1.本发明属于焊丝技术领域,具体的说是一种镍基焊丝的制备方法及装置。
背景技术:
2.镍基焊丝是一种非常重要的耐腐蚀金属材料,具有耐活泼性气体,耐苛性介质,耐还原性酸介质腐蚀的良好性能,又具有强度高,塑性好,可冷热变形和加工成型及可焊接的特点,因此,广泛应用于石油化工,冶金,原子能,海洋开发,航空,航天等工业中。
3.电极丝浇注过程中,在将定量的材料投入熔炉中,随之会生产加工出定量的电极丝,熔炉在对下一锅材料熔炼浇注电极丝时,也会生产加工出定量的电极丝,此时两根电极丝之间断开,在收卷时,或者后期在合金锭制备过程中,还需将其焊接一起,固接成一整条,方便电极丝表面附熔渣;目前对于将两条电极丝续接成一条,一般为人工操作,控制两条电极丝端部,并相互靠近贴附一起,之后再通入电流,使得两条电极丝的端部通电熔化,然后冷却固定一起,该方式存有缺陷,由于电极丝的直径小于3mm,电极丝端部难以精准相对,在通电熔化固接时,电极丝端部容易相互重合一起,导致电极丝在合金锭制备过程中,电极丝未能嵌入模内,严重时将锻造模挤压损坏;为此,本发明提供一种镍基焊丝的制备方法及装置。
技术实现要素:
4.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
5.本发明解决其技术问题所采用的技术方案是:本发明所述的一种镍基焊丝的制备装置,该制备装置包括底板,底板上设有水平移动单元,水平移动单元包括滑块和丝杆;所述底板的上板面对称开设滑槽,每个滑槽内转动连接丝杆,丝杆的一端连接外界马达的输出端,丝杆传动连接滑块的下端,滑块滑动连接在滑槽,滑块的上端面设有挤压单元;所述挤压单元包括导轮、长杆螺栓和下压块;所述滑块的上端面通过支座转动连接导轮,下压块的下端面通过支座转动连接导轮,两个导轮相对设置,下压块的上端面四角位置螺纹贯穿长杆螺栓,且长杆螺栓的端部贯穿下压块并螺纹连接滑块;两个所述滑块相对面和两个所述下压块相对面上设有导电单元;所述导电单元包括挤压杆和挤压块;所述挤压杆呈l形状,挤压杆的一端分别固接在滑块和下压块的侧壁上,上下两个挤压杆的另一端相对设置,均固接挤压块,且上下相邻两个挤压块之间夹持有电极丝;将一条电极丝的端部置于其中一对导轮之间,然后将另一条电极丝的端部置于另一对导轮之间,之后旋转长杆螺栓,使得下压块靠近于滑块,同时相邻两导轮相互靠近,并挤压在电极丝上,将电极丝挤压固定住,同时上下相邻两个挤压杆和挤压块也相互靠近,上下相邻两挤压块夹持在电极丝的端部,使得两条电极丝的端部对准,便于后期电极丝的焊接,丝杆由外界马达驱动,丝杆带动两个滑块相互靠近,同时拉扯两条电极丝相互靠近,使得电极丝的端部贴附一起,然后通电熔化,且在通电熔化时,两个滑块继续相互靠近,使得熔料相互熔合一起,冷却过后上移下压块,使得上下两个导轮远离,即,导轮相互远离后,导
轮的凹部依旧可以将电极丝束缚住,限制在上下两个导轮凹部围成的通槽内移动;该制备装置,一是通过导轮将电极丝挤压固定住,有助于电极丝的相互靠近,同时在挤压杆和挤压块的挤压下,使得电极丝的端部置于对准状态,从而保证两条电极丝的端部平滑熔合一起,有助于缠绕于收卷盘,以及合金锭的制备。
6.优选的,每个所述导轮固定转轴两端贯穿支座,固定转轴的两端设有多个齿牙,齿牙呈圆周状阵列固接在固定转轴的两端;所述导轮的两侧各设有支撑板,支撑板的一端固接在下压块的下端面上,支撑板的另一端滑动连接在滑块上端面开设的伸缩槽内,且支撑板通过压簧连接在伸缩槽内,支撑板内侧壁上固接有固定块,固定块的下端表面开设卡槽,卡槽与齿牙相适配;下压块向滑块方向移动,同时下推支撑板下移,支撑板带动固定块向固定转轴上的齿牙方向移动,使得齿牙嵌入在卡槽内,此时滑块上的导轮被限制固定住,使得导轮动弹不得,有助于阿静电极丝固定住,使得电极丝在被滑块拉扯时,电极丝的端部能够稳定相互靠近,并贴附一起,从而两条电极丝的端部能够有效接触熔合一起,辅助挤压块对电极丝作进一步夹持固定。
7.优选的,每个所述导轮的外圈固接有齿环,上下相邻两个导轮之间,其的齿环相互啮合;下压块与滑块相互靠近时,上下相邻两个导轮相互靠近,同时导轮上的齿环相互啮合,由于下方的导轮通过齿牙与卡槽的配合,使得下方导轮被固定住,当上下两个导轮啮合后,上方的导轮也就被固定住,即,在上下两个导轮对电极丝挤压的同时,两个导轮相互啮合固定一起,使得两个固定不动的导轮对电极丝进行挤压夹持,进一步提高电极丝的稳定性,使得两条电极丝相互拉扯靠近时,电极丝能够稳定接触并熔合一起。
8.优选的,每个所述挤压块横截面呈弧形状,上下两个相邻的挤压块内凹面相对设置,内凹面内挤压电极丝;挤压块的形状设置,使得挤压块在对电极丝挤压时,挤压块的内凹面能够包裹住电极丝外圈,同时将电极丝的端部挤压压直,区域直线状态,有益于两条电极丝端部的精准贴附一起,从而有助于两条电极丝端部的平滑焊接。
9.优选的,所述挤压块内设有多个挤压凸起,挤压凸起沿着挤压块内凹形状设置,挤压凸起的横截面成直角形状;上下相邻两个挤压块在对电极丝挤压包裹时,挤压块内的挤压凸起挤压在电极丝的表面,以及挤压凸起形状的设置,挤压凸起边缘挤压在电极丝表面,增强挤压块与电极丝之间的挤压压强,提高提高电极丝与挤压块之间的稳定性,有助于电极丝与挤压块之间稳定性。
10.优选的,所述底板中间位置一侧设有打磨单元;所述打磨单元包括支撑架、气缸、电机、矩形架、皮带和打磨轮;所述支撑架的一端固接底板,支撑架的另一端固接气缸,气缸的活塞杆固接矩形架的一侧,矩形架的另一侧固接连接板,连接板一端转动连接有驱动轮,驱动轮固接电机的输出端,电机固接在矩形架上,驱动轮外圈与打磨轮外圈通过皮带转动,打磨轮中间转动连接在连接板的另一端;电极丝浇注出来后,端部不平整,呈棱角状,当两个电极丝的端部相互靠近时,电极丝端部接触面较小,难以电性接触;在两条电极丝的端部未相互靠近时,通过驱动气缸,气缸通过矩形架推送打磨轮,打磨轮的两端置于电极丝的端部,然后驱动电机,电机通过皮带驱动打磨轮转动,以及两个电极丝相互靠近于打磨轮的端部,之后将其尖锐棱角打磨呈平面,使得后期在靠近接触时,以面接触面的方向贴附一起,一是有助于电性的导通,二是熔合效果更加,端部熔合光滑平整。
11.优选的,所述打磨轮的两端开设凹槽,凹槽剖切面呈等腰梯形状,凹槽的大槽口朝
外设置;打磨轮以平面打磨电极丝端部时,电极丝端部边缘会残留有毛刺边角,在熔合时,毛刺边角熔化再凝固,容易形成凸点,不利于后期的合金锭制备;而打磨轮端部开设的凹槽,以及凹槽的形状设置,使得电极丝端部打磨后形状与凹槽形状相适应,使得电极丝端部打磨圆润无毛刺,有助于电极丝端部的熔合。
12.优选的,所述凹槽的内底开设多个排屑孔,排屑孔贯穿打磨轮外表面,且排屑孔呈圆周阵列开设于打磨轮内部;电极丝在打磨过程中,会产生碎屑,碎屑通过排屑孔排离凹槽,防止碎屑残留在凹槽内,碎屑影响电极丝端部打磨效果,导致电极丝端部棱角尖锐部位消除不够明显。
13.一种镍基焊丝的制备方法,该制备方法适用于上述任意一种镍基焊丝的制备装置,且该制备方法包括以下步骤:s1:电极丝浇注,将以下材料投入熔炉中融化,c、mn、si、p、s、cr、ni、co、mo、w和fe,熔炼后,浇注成电极丝,并穿过制备装置缠绕于收卷盘上,备用;通过制备装置将电极丝端部打磨平整,然后通电熔化,有助于电极丝端部的平滑固接;s2:合金锭制备,熔渣采用caf2、al2o3、cao渣系,将上述熔渣投入电渣重熔内,然后释放收卷盘上的电极丝,电极丝插入熔渣内,并穿出熔渣,使得电极丝表面附有熔渣,冷却至常温,得到合金锭,备用;s3:合金锭锻造,合金锭置于锻造坯内,升温热压,将熔渣紧固在电极丝表面,压制成合金坯,热轧退火,再缠绕于收卷盘上,备用;s4:之后用硫酸进行酸洗,然后修整打磨,最后缠绕于收卷盘上;酸洗对其表面铁锈铁渣进行清洁处理。
14.优选的,s4中修整打磨为成品,成品穿过制备装置缠绕于收卷盘上,通过制备装置将成品端部打磨平整,然后通电熔化,有助于电极丝端部的平滑固接,从而在投入使用时,焊丝能够平顺推出。
15.本发明的有益效果如下:1.本发明所述的一种镍基焊丝的制备方法及装置,该制备装置,一是通过导轮将电极丝挤压固定住,有助于电极丝的相互靠近,同时在挤压杆和挤压块的挤压下,使得电极丝的端部置于对准状态,从而保证两条电极丝的端部平滑熔合一起,有助于缠绕于收卷盘,以及合金锭的制备。
16.2.本发明所述的一种镍基焊丝的制备方法及装置,通过齿牙嵌入在卡槽内,此时滑块上的导轮被限制固定住,使得导轮动弹不得,有助于阿静电极丝固定住,使得电极丝在被滑块拉扯时,电极丝的端部能够稳定相互靠近,并贴附一起,从而两条电极丝的端部能够有效接触熔合一起,辅助挤压块对电极丝作进一步夹持固定。
附图说明
17.下面结合附图对本发明作进一步说明。
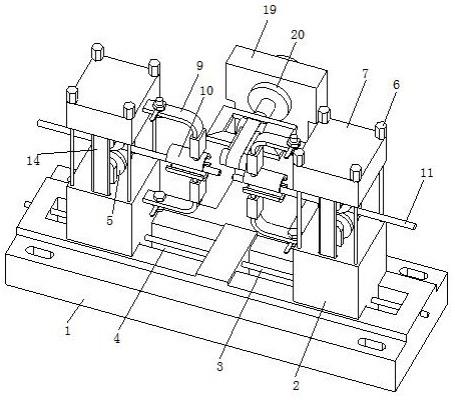
18.图1是本发明中制备装置的立体图;图2是本发明中制备装置的俯视图;图3是本发明中固定块与齿牙的配合图;图4是本发明中挤压块的立体图;
图5是本发明中上下相邻两个导轮的配合图;图6是本发明中打磨轮的剖视图;图7是本发明中镍基焊丝的制备方法流程图;图8是本发明中打磨轮与排屑孔的配合图。
19.图中底板1、滑块2、丝杆3、滑槽4、导轮5、长杆螺栓6、下压块7、支座8、挤压杆9、挤压块10、电极丝11、齿牙12、固定转轴13、支撑板14、固定块15、卡槽16、齿环17、挤压凸起18、支撑架19、气缸20、电机21、矩形架22、皮带23、打磨轮24、连接板25、驱动轮26、凹槽27、排屑孔28。
具体实施方式
20.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
21.实施例一:参照图1和图2,一种镍基焊丝的制备装置,该制备装置为上述制备方法中所使用到的制备装置,该制备装置包括底板1,底板1上设有水平移动单元,水平移动单元包括滑块2和丝杆3;所述底板1的上板面对称开设滑槽4,每个滑槽4内转动连接丝杆3,丝杆3的一端连接外界马达的输出端,丝杆3传动连接滑块2的下端,滑块2滑动连接在滑槽4,滑块2的上端面设有挤压单元;所述挤压单元包括导轮5、长杆螺栓6和下压块7;所述滑块2的上端面通过支座8转动连接导轮5,下压块7的下端面通过支座8转动连接导轮5,两个导轮5相对设置,下压块7的上端面四角位置螺纹贯穿长杆螺栓6,且长杆螺栓6的端部贯穿下压块7并螺纹连接滑块2;两个所述滑块2相对面和两个所述下压块7相对面上设有导电单元;所述导电单元包括挤压杆9和挤压块10;所述挤压杆9呈l形状,挤压杆9的一端分别固接在滑块2和下压块7的侧壁上,上下两个挤压杆9的另一端相对设置,均固接挤压块10,且上下相邻两个挤压块10之间夹持有电极丝11;电极丝11浇注过程中,在将定量的材料投入熔炉中,随之会生产加工出定量的电极丝11,熔炉在对下一锅材料熔炼浇注电极丝11时,也会生产加工出定量的电极丝11,此时两根电极丝11之间断开,在收卷时,或者后期在合金锭制备过程中,还需将其焊接一起,固接成一整条,方便电极丝11表面附熔渣;目前对于将两条电极丝11续接成一条,一般为人工操作,控制两条电极丝11端部,并相互靠近贴附一起,之后挤压杆9和挤压块10再通入电流,使得两条电极丝11的端部通电熔化,然后冷却固定一起,该方式存有缺陷,由于电极丝11的直径小于3mm,电极丝11端部难以精准相对,在通电熔化固接时,电极丝11端部容易相互重合一起,导致电极丝11在合金锭制备过程中,电极丝11未能嵌入模内,严重时将锻造模挤压损坏;将一条电极丝11的端部置于其中一对导轮5之间,然后将另一条电极丝11的端部置于另一对导轮5之间,之后旋转长杆螺栓6,使得下压块7靠近于滑块2,同时相邻两导轮5相互靠近,并挤压在电极丝11上,将电极丝11挤压固定住,同时上下相邻两个挤压杆9和挤压块10也相互靠近,上下相邻两挤压块10夹持在电极丝11的端部,使得两条电极丝11的端部对准,便于后期电极丝11的焊接,丝杆3由外界马达驱动,丝杆3带动两个滑块2相互靠近,同时拉扯两条电极丝11相互靠近,使得电极丝11的端部贴附一起,然后通电熔化,且在通电
熔化时,两个滑块2继续相互靠近,使得熔料相互熔合一起,冷却过后上移下压块7,使得上下两个导轮5远离,即,导轮5相互远离后,导轮5的凹部依旧可以将电极丝11束缚住,限制在上下两个导轮5凹部围成的通槽内移动;该制备装置,一是通过导轮5将电极丝11挤压固定住,有助于电极丝11的相互靠近,同时在挤压杆9和挤压块10的挤压下,使得电极丝11的端部置于对准状态,从而保证两条电极丝11的端部平滑熔合一起,有助于缠绕于收卷盘,以及合金锭的制备。
22.参照图3,每个所述导轮5固定转轴13两端贯穿支座8,固定转轴13的两端设有多个齿牙12,齿牙12呈圆周状阵列固接在固定转轴13的两端;所述导轮5的两侧各设有支撑板14,支撑板14的一端固接在下压块7的下端面上,支撑板14的另一端滑动连接在滑块2上端面开设的伸缩槽内,且支撑板14通过压簧连接在伸缩槽内,支撑板14内侧壁上固接有固定块15,固定块15的下端表面开设卡槽16,卡槽16与齿牙12相适配;下压块7向滑块2方向移动,同时下推支撑板14下移,支撑板14带动固定块15向固定转轴13上的齿牙12方向移动,使得齿牙12嵌入在卡槽16内,此时滑块2上的导轮5被限制固定住,使得导轮5动弹不得,有助于阿静电极丝11固定住,使得电极丝11在被滑块2拉扯时,电极丝11的端部能够稳定相互靠近,并贴附一起,从而两条电极丝11的端部能够有效接触熔合一起,辅助挤压块10对电极丝11作进一步夹持固定。
23.参照图5,每个所述导轮5的外圈固接有齿环17,上下相邻两个导轮5之间,其的齿环17相互啮合;下压块7与滑块2相互靠近时,上下相邻两个导轮5相互靠近,同时导轮5上的齿环17相互啮合,由于下方的导轮5通过齿牙12与卡槽16的配合,使得下方导轮5被固定住,当上下两个导轮5啮合后,上方的导轮5也就被固定住,即,在上下两个导轮5对电极丝11挤压的同时,两个导轮5相互啮合固定一起,使得两个固定不动的导轮5对电极丝11进行挤压夹持,进一步提高电极丝11的稳定性,使得两条电极丝11相互拉扯靠近时,电极丝11能够稳定接触并熔合一起。
24.参照图1和图4,每个所述挤压块10横截面呈弧形状,上下两个相邻的挤压块10内凹面相对设置,内凹面内挤压电极丝11;挤压块10的形状设置,使得挤压块10在对电极丝11挤压时,挤压块10的内凹面能够包裹住电极丝11外圈,同时将电极丝11的端部挤压压直,区域直线状态,有益于两条电极丝11端部的精准贴附一起,从而有助于两条电极丝11端部的平滑焊接。
25.参照图4,所述挤压块10内设有多个挤压凸起18,挤压凸起18沿着挤压块10内凹形状设置,挤压凸起18的横截面成直角形状;上下相邻两个挤压块10在对电极丝11挤压包裹时,挤压块10内的挤压凸起18挤压在电极丝11的表面,以及挤压凸起18形状的设置,挤压凸起18边缘挤压在电极丝11表面,增强挤压块10与电极丝11之间的挤压压强,提高提高电极丝11与挤压块10之间的稳定性,有助于电极丝11与挤压块10之间稳定性。
26.参照图1和图2,所述底板1中间位置一侧设有打磨单元;所述打磨单元包括支撑架19、气缸20、电机21、矩形架22、皮带23和打磨轮24;所述支撑架19的一端固接底板1,支撑架19的另一端固接气缸20,气缸20的活塞杆固接矩形架22的一侧,矩形架22的另一侧固接连接板25,连接板25一端转动连接有驱动轮26,驱动轮26固接电机21的输出端,电机21固接在矩形架22上,驱动轮26外圈与打磨轮24外圈通过皮带23转动,打磨轮24中间转动连接在连接板25的另一端;电极丝11浇注出来后,端部不平整,呈棱角状,当两个电极丝11的端部相
互靠近时,电极丝11端部接触面较小,难以电性接触;在两条电极丝11的端部未相互靠近时,通过驱动气缸20,气缸20通过矩形架22推送打磨轮24,打磨轮24的两端置于电极丝11的端部,然后驱动电机21,电机21通过皮带23驱动打磨轮24转动,以及两个电极丝11相互靠近于打磨轮24的端部,之后将其尖锐棱角打磨呈平面,使得后期在靠近接触时,以面接触面的方向贴附一起,一是有助于电性的导通,二是熔合效果更加,端部熔合光滑平整。
27.参照图6,所述打磨轮24的两端开设凹槽27,凹槽27剖切面呈等腰梯形状,凹槽27的大槽口朝外设置;打磨轮24以平面打磨电极丝11端部时,电极丝11端部边缘会残留有毛刺边角,在熔合时,毛刺边角熔化再凝固,容易形成凸点,不利于后期的合金锭制备;而打磨轮24端部开设的凹槽27,以及凹槽27的形状设置,使得电极丝11端部打磨后形状与凹槽27形状相适应,使得电极丝11端部打磨圆润无毛刺,有助于电极丝11端部的熔合。
28.实施例二:参照图8,对比实施例一,作为本发明的另一种实施方式,其中:所述凹槽27的内底开设多个排屑孔28,排屑孔28贯穿打磨轮24外表面,且排屑孔28呈圆周阵列开设于打磨轮24内部;电极丝11在打磨过程中,会产生碎屑,碎屑通过排屑孔28排离凹槽27,防止碎屑残留在凹槽27内,碎屑影响电极丝11端部打磨效果,导致电极丝11端部棱角尖锐部位消除不够明显。
29.参照图7,一种镍基焊丝的制备方法,该制备方法适用于上述任意一种镍基焊丝的制备装置,且制备方法包括以下步骤:s1:电极丝11浇注,将以下材料投入熔炉中融化,c、mn、si、p、s、cr、ni、co、mo、w和fe,熔炼后,浇注成电极丝11,并穿过制备装置缠绕于收卷盘上,备用;s2:合金锭制备,熔渣采用caf2、al2o3、cao渣系,将上述熔渣投入电渣重熔内,然后释放收卷盘上的电极丝11,电极丝11插入熔渣内,并穿出熔渣,使得电极丝11表面附有熔渣,冷却至常温,得到合金锭,备用;s3:合金锭锻造,合金锭置于锻造坯内,升温热压,将熔渣紧固在电极丝11表面,压制成合金坯,热轧退火,再缠绕于收卷盘上,备用;s4:之后用硫酸进行酸洗,然后修整打磨,最后缠绕于收卷盘上。
30.s4中修整打磨为成品,成品穿过制备装置缠绕于收卷盘上。
31.工作原理:电极丝11浇注过程中,在将定量的材料投入熔炉中,随之会生产加工出定量的电极丝11,熔炉在对下一锅材料熔炼浇注电极丝11时,也会生产加工出定量的电极丝11,此时两根电极丝11之间断开,在收卷时,或者后期在合金锭制备过程中,还需将其焊接一起,固接成一整条,方便电极丝11表面附熔渣;目前对于将两条电极丝11续接成一条,一般为人工操作,控制两条电极丝11端部,并相互靠近贴附一起,之后再通入电流,使得两条电极丝11的端部通电熔化,然后冷却固定一起,该方式存有缺陷,由于电极丝11的直径小于3mm,电极丝11端部难以精准相对,在通电熔化固接时,电极丝11端部容易相互重合一起,导致电极丝11在合金锭制备过程中,电极丝11未能嵌入模内,严重时将锻造模挤压损坏;将一条电极丝11的端部置于其中一对导轮5之间,然后将另一条电极丝11的端部置于另一对导轮5之间,之后旋转长杆螺栓6,使得下压块7靠近于滑块2,同时相邻两导轮5相互靠近,并挤压在电极丝11上,将电极丝11挤压固定住,同时上下相邻两个挤压杆9和挤压块10也相互靠近,上下相邻两挤压块10夹持在电极丝11的端部,使得两条电极丝11的端
部对准,便于后期电极丝11的焊接,丝杆3由外界马达驱动,丝杆3带动两个滑块2相互靠近,同时拉扯两条电极丝11相互靠近,使得电极丝11的端部贴附一起,然后通电熔化,且在通电熔化时,两个滑块2继续相互靠近,使得熔料相互熔合一起,冷却过后上移下压块7,使得上下两个导轮5远离,即,导轮5相互远离后,导轮5的凹部依旧可以将电极丝11束缚住,限制在上下两个导轮5凹部围成的通槽内移动;该制备装置,一是通过导轮5将电极丝11挤压固定住,有助于电极丝11的相互靠近,同时在挤压杆9和挤压块10的挤压下,使得电极丝11的端部置于对准状态,从而保证两条电极丝11的端部平滑熔合一起,有助于缠绕于收卷盘,以及合金锭的制备;下压块7向滑块2方向移动,同时下推支撑板14下移,支撑板14带动固定块15向固定转轴13上的齿牙12方向移动,使得齿牙12嵌入在卡槽16内,此时滑块2上的导轮5被限制固定住,使得导轮5动弹不得,有助于阿静电极丝11固定住,使得电极丝11在被滑块2拉扯时,电极丝11的端部能够稳定相互靠近,并贴附一起,从而两条电极丝11的端部能够有效接触熔合一起,辅助挤压块10对电极丝11作进一步夹持固定;下压块7与滑块2相互靠近时,上下相邻两个导轮5相互靠近,同时导轮5上的齿环17相互啮合,由于下方的导轮5通过齿牙12与卡槽16的配合,使得下方导轮5被固定住,当上下两个导轮5啮合后,上方的导轮5也就被固定住,即,在上下两个导轮5对电极丝11挤压的同时,两个导轮5相互啮合固定一起,使得两个固定不动的导轮5对电极丝11进行挤压夹持,进一步提高电极丝11的稳定性,使得两条电极丝11相互拉扯靠近时,电极丝11能够稳定接触并熔合一起;挤压块10的形状设置,使得挤压块10在对电极丝11挤压时,挤压块10的内凹面能够包裹住电极丝11外圈,同时将电极丝11的端部挤压压直,区域直线状态,有益于两条电极丝11端部的精准贴附一起,从而有助于两条电极丝11端部的平滑焊接;上下相邻两个挤压块10在对电极丝11挤压包裹时,挤压块10内的挤压凸起18挤压在电极丝11的表面,以及挤压凸起18形状的设置,挤压凸起18边缘挤压在电极丝11表面,增强挤压块10与电极丝11之间的挤压压强,提高提高电极丝11与挤压块10之间的稳定性,有助于电极丝11与挤压块10之间稳定性;电极丝11浇注出来后,端部不平整,呈棱角状,当两个电极丝11的端部相互靠近时,电极丝11端部接触面较小,难以电性接触;在两条电极丝11的端部未相互靠近时,通过驱动气缸20,气缸20通过矩形架22推送打磨轮24,打磨轮24的两端置于电极丝11的端部,然后驱动电机21,电机21通过皮带23驱动打磨轮24转动,以及两个电极丝11相互靠近于打磨轮24的端部,之后将其尖锐棱角打磨呈平面,使得后期在靠近接触时,以面接触面的方向贴附一起,一是有助于电性的导通,二是熔合效果更加,端部熔合光滑平整;打磨轮24以平面打磨电极丝11端部时,电极丝11端部边缘会残留有毛刺边角,在熔合时,毛刺边角熔化再凝固,容易形成凸点,不利于后期的合金锭制备;而打磨轮24端部开设的凹槽27,以及凹槽27的形状设置,使得电极丝11端部打磨后形状与凹槽27形状相适应,使得电极丝11端部打磨圆润无毛刺,有助于电极丝11端部的熔合;电极丝11在打磨过程中,会产生碎屑,碎屑通过排屑孔28排离凹槽27,防止碎屑残留在凹槽27内,碎屑影响电极丝11端部打磨效果,导致电极丝11端部棱角尖锐部位消除不够明显。
32.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
33.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。