1.本实用新型涉及注塑模具技术领域,更具体地说,它涉及一种便于脱模的注塑模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
3.目前,公开号为cn215434769u的中国专利公开了一种注塑件成型模具,包括定模板以及动模板,定模板内嵌设有定模仁,动模板内嵌设有动模仁,定模仁与动模仁在合模时形成成型腔,定模板背离动模板一侧开设有多个均与注塑口相连通的分支注塑流道,每个分支注塑流道均从定模板中心位置向外延伸,每个分支注塑流道远离定模板中心位置处均开设有分支注塑孔,每个分支注塑孔均与成型腔相连通,该注塑模能够使注入的注塑原料能够更加均匀地流动到成型腔的边缘位置,使盘体的边缘部分更易于成型,以使盘体边缘部分不易于产生缺陷。
4.现有的注塑模具在对塑胶制品进行加工时,为了保证注入浆料的均匀,通常都是将注塑模具水平放置,在塑胶制品冷却成型后,通过设备或者人力将在动模仁上的成品取下,这个脱模的过程效率极差。
5.因此需要提出一种新的方案来解决这个问题。
技术实现要素:
6.本实用新型的目的是提供一种便于脱模的注塑模具,其优点是通过气缸令成型模板发生偏转,使得成型的塑胶制品可以沿成型模板顶面滑落,方便了对工件的脱模,极大的提高了效率。
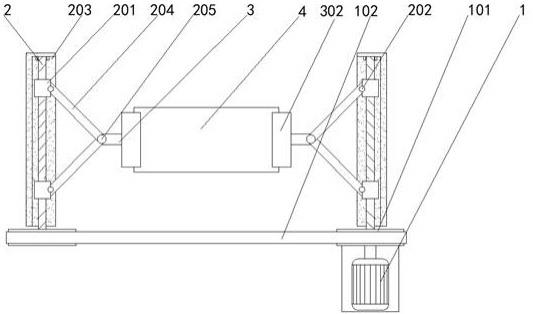
7.本实用新型的上述技术目的是通过以下技术方案得以实现的:包括上模具和下模具,所述下模具在其厚度方向上穿透有若干根顶柱,所述下模具的顶面铰接有成型模板,所述成型模板上设置有若干个顶面与成型模板顶面平齐的顶出件,所述顶柱用于对顶出件施加使其伸出成型模板的作用力,所述下模具上设置有用于控制成型模板偏转的气缸。
8.通过上述技术方案,在塑胶制品固化成型后,通过利用顶柱推动顶出件使得成品与成型模板分离,随后气缸推动成型模板使其发生偏转,成型的成品沿成型模板顶面滑落,方便了对工件的脱模,有效的提高了脱模的效率。
9.本实用新型进一步设置为:所述成型模板自顶面沿其厚度方向开设有若干个容纳槽,所述顶出件放置于容纳槽内,所述容纳槽自底面向下开设有将成型模板穿透的通孔一,所述通孔一用于顶柱的通过。
10.本实用新型进一步设置为:所述成型模板自底面沿其厚度方向开设有若干个卡接槽,每个所述卡接槽均与一个通孔一相连通,所述卡接槽内设置有卡接件,所述顶出件的底面固定连接有一个弹性件,所述弹性件的另一端固定连接在卡接件上。
11.通过上述技术方案,由于注塑浆料为流体状,且在使浆体成型的过程中下模具与成型模板间的压力极大,为了保证了成品的成型效果,顶出件与容纳槽的侧周壁之间基本没有缝隙,因此,顶出件与容纳槽的侧周壁之间的摩擦力也较大,在顶柱将顶出件顶出容纳槽后,其自身重力可能无法保证顶出件缩回容纳槽内,通过设置弹性件,确保了顶出件可以缩回容纳槽内。
12.本实用新型进一步设置为:所述上模具的四角均自顶面向下开设有将下模具贯穿的定位通孔。
13.通过上述技术方案,在将上模具和下模具安装到机械设备上进行固定的时候,通过使机械设备上的定位柱穿过上模具和下模具上的定位通孔,保证了上模具和下模具之间的精准对接。
14.本实用新型进一步设置为:所述成型模板在其转动轴线方向上的长度小于在其转动轴线方向上的两个定位通孔之间的距离,所述成型模板在其转动轴线方向上的两端各固定连接有一个连接块,所述气缸通过控制连接块使得成型模板发生偏转。
15.通过上述技术方案,由于机械设备上的定位柱穿过上模具和下模具,为了保证成型模板的转动,因此,成型模板的长度应当小于其转动轴线方向上的两个定位通孔之间的距离,通过设置连接块,方便了气缸对成型模板的控制。
16.本实用新型进一步设置为:所述上模具的底面固定连接有若干个上定位块,所述成型模板的顶面沿其厚度方向开设有若干个与上定位块相配合的定位槽一。
17.通过上述技术方案,通过上定位块和定位槽一的配合,使得上模具和成型模板之间能精准对接,保证了塑胶制品的成型效果。
18.本实用新型进一步设置为:所述成型模板的底面固定连接有若干个下定位块,所述下模具的顶面沿其厚度向下开设有若干个与下定位块相配合的定位槽二。
19.通过上述技术方案,由于成型模板会频繁的发生偏转,通过下定位块与定位槽二的配合,进一步保证了上模具和成型模板能精准对接。
20.本实用新型进一步设置为:所述成型模板的偏转角度大于60
°
。
21.通过上述技术方案,成型模板越接近竖直状态,注塑成型后的塑胶制品越容易从成型模板上滑落,60
°
以上的倾斜角度足以满足绝大多数成型的塑胶制品从成型模板上滑落。
22.综上所述,本实用新型具有以下有益效果:
23.当塑胶制品注塑成型后,通过顶柱对顶出件的作用,使得塑胶制品与成型模板分离,随后,通过气缸的作用,令成型模板发生偏转,使得成型的塑胶制品可以沿成型模板顶面滑落,方便了对成品的脱模工作。
附图说明
24.图1是本实施例的爆炸图一;
25.图2是本实施例的爆炸图二;
26.图3是本实施例中成型模板的剖面图;
27.图4是图3的a部放大示意图。
28.附图标记:1、上模具;2、下模具;3、成型模板;4、气缸;5、顶柱;6、定位通孔;7、连接
块;8、顶出件;9、弹性件;10、卡接件;11、上定位块;12、定位槽一;13、下定位块;14、定位槽二。
具体实施方式
29.以下结合附图对本实用新型作进一步详细说明。
30.实施例:
31.一种便于脱模的注塑模具,如图1所示,包括上模具1和下模具2,其中,下模具2在其厚度方向上穿透有若干根顶柱5;在下模具2的顶面的一侧边缘固定连接有若干个凸块,在模具的顶面设置有与若干个凸块铰接的一块成型模板3,在成型模板3上设置有若干个顶面与成型模板3顶面平齐的顶出件8,顶柱5用于对顶出件8施加使其伸出成型模板3的作用力,其中,在下模具2上设置有用于控制成型模板3偏转的气缸4。
32.具体的,参考图3和图4,成型模板3自顶面沿其厚度方向开设有若干个容纳槽,顶出件8放置于容纳槽内且与容纳槽的内周壁贴合,其中,顶出件8为一个实心的柱体,在容纳槽自底面向下开设有将成型模板3穿透的用于顶柱5通过的通孔一,在成型模板3的底面沿其厚度方向开设有若干个卡接槽,在卡接槽内设置有环形的卡接件10,每个卡接槽均与一个通孔一相连通,在容纳槽的槽底向下开设有两个贯穿至卡接槽的通孔二,在每个通孔二内均设置有一个弹性件9,弹性件9的一端固定连接在顶出件8的底面,弹性件9的另一端固定连接在卡接件10上,弹性件9可为弹簧等,其中,在卡借件的顶面沿其厚度方向开设有将其贯穿的通孔三,弹性件9可由钢丝绳等穿过通孔三并通过缠绕等方式固定在卡接件10上。
33.参考图1,在上模具1的四角均自顶面向下开设有将下模具2贯穿的定位通孔6,为了保证成型模板3能够发生偏转,成型模板3在其转动轴线方向上的长度小于在其转动轴线方向上的两个定位通孔6之间的距离,其中,成型模板3在其转动轴线方向上的两端各固定连接有一个连接块7,气缸4通过控制连接块7使得成型模板3发生偏转,且成型模板3的偏转角度大于60
°
。
34.参考图2和图3,在上模具1的底面固定连接有若干个上定位块11,在成型模板3的顶面沿其厚度方向开设有若干个与上定位块11相配合的定位槽一12,成型模板3的底面固定连接有若干个下定位块13,在下模具2的顶面沿其厚度向下开设有若干个与下定位块13相配合的定位槽二14,其中,定位块二为规则的四方体,定位槽二14在垂直于成型模板3的转动轴线的方向上的长度大于定位块二的长度以保证定位块二能插入到定位槽二14内。
35.本实施例的工作过程及原理:
36.当人们使用该模具进行注塑成型的工作时,在使成型模板3与下模具2连接好后,将上模具1和下模具2通过定位通孔6连接在相应的设备上,在塑胶制品成型后,上模具1与成型模板3分离,随后通过控制顶柱5使其与顶出件8抵触以使得顶出件8将成型的塑胶制品与成型模板3分离,随后顶柱5恢复初始位置,在弹性件9的作用下,顶出件8也缩回到容纳槽内,随后通过气缸4的作用推动成型模板3发生偏转,待成型模板3偏转至一定角度后,成型的塑胶制品就会在重力的作用下沿成型模板3的顶面滑落,该过程不需要人工的将成型的塑胶制品取出,有效的提高了对成品脱模的效率。
37.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但
只要在本实用新型的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。