1.本实用新型涉及食品加工机械领域,具体为一种点料机。
背景技术:
2.基础农产品(例如槟榔)在加工成预包装类食品中,为了突出个性特点,创造卖点,在每颗基础农产品中加入有视觉效果、或追求口味的多样性等功能的其它农产品或者满足人们对味觉追求的人造颗粒,例如枸杞、葡萄干、爆珠(人造颗粒)等(以下称为内点物料)。目前市场上没有相关的技术与设备,只能依靠人工进行作业,工作量大,效率低,合格率也不高。
技术实现要素:
3.针对上述现有技术中存在的问题,本实用新型提供一种点料机,代替在非标产品内嵌入不规整内点物料的人工操作,从而提高生产效率和产品合格率。
4.本实用新型采用的技术方案如下:点料机,包括点卤盘、内点物料放料机构、内点物料按料机构、负压系统、电气控制系统:
5.所述点卤盘上开设有多个与待加工产品形状匹配的凹模,多个凹模在点卤盘上呈阵列排布;
6.所述内点物料放料机构包括机架以及安装在所述机架上的第一输送带、2d信息视觉采集组件、供料组件、分拣组件、理料组件、放料组件;
7.所述第一输送带用于输送所述点卤盘,第一输送带上依次设置有2d信息采集工位、放料工位;
8.所述2d信息视觉采集组件设置在第一输送带的2d信息采集工位的正上方,用于采集点卤盘上凹模内待加工产品的xy坐标信息;
9.所述供料组件包括盛放内点物料的料盘、向所述料盘补充内点物料的料斗;
10.所述分拣组件位于料盘的正上方,其包括分拣升降模组、多个分拣吸嘴,所述多个分拣吸嘴与点卤盘上的凹模一一对应,分拣吸嘴与负压系统连接用于从料盘中吸取内点物料,所述分拣升降模组驱动所述多个分拣吸嘴上下移动;
11.所述理料组件包括理料盘、理料盘安装架、理料盘平移模组,所述理料盘上开设有与分拣吸嘴一一对应的凹坑,所述凹坑形状与内点物料形状匹配,理料盘通过理料盘安装架与所述理料盘平移模组连接,所述理料盘平移模组用于驱动理料盘在分拣组件与放料组件之间往返平移;
12.所述放料组件位于放料工位上方,用于从理料盘吸取内点物料并将吸取的内点物料放置到位于点卤盘上凹模内的待加工产品上,其包括放料吸嘴、放料吸嘴座、放料移动模组、负压分配箱,所述放料吸嘴设置有多个且与理料盘上的凹坑一一对应,每个放料吸嘴分别通过负压导管与负压分配箱连接,在每根负压导管上均设有由电气控制系统独立控制的控制阀,多个所述放料吸嘴固定安装在所述放料吸嘴座,放料吸嘴座与所述放料移动模组
连接,所述放料移动模组由电气控制系统根据2d信息视觉采集组件所采集到的待加工产品的xy坐标信息控制移动,从而使放料吸嘴与点卤盘上待加工产品位置对应;
13.所述内点物料按料机构包括机架以及安装在所述机架上的第二输送带、3d信息采集组件、按压组件、直线电机移动模组;
14.所述第二输送带与所述第一输送带对接,用于承接和输送点卤盘;
15.所述3d信息采集组件包括与直线电机移动模组连接的移动支架以及安装在移动支架上的横向移动模组、与横向移动模组连接的3d传感器安装支架、固定在3d传感器安装支架上的3d传感器,所述3d传感器用于采集待加工产品内料液与待加工产品、待加工产品内料液与内点物料、内点物料与待加工产品的相对3d位置数据;
16.所述按压组件包括与直线电机移动模组连接的移动支架以及安装在移动支架上的多个按压单元,所述按压单元包括竖向移动模组以及与所述竖向移动模组移动端连接的按压头,每个竖向移动模组由电气控制系统根据3d信息采集组件所采集的数据以及预设数据独立控制移动量,从而驱动按压头对待加工产品上的内点物料进行按压;
17.所述负压系统用于提供负压源;
18.所述电气控制系统用于整个设备的数据处理和运行控制。
19.进一步地,所述内点物料按料机构还包括补按组件,所述补按组件包括与直线电机移动模组连接的移动支架以及补按横向移动模组、补按竖向移动模组、补按压头,所述补按横向移动模组固定安装在移动支架上,所述补按竖向移动模组通过安装板与补按横向移动模组连接,所述补按压头与所述补按竖向移动模组的移动端连接。
20.进一步地,所述安装板上还固定有辅助气缸,所述辅助气缸的活塞杆端固定连接有压板,所述压板上开设有与所述补按压头相对应的开孔。
21.进一步地,所述内点物料放料机构还包括点卤盘升降组件,所述点卤盘升降组件设置在第一输送带放料工位,包括托板、托板升降装置,所述托板升降装置驱动托板以及位于托板上的点卤盘上下升降。
22.进一步地,所述分拣组件还包括分拣吸嘴座、负压风箱,所述分拣吸嘴通过分拣吸嘴座固定安装在负压风箱上,所述负压风箱与负压系统连接,用于为分拣吸嘴提供负压,所述分拣升降模组与负压风箱固定连接,驱动负压风箱及分拣吸嘴上下移动。
23.进一步地,所述理料盘底部安装有振动气缸。
24.进一步地,所述放料移动模组包括x方向移动模组和y方向移动模组。
25.进一步地,所述第一输送带、第二输送带上均设有用于对点卤盘进行定位的定位机构。
26.进一步地,所述多个按压单元呈直线排列,并与点卤盘上的凹模相对应。
27.进一步地,所述按压头包括按压针座、按压针,所述按压针座通过连接板与所述竖向移动模组移动端连接,在所述按压针座内设有空腔,在所述按压针座底部设置有多个与所述空腔连通的通孔,每个通孔中对应滑动连接有一个按压针,且按压针一端延伸至空腔内,所述按压针座上固定有气动接头,所述气动接头与空腔连通,通过所述气动接头向空腔内通入有压缩气体。
28.本实用新型的有益效果在于:
29.(1)本实用新型的点料机,通过分拣组件可以从料盘中一次分拣出与卤盘上待加
工产品数量一致的内点物料,再通过理料组件将内点物料理顺,然后由放料组件在2d信息视觉采集组件所采集的待加工产品的xy坐标信息的指导下,将内点物料分步对应放置到待加工产品的中心,可以一次性完成多个内点物料的放置,大大提高了工作效率,通过理料可以使内点物料方向保持一致,放料组件在2d信息指导下,由电气控制系统及放料移动模组控制,可分步将内点物料准确放置到待加工产品的中心;
30.(2)由于待加工产品、待加工产品内的液料以及内点物料均为非标件,每个均为无规整形状产品,本实用新型通过按压组件并配合3d信息采集组件,可将待加工产品中浮在液料上的内点物料按入到标准深度,3d信息采集组件采集每个待加工产品内料液与待加工产品、待加工产品内料液与内点物料、内点物料与待加工产品的相对3d位置数据,每个按压单元分别由电气控制系统独立控制在3d数据支持下进行按压,确保了按压深度一致,提高了产品品质;
31.(3)由于待加工产品通常为异形内腔,一般的几何形状很难将内点物料按压到精准的深度,本实用新型采用由多个按压针组成的按压头,无论是何形状,总有部分按压针按到内点物料上,而按到待加工产品边的按压针回缩,按压针座内空腔接入压缩空气,通过调节气压使按压针既能按压到内点物料,又能使碰到待加工产品边口的按压针能及时回缩,从而可以将任意形状的待加工产品中的内点物料按压到位;
32.(4)本实用新型通过设置补压组件,可以对个别偏离中心的待加工产品进行补压。
附图说明
33.图1是本实用新型的内点物料放料机构的结构示意图。
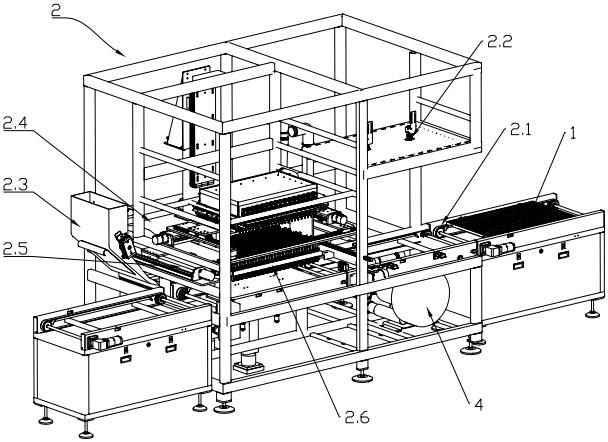
34.图2是本实用新型的内点物料放料机构的另一视角的结构示意图。
35.图3是本实用新型的点卤盘的结构示意图。
36.图4是本实用新型的分拣组件的结构示意图。
37.图5是本实用新型的理料组件的结构示意图。
38.图6是本实用新型的理料组件的底部结构示意图。
39.图7是本实用新型的放料组件的结构示意图。
40.图8是本实用新型的点卤盘升降组件的结构示意图。
41.图9是本实用新型的内点物料按料机构的结构示意图。
42.图10是本实用新型的3d信息采集组件的结构示意图。
43.图11是本实用新型的按压组件的结构示意图。
44.图12是本实用新型的按压组件按压头的结构示意图。
45.图13是本实用新型的补按组件的结构示意图。
具体实施方式
46.为了便于理解本实用新型,下文将结合说明书附图和较佳的实施例对本实用新型作更全面、细致地描述,但本实用新型的保护范围并不限于以下具体的实施例。
47.本实施例以待加工产品为槟榔,内点物料为枸杞对本实用新型进行具体介绍。
48.如图1-图12所示,本实施例的点料机整体包括点卤盘1、内点物料放料机构2、内点物料按料机构3、负压系统4、电气控制系统。
49.如图3所示,所述点卤盘1上开设有256个与槟榔形状匹配的凹模,256个凹模在点卤盘1上呈8
×
32阵列排布,点好卤水的槟榔对应放置在每个凹模内。
50.如图1、图2所示,本实施例的内点物料放料机构2包括机架以及安装在所述机架上的第一输送带2.1、2d信息视觉采集组件2.2、供料组件2.3、分拣组件2.4、理料组件2.5、放料组件2.6。第一输送带2.1用于输送所述点卤盘1,第一输送带2.1上依次设置有2d信息采集工位、放料工位。2d信息视觉采集组件2.2设置在第一输送带2.1的2d信息采集工位的正上方,用于采集点卤盘1上凹模内槟榔的xy坐标信息。所述供料组件2.3包括盛放枸杞的料盘2.31、向所述料盘2.31补充枸杞的料斗2.32。
51.如图2、图4所示,所述分拣组件2.4位于料盘2.31的正上方,其包括分拣升降模组2.41、负压风箱2.42、分拣吸嘴座2.43以及256个分拣吸嘴2.44,所述256个分拣吸嘴2.44与点卤盘1上的凹模一一对应,分拣吸嘴2.44通过分拣吸嘴座2.43固定安装在负压风箱2.42上,负压风箱2.42与负压系统4连接为分拣吸嘴2.44提供负压。工作时,分拣升降模组2.41驱动分拣吸嘴2.44向下移动至料盘2.31内,每个分拣吸嘴2.44在通入负压后从料盘2.31中分别吸取一颗枸杞,完成取料后,分拣升降模组2.41驱动分拣吸嘴2.44上升,便从料盘2.31中分拣出256颗枸杞。
52.如图5、图6所示,所述理料组件2.5包括理料盘2.51、理料盘安装架2.53、理料盘平移模组2.54、振动气缸2.55。所述理料盘2.51上开设有与分拣吸嘴2.44一一对应的凹坑2.52,所述凹坑2.52形状与枸杞形状匹配,理料盘2.51通过理料盘安装架2.53与所述理料盘平移模组2.54连接,所述理料盘平移模组2.54用于驱动理料盘2.51在分拣组件2.4与放料组件2.6之间往返平移,振动气缸2.55安装在理料盘2.51的底部。工作时,理料盘平移模组2.54驱动理料盘2.51移动至分拣组件2.4的下方,并使凹坑2.52与分拣吸嘴座2.43位置一一对应,分拣升降模组2.41驱动分拣吸嘴2.44向下移动至凹坑2.52上方,断开分拣吸嘴2.44的负压,分拣吸嘴2.44所吸取的枸杞则掉落至凹坑2.52内,启动振动气缸2.55,理料盘2.51通过振动将凹坑2.52内的枸杞方向理顺,同时理料盘平移模组2.54驱动理料盘2.51移动至放料组件2.6下方,完成理料。
53.如图1、图7所示,所述放料组件2.6位于放料工位上方,用于从理料盘2.51吸取内点物料并将吸取的内点物料放置到位于点卤盘1上凹模内的待加工产品上,其包括256个放料吸嘴2.63、放料吸嘴座2.62、放料移动模组2.61、负压分配箱,256个放料吸嘴2.63与理料盘2.51上的凹坑2.52一一对应,每个放料吸嘴2.63分别通过独立的负压导管与负压分配箱连接,在每根负压导管上均设有由电气控制系统独立控制的控制阀,放料吸嘴2.63固定安装在所述放料吸嘴座2.62,放料吸嘴座2.62与所述放料移动模组2.61连接,所述放料移动模组2.61包括x方向移动模组和y方向移动模组,并由电气控制系统根据2d信息视觉采集组件2.2所采集到的点卤盘上槟榔的xy坐标信息控制移动,从而使放料吸嘴2.63与槟榔的位置对应。放料吸嘴2.63从理料盘2.51上吸取已理好方向的枸杞后,放料移动模组2.61在2d信息视觉采集组件2.2所采集的2d数据支持下,通过多次移动,并独立控制放料吸嘴2.63负压通断,从而分步将枸杞放入到槟榔的中心区间,从而保证了每颗槟榔中的枸杞都放置到位。
54.如图1、图8所示,在本实施例中所述内点物料放料机构2还包括点卤盘升降组件2.7,所述点卤盘升降组件2.7设置在第一输送带2.1放料工位,包括托板2.71、托板升降装
置2.72,所述托板升降装置2.72驱动托板2.71以及位于托板2.71上的点卤盘1上下升降。通过点卤盘升降组件2.7驱动点卤盘1上升至放料吸嘴2.63下方,承接放料组件2.6放置的枸杞。
55.如图9所示,所述内点物料按料机构3包括机架以及安装在所述机架上的第二输送带3.1、3d信息采集组件3.3、按压组件3.4、补按组件3.5、直线电机移动模组3.2。所述第二输送带3.1与所述第一输送带2.1对接,用于承接和输送点卤盘1。
56.如图10所示,所述3d信息采集组件3.3包括与直线电机移动模组3.2连接的移动支架以及安装在移动支架上的横向移动模组3.31、与横向移动模组3.31连接的3d传感器安装支架3.32、固定在3d传感器安装支架3.32上的3d传感器3.33,直线电机移动模组3.2、横向移动模组3.31驱动3d传感器3.33对点卤盘1上的槟榔进行扫描,采集槟榔与卤水、卤水与枸杞、枸杞与卤水的相对3d位置数据。
57.如图11所示,所述按压组件3.4包括与直线电机移动模组3.2连接的移动支架以及安装在移动支架上的8个按压单元3.41,8个按压单元3.41呈直线排列,并与点卤盘1上的凹模相对应。所述按压单元3.41包括竖向移动模组3.411以及与所述竖向移动模组3.411移动端连接的按压头3.412,每个竖向移动模组3.411由电气控制系统根据3d信息采集组件3.3所采集的数据以及预设数据独立控制移动量,从而驱动按压头3.412对待加工产品上的内点物料进行按压。
58.如图12所示,本实施例中所述按压头3.412包括按压针座3.412-1、按压针3.412-2,所述按压针座3.412-1通过连接板与所述竖向移动模组3.411移动端连接,在所述按压针座3.412-1内设有空腔3.412-3,在所述按压针座3.412-1底部设置有多个与所述空腔3.412-3连通的通孔,每个通孔中对应滑动连接有一个按压针3.412-2,且按压针3.412-2一端延伸至空腔3.412-3内,所述按压针座3.412-1上固定有气动接头3.412-4,所述气动接头3.412-4与空腔3.412-3连通,通过所述气动接头3.412-4向空腔3.412-3内通入有压缩气体。因槟榔经过前工序处理后,多数成为s型的异形内腔,一般的几何形状都无法将槟榔内腔内的枸杞按压到精准的z值,而本实用新型采用由多个按压针组成的按压头,无论是何形状,总有部分按压针按到内点物料上,而按到待加工产品边的按压针回缩,按压针座内空腔接入压缩空气,通过调节气压使按压针既能按压到内点物料,又能使碰到待加工产品边口的按压针能及时回缩,从而可以将任意形状的待加工产品中的内点物料按压到位。
59.如图13所示,所述补按组件3.5包括与直线电机移动模组3.2连接的移动支架以及补按横向移动模组3.51、补按竖向移动模组3.53、补按压头3.54、辅助气缸3.55、压板3.56,所述补按横向移动模组3.51固定安装在移动支架上,所述补按竖向移动模组3.53通过安装板3.52与补按横向移动模组3.51连接,所述补按压头3.54与所述补按竖向移动模组3.53的移动端连接。针对在点卤盘1上几何中心偏离过大的少数槟榔,由补按组件3.5进行精准按压。
60.在本实施例中,所述安装板3.52上还固定有辅助气缸3.55,所述辅助气缸3.55的活塞杆端固定连接有压板3.56,所述压板3.56上开设有与所述补按压头3.54相对应的开孔3.57。补按组件3.5的补按压头3.54体积较小,且采用硬质材料制成,在完成补按后,补按压头3.54上升时有可能将槟榔带起,通过设置辅助气缸3.55及与辅助气缸3.55连接的压板3.56,补按压头3.54穿过压板3.56上的开孔3.57按压枸杞,补按压头3.54上升时,辅助气缸
3.55驱动压板3.56向下压住槟榔,可避免槟榔随补按压头3.54移动。
61.所述负压系统4用于为整个设备提供负压源。
62.所述电气控制系统用于整个设备的数据处理和运行控制。
63.为实现点卤盘1在内点物料放料机构2、内点物料按料机构3上的精确定位,本实施例中,所述第一输送带2.1、第二输送带3.1上均设有用于对点卤盘1进行定位的定位机构。具体定位机构可采用现有技术实现,在此不做具体限定。
64.在前述说明书与相关附图中存在的教导的帮助下,本实用新型所属领域的技术人员将会想到本实用新型的许多修改和其它实施方案。因此,要理解的是,本实用新型不限于公开的具体实施方案,修改和其它实施方案被认为包括在所附权利要求的范围内。尽管本文中使用了特定术语,它们仅以一般和描述性意义使用,而不用于限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。