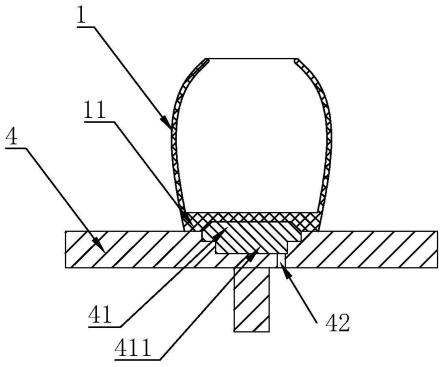
19.图1为本发明步骤a的示意图。
20.图2为本发明步骤c的示意图。
21.图3为本发明步骤d的示意图。
具体实施方式
22.以下通过具体实施方式对本发明作进一步的描述。
23.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
24.如图所示,本发明一体式圈足利坯杯制备工艺,包括如下步骤:
25.步骤a、如图1,将泥料放置于拉坯机的拉坯转盘4上,拉坯成型;
26.步骤b、拉坯成型的坯体1进行干燥;
27.步骤c、如图2,将坯体1转移至坯体利坯机的利坯体转盘2上,对坯体1进行利坯;
28.步骤d、如图3,坯体1倒置于圈足利坯机上的利圈足转盘3上,对圈足11进行利坯,将圈足11上多余泥料旋削去除。
29.拉坯转盘4上设有拉坯圆台41。拉坯圆台41对坯体1进行拉坯定位,且由于拉坯圆台41在圈足11内的占位,可减少后期圈足11利坯的工作量。
30.拉坯圆台41的材质为石膏,拉坯圆台41的侧面为锥面,拉坯圆台41可拆卸的安装于拉坯转盘4的中心。石膏材质的拉坯圆台41,在干燥后利于拉坯圆台41和坯体1的分离,避免坯体1粘结的现象,锥形的拉坯圆台41同样有助于坯体1和拉坯圆台41分离。
31.拉坯圆台41的底部为多边形的装配部411,拉坯转盘4的中心设有与拉坯圆台41的装配部411形状匹配的装配腔。多边形的装配部411用于固定拉坯圆台41。
32.拉坯转盘4底部设有连通装配腔的起坯口42,拉坯成型后,将顶杆插入起坯口42以顶起拉坯圆台41和坯体1。起坯口42方便将拉坯圆台41和坯体1从拉坯转盘4上分离。
33.步骤b中,坯体1干燥至含水率为6-8%。
34.步骤c中,利坯体转盘2上设有利坯体圆台21,坯体1的底部的圈足11套设于利坯体
圆台21上。
35.利坯体圆台21的中心设有真空口22,真空口22通过旋转接口与真空泵连通,使得坯体1吸附于利坯体圆台21上。真空吸附于利坯体圆台21上,便于利坯时的定位,利坯后中心一致,且无上下跳动,避免因跳动产生的缺口缺陷。
36.利圈足转盘3的中心设有加压口31,加压口31上设有气囊32,加压口31通过旋转接口与气泵连通,坯体1倒置于圈足利坯机上的利圈足转盘3上后,气囊32充气膨胀填充坯体1内部,从而对坯体1进行加压固定。坯体1的开口处未缩口,开口较坯体1内腔其他部位小,通过膨胀的气囊32对坯体1产生下压力和张紧力,配合定位圈33,可以实现对坯体1的横向和上下定位,提高利坯的精确度,避免上下或左右跳动产生的缺口缺陷。
37.利圈足转盘3上设有与坯体1开口外径配合的定位圈33,坯体1的开口倒置于定位圈33内。
38.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
39.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置;本发明中提供的用电器的型号仅供参考。对于本领域的普通技术人员而言,可以根据实际使用情况更换功能相同的不同型号用电器,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
40.上述仅为本发明的若干具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。